1
Изобретение может быть применено при обработке материалов на токарных, строгальных и фрезерных станках всех типов, а также при разработке грунтов средней и повышенной твердости землеройными машинами непрерывного действия.
Известны способы обработки резанием с применением самовращаюш,егося чашечного резца.
Однако такие способы обеспечивают резание материала или передней, или только задней гранями.
Предлагаемый способ отличается от известных тем, что резец открытой частью чашки устанавливают наклонно над необработанной поверхностью и заглубляют в обрабатываемый материал настолько, чтобы в верхней части чашки оставалось свободное окно для пыхода стружки.
Этим повышается производительность процесса и осуш,ествляется одновременное резание материала как внешней так и внутренней 1ранями резца.
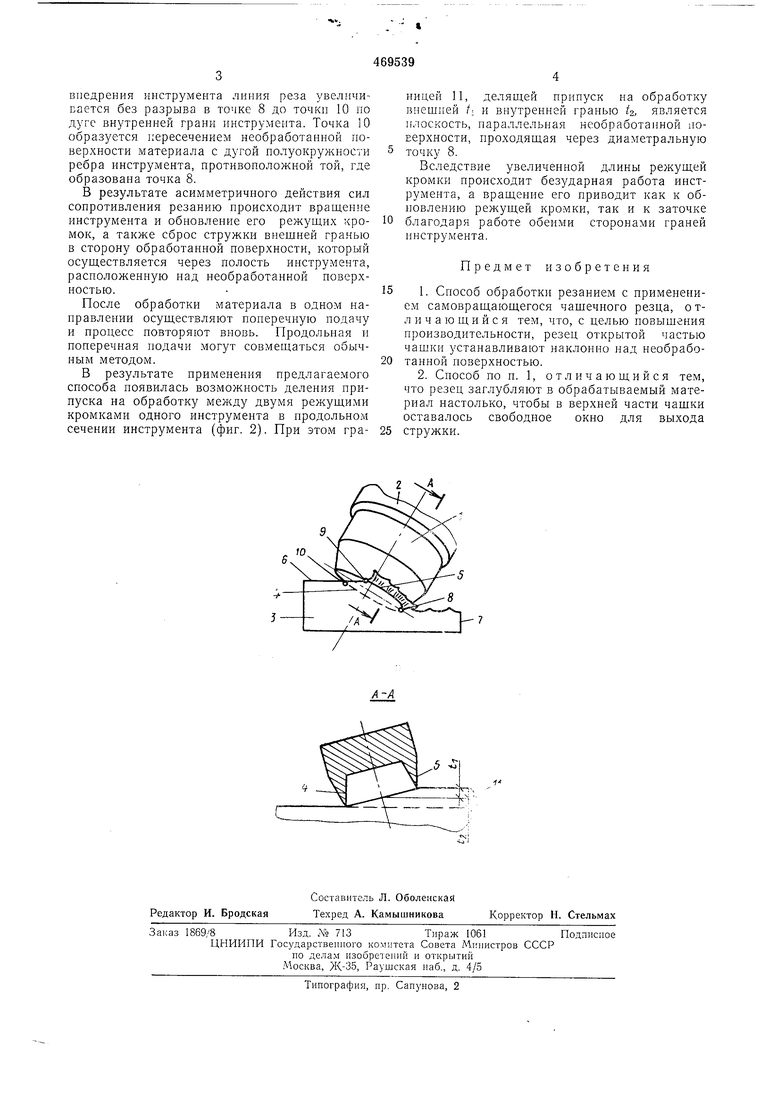
Предлагаемый способ поясняется чертежом.
Чашечный резец 1 установлен на державке 2 осью его механического крепления (не показана) при обработке плоской поверхности.
Резец 1 наклоняют торцом к поверхности заготовки 3 так, что его внутренняя грань 4 располагается ниже противоположной ей
внешней грани 5, как в направлении резания, так и в направлении подачи. При этом поднятый край торца дол.жен находиться несколько выше необработанной поверхности 6.
Обработку материала осуществляют следующим образом.
Резец 1 подводят к краю 7 заготовки и заглубляют его в материал перемещением инструмента (резца) вдоль направления резания
(на чертеже к нам) внешней гранью 5 (обращенной в сторону перемещения резца) и, противоположной ей, внутренней гранью 4.
В момент врезания резца (обращенной к нам на чертеже 1 внешней гранью резца) происходит пластическая деформация материала, разрушение его поверхностного слоя, образование и отделение стружки. Как только резец внедрится диаметральной точкой 8 в обрабатываемую поверхность, внутренняя грань 4,
осуществляет дальнейшее резание материала. Врезание резца в поверхность материала происходит постепенно; сначала резец касается поверхности материала наиболее выступающей точкой пнструмента. Затем точечный
контакт переходит в контакт по линпп от точки 9, характеризующейся пересечением необработанной поверхности с дугой окрул ностп ребра пнструмента, до точки 8 внешней грани инструмента. Точка 8 одновременно принадлеA:W и внутренней грани. По мере дальнейшего
внедрения инструмента линия реза увеличивается без разрыва в топке 8 до точки 10 по дуге внутренней грани инструмента. Точка 10 образуется ;ересечением необработанной поверхности материала с дугой полуокружности ребра инструмента, противоположной той, где образована точка 8.
В результате асимметричного действия сил сопротивления резанию происходит вращение инструмента и обновление его режущих кромок, а также сброс стружки внешней гранью в сторону обработанной поверхности, который осуществляется через полость инструмента, расположенную над необработанной поверхностью.
После обработки материала в одном направлении осуществляют поперечную иодачу и процесс повторяют вновь. Продольная и поперечная подачи могут совмещаться обычным методом.
В результате применения предлагаемого способа появилась возможность деления припуска на обработку между двумя режущими кромками одного инструмента в продольном сечении инструмента (фиг. 2). При этом границей 11, делящей припуск на обработку внешней /: и внутренней гранью 4, является плоскость, параллельная необработанной iioверхности, проходящая через диаметральную точку 8.
Вследствие увеличенной длины режущей кромки происходит безударная работа инструмента, а вращение его приводит как к обновлению режущей кромки, так и к заточке благодаря работе обеими сторонами граней инструмента.
Предмет изобретения
1.Способ обработки резанием с применением самовращающегося чащечного резца, отличающийся тем, что, с целью повыщения производительности, резец открытой частью чащки устанавливают наклонно над необработанной поверхностью,
2.Способ по п. 1, отличающийся тем, что резец заглубляют в обрабатываемый материал настолько, чтобы в верхней части чашки оставалось свободное окно для выхода стружки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1979 |
|
SU1049195A2 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ механической обработки отвержденных изделий из композиционных материалов | 1984 |
|
SU1224153A1 |
| Способ механической обработки деталей в процессе автоматической наплавки | 1990 |
|
SU1764882A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ ПОСРЕДСТВОМ ОБРАБОТКИ СТРОГАНИЕМ (ВАРИАНТЫ) | 2006 |
|
RU2312743C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 2004 |
|
RU2271897C2 |
| СТРОГАЛЬНЫЙ РЕЗЕЦ | 2006 |
|
RU2311271C1 |
| Способ строгания цилиндрических поверхностей | 1982 |
|
SU1136898A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
Ю
2
