1
Устройство относится к области дозирующих для нанесения паяемых паст на поверхности обрабатываемых изделий и может быть применено в машиностроительной промышленности.
Известно устройство для пайки с нанесением пастообразного припоя на паяемую поверхность, содержащее корпус, привод, распределительную головку с дозирующим вкладышем, имеющим центральный выходной канал.
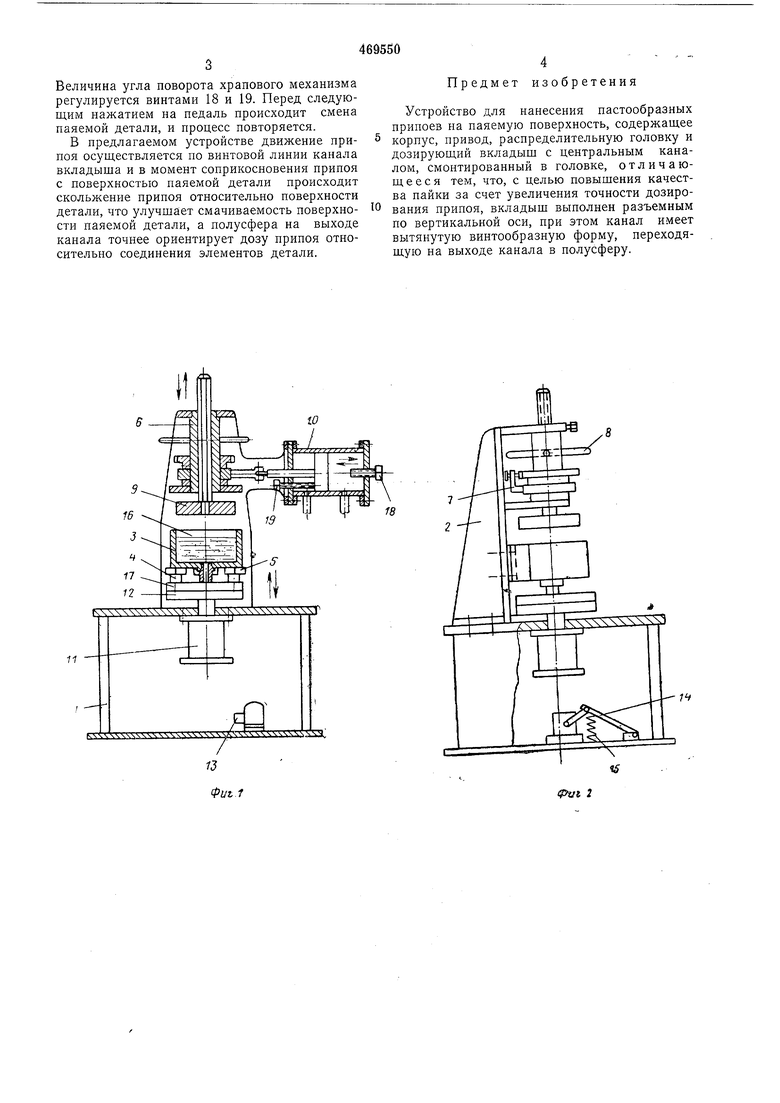
Предлагаемое устройство отличается от известного тем, что дозирующий вкладыш выполнен составным с разъемом по выходному каналу, который образован по вытянутой винтовой линии, с выходом, выполненным в виде полусферы.
Такое выполнение вкладыша позволяет повысить качество пайки за счет увеличения точности дозирования припоя, подаваемого на паяемую поверхность.
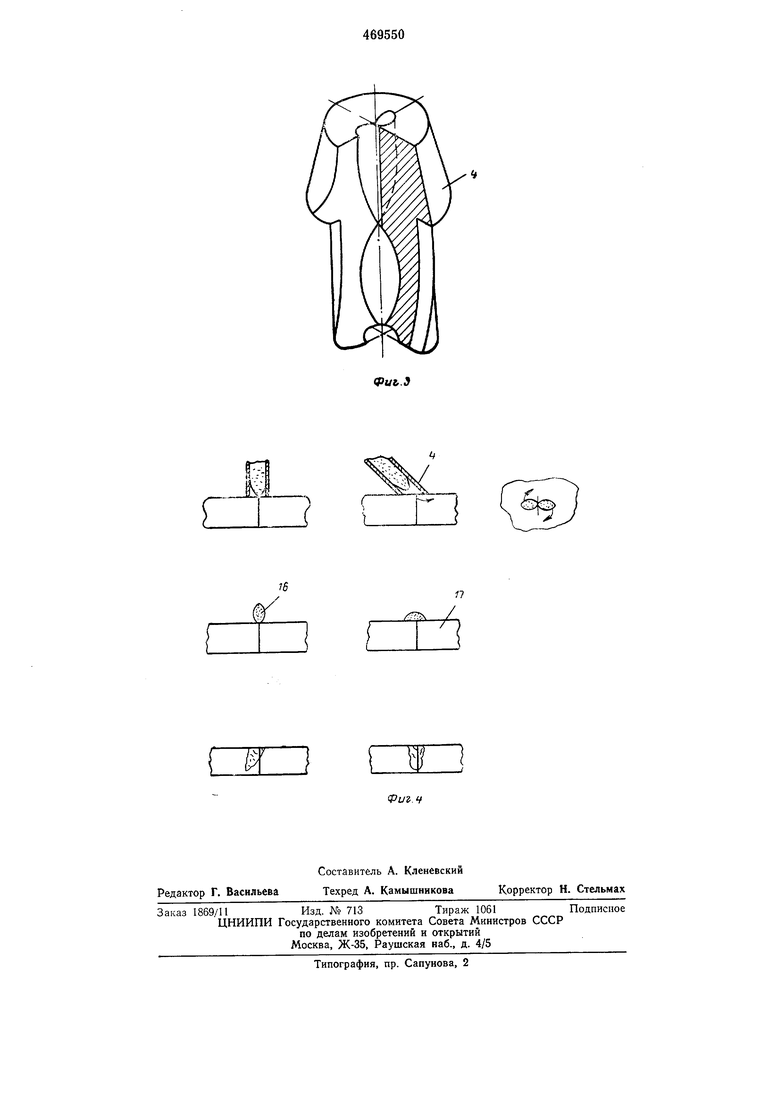
На фиг. I и 2 изображено предлагаемое устройство в двух проекциях; на фиг. 3 - составной вкладыш в продольном сечении; на фиг. 4 - схема нанесения припоя.
Устройство состоит из корпуса 1, на котором крепится стойка 2, с распределительной головкой 3 в ее нижней части и вкладышами 4, закрепленными гайками 5, а в верхней части
стойки расположена червячная передача 6. На наружной поверхности последней расположен храповый механизм 7 и поворотные ручки 8. В нижней части червяка крепится поршень 9.
Справа на стойке крепится силовой пнев.моцилиндр 10. К верхней части корпуса прикреплен пневмоцилиндр И подъемного стола 12, а в нижней расположен пневмокран 13 с педалью 14 и пружиной 15.
Работает устройство следующим образом.
Распределительную головку 3 заполняют припоем (в виде пасты). Поворотными ручками 8 и передачей 6 поршень 9 опускают до соприкосновения с припоем 16, затем нажимают
педаль 14 и ручка пневмокрана 13 поворачивается, при этом в пневмоцилиндры 10 и 11 поступает воздух. Сначала пневмоцилиндр 11 поднимает стол 12 с деталью 17 до соприкосновения с вкладышем 4 распределительной головки 3, а затем пневмоцилиндр 10, поворачивает храповой механизм 7, опуская червяк с поршнем 9.
При опускании поршня выдавливается определенное количество припоя через вкладыш 4 на поверхность паяемой детали.
При освобол ден 1п педали поворачивают
ручку пневмокрана в исходное положение,
при этом опускается стол 12, а храповой механизм 7 возвращается в исходное положение.
Величина угла поворота храпового механизма регулируется винтами 18 и 19. Перед следующим нажатием на педаль происходит смена паяемой детали, и процесс повторяется.
В предлагаемом устройстве движение припоя осуществляется по винтовой линии канала вкладыша и в момент соприкосновения припоя с поверхностью паяемой детали происходит скольжение припоя относительно поверхности детали, что улучша:ет смачиваемость поверхности паяемой детали, а полусфера на выходе канала точнее ориентирует дозу припоя относительно соединения элементов детали.
предмет изобретения
Устройство для нанесения пастообразных припоев на паяемую поверхность, содержащее корпус, привод, распределительную головку и дозирующий вкладыш с центральным каналом, смонтированный в головке, отличающееся тем, что, с целью повышения качества пайки за счет увеличения точности дозирования припоя, вкладыш выполнен разъемным по вертикальной оси, при этом канал имеет вытянутую винтообразную форму, переходящую на выходе канала в полусферу.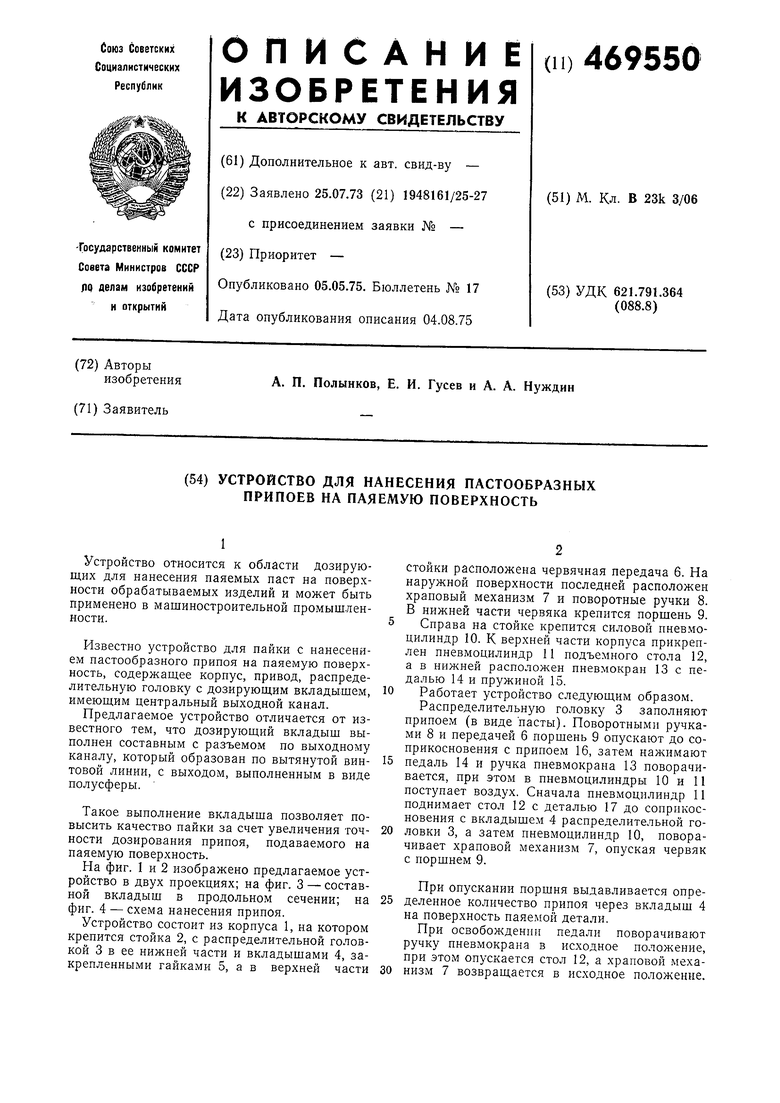
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |
| Станок для пайки | 1988 |
|
SU1549690A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Устройство для нанесения пастообразных припоев на паяемую поверхность | 1984 |
|
SU1186421A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 1972 |
|
SU349509A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКОГО ПАЯЛЬНОГО МАТЕРИАЛА | 1991 |
|
RU2016719C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОРОШКООБРАЗНОГО ПРИПОЯ | 1986 |
|
SU1453746A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ПАЙКИ | 1967 |
|
SU194529A1 |
( 2
16
w я j
п
