1
Изобретение относится к машиностроению и предназначено для использования при электрохимической обработки металлов.
Известны устройства для размерной электрохимической обработки с регулируемыми вентилями, подводом электролита в рабочий зазор и отводом из него.
Предлагаемое устройство отличается от известных тем, что параллельно вентилям установлены задвижки, привод которых подключен к блоку управления. Это позволяет создавать импульсное изменение перепада давления электролита в рабочем зазоре.
Дополнительные вентили могут быть включены последовательно задвижкам. Это позволяет регулировать величину импульсного изменения перепада давления электролита в рабочем зазоре.
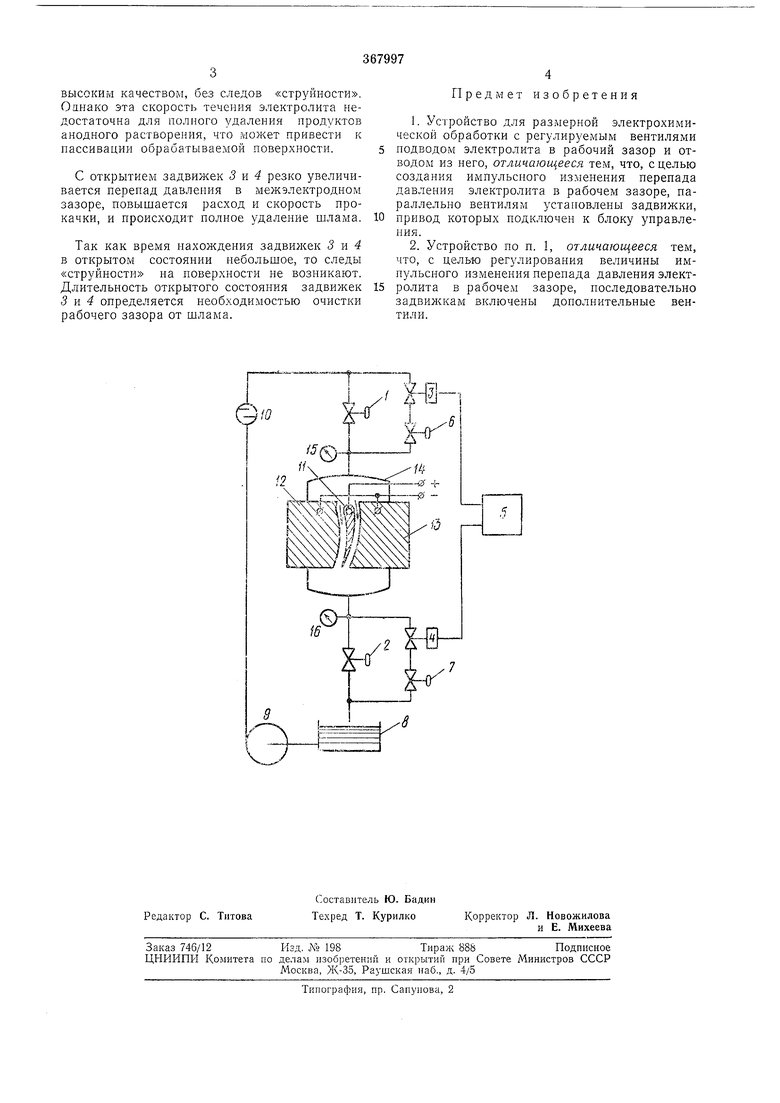
На чертеже изображено предлагаемое устройство.
Устройство содержит вентили / и 2 на подводе электролита в межэлектродный зазор и отводе из зазора, параллельно которым включены задвижки 3 к 4 с дистанционным управлением от блока 5. Последовательно с задвижками включены дополнительные вентили 6 и 7. Электролит подводится в устройство из бака 8 насосом 9 через фильтр 10.
Обрабатываемая деталь 11 (например, лопатка турбины) закреплена между электродами-инструментами /2 и /5 в рабочей камере 14. Для контроля давления электролита установлены манометры 15 и 16.
Устройство обеспечивает периодическое импульсное увеличение перепада давления электролита в межэлектродном зазоре. Это увеличение создается путем открытия задвижки 3, через которую поступает дополнительный поток электролита, параллельный потоку, проходяи ему через вентиль /.
Импульсное уменьшение давления электролита на выходе из рабочей камеры 14 создается путем открытия задвижки 4. Периодическое открытие и закрытие задвижек 3 и 4 происходит по командам, поступающим с блока управления 5 на их приводы. Вентилями 6 и 7 устанавливается расход и давление дополнительного потока электролита, проходящего
через задвижки 3 и 4.
Устройство может обеспечивать различные гидродинамические режимы в межэлектродном зазоре за счет широкого диапазона регулирования давления и расхода электролита задвижками 3 и 4 и дополнительными вентилями 6 и 7.
Так, например, при закрытых задвижках 3 и 4 деталь 11 обрабатывается при ламинарном характере течения электролита в рабочем
зазоре, что позволяет получить поверхность с
высоким качеством, без следов «струйиости. Однако эта скорость течения электролита недостаточна для полного удаления продуктов анодного растворения, что может привести к пассивации обрабатываемой поверхности.
С открытием задвижек 3 к 4 резко увеличивается перепад давления в межэлектродном зазоре, повышается расход и скорость прокачки, и происходит полное удаление шлама.
Так как время нахол дения задвижек 3 и 4 в открытом состоянии небольшое, то следы «струйности на поверхности не возникают. Длительность открытого состояния задвижек 3 и 4 определяется необходимостью очистки рабочего зазора от шлама.
4 Предмет изобретения
1.Устройство для размерной электрохимической обработки с регулируемым вентилями
подводом электролита в рабочий зазор и отводом из него, отличающееся тем, что, с целью создания импульсного изменения перепада давления электролита в рабочем зазоре, параллельно вентилям установлены задвижки, привод которых подключен к блоку управления.
2.Устройство по п. I, отличающееся тем, что, с целью регулирования величины импульсного изменения перепада давления электролита в рабочем зазоре, последовательно задвилскам включены дополнительные вентили.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для импульсной электрохимической размерной обработки | 1981 |
|
SU1093455A1 |
| Способ электрохимической размерной обработки | 1973 |
|
SU469571A1 |
| СТАНОК ЭЛЕКТРОХИМИЧЕСКИЙ ДЛЯ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2001 |
|
RU2218248C2 |
| АППАРАТ ДЛЯ РЕГЕНЕРАЦИИ ЭЛЮАТОВ ИОНООБМЕННЫХ СМОЛ | 1991 |
|
RU2044693C1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ | 2004 |
|
RU2263010C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Способ размерной электрохимической обработки | 1970 |
|
SU1271698A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| Устройство для изготовления хроматографических колонок | 1980 |
|
SU947757A1 |
V
