1
Изобретение относится к индукционным установкам для нагрева деталей, обеспечивающим сборку деталей, сопрягаемых с натягом.
Известна индукционная установка для нагрева деталей, включающая индуктор, магнитопровод, устройства для загрузки и выгрузки.
Недостатком известной установки является невозможность обеспечения равномерного нагрева деталей.
Целью изобретения является устранение, указанного недостатка.
Поставленная цель достигается тем, что магнитопровод выполнен из секций, каждая из которых снабжена крышкой и наконечником с механизмом перемещения, а устройство для загрузки и выгрузки выполнено в виде цилиндра, образованного радиальными лепестками с проточками для фиксации деталей.
Такое выполнение установки позволит обеспечить равномерный нагрев деталей.
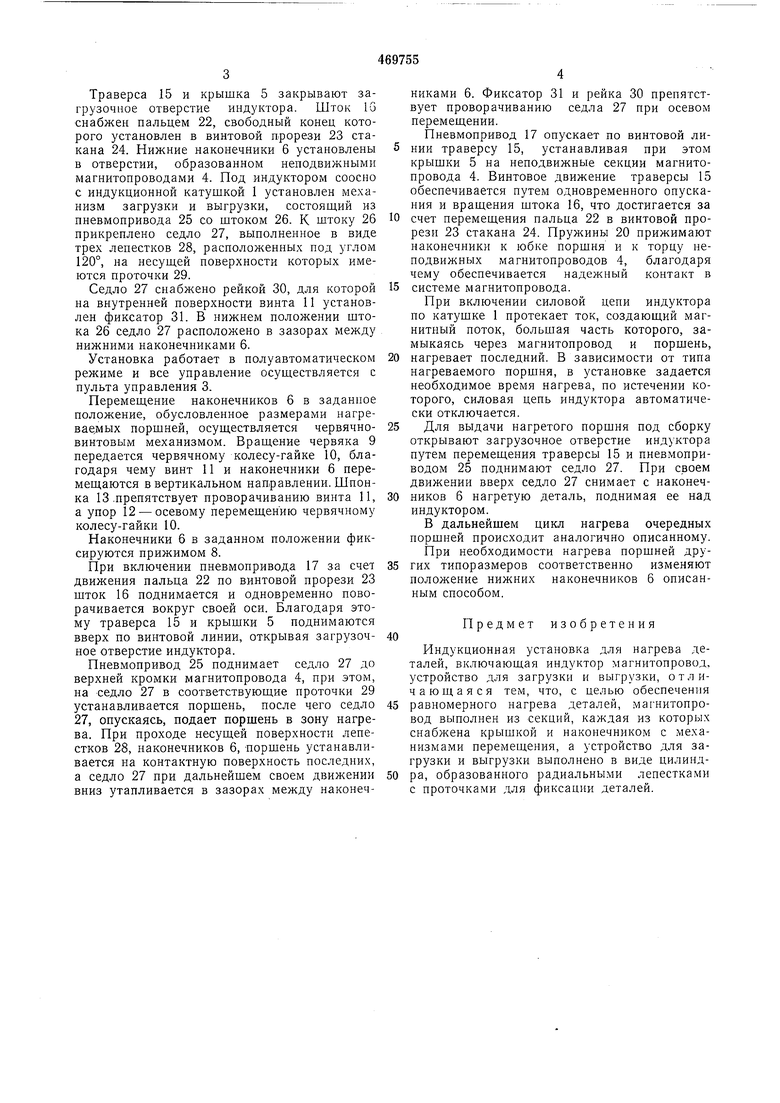
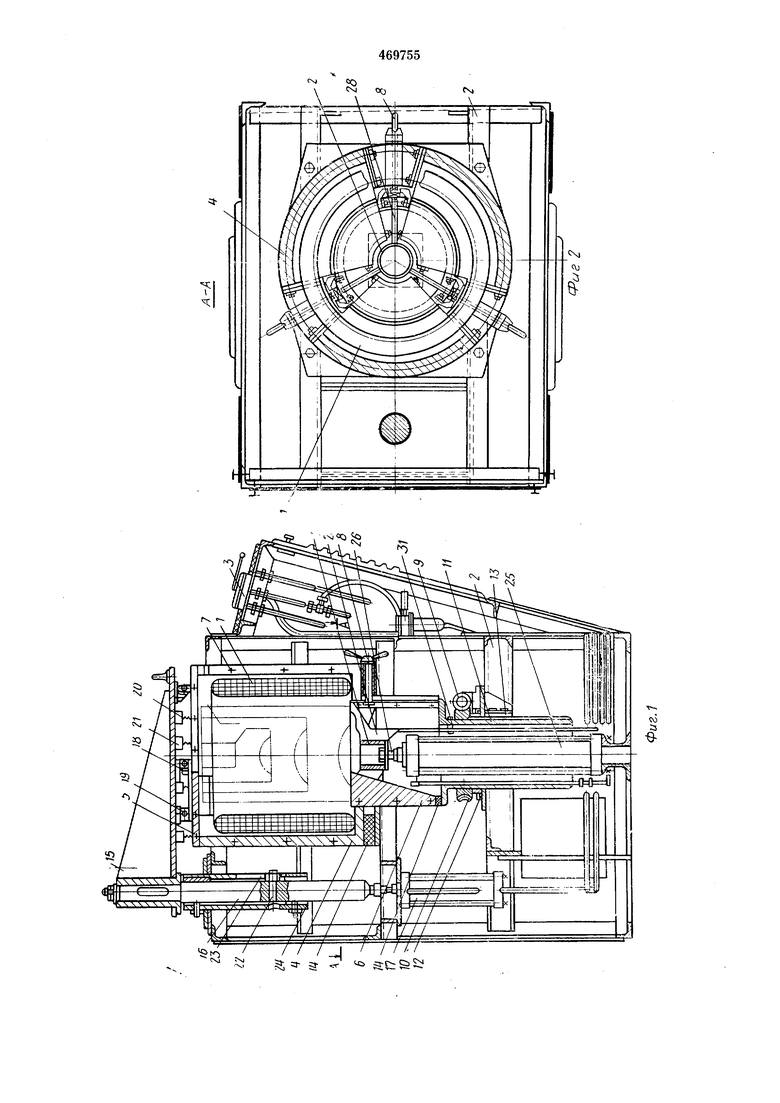
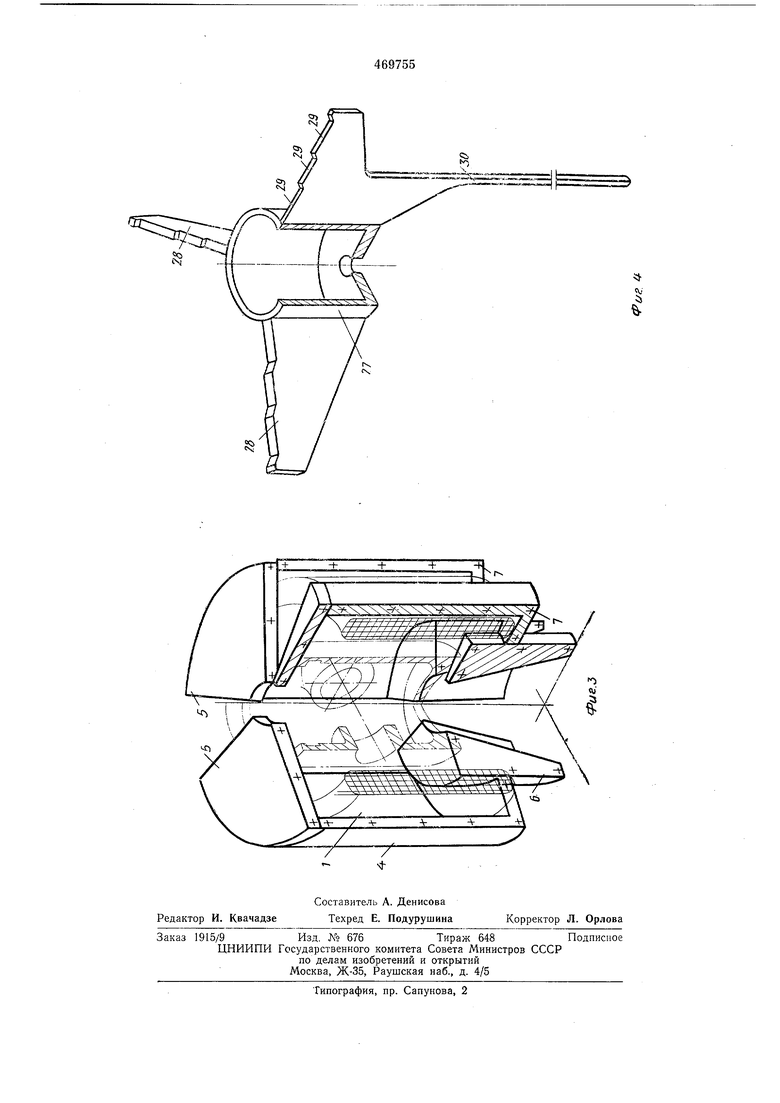
На фиг. 1 изображена предложенная установка, вертикальный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - трехсекционный магнитопровод, общий вид; на фиг. 4 - седло.
Установка содержит цилиндрическую индукционную катушку 1, корпус 2 и прикрепленный к нему пульт управления 3. Магнитонровод состоит из неподвижной секции 4, крышки 5 и наконечника 6.
Неподвижная часть магнитонровода включает секции, образующие цилиндр. Каждая
секция магнитопровода собрана из радиально расположенных листов трансформаторной стали и скреплена шпильками 7. Между секциями имеются зазоры. Каждая секция снабжена крышкой 5 и наконечником 6.
Крышки 5 в горизонтальном сечении имеют форму кольцевого сектора. Нижние наконечники 6 снабжены прижимом 8 и прикреплены к червячновинтовому механизму с ручным приводом, в состав которого входит соединенная с червяком 9, червячное колесо-гайка 10 и винт 11. Червячное колесо-гайка 10 имеет упор 12, а в теле винта 11 выполнен вертикальный шпоночный паз, в котором установлена прикрепленная к корпусу 2 штонка 13.
Между нижними наконечниками 6 и винтом 11, а также между неподвижной секцией -I и корпусом 2 проложены изоляционные нрокладки 14. Над магнитопроводом горизонтально установлена траверса 15, жестко соединенная со штоком 16 пневмопривода 17. К траверсе 15 прикреплены при помощи шарнирных соединений 18 верхние крышки 5, подпружиненные с обеих сторон оси 19 пружинами 20, установленными в патрубках 21,
закрепленных на траверсе 15.
Траверса 15 и крышка 5 закрывают загрузочное отверстие индуктора. Шток 10 снабжен пальцем 22, свободный конец которого установлен в винтовой прорези 23 стакана 24. Нижние наконечники 6 установлены в отверстии, образованном неподвижными магнитопроводами 4. Под индуктором соосно с индукционной катушкой 1 установлен механизм загрузки и выгрузки, состоящий из пневмопривода 25 со штоком 26. К штоку 26 прикреплено седло 27, выполненное в виде трех леиестков 28, расположенных под углом 120°, на несушей поверхности которых имеются проточки 29.
Седло 27 снабжено рейкой 30, для которой на внутренней поверхности винта 11 установлен фиксатор 31. В нижнем положении штока 26 седло 27 расположено в зазорах между нижними наконечниками 6.
Установка работает в полуавтоматическом режиме и все управление осуществляется с пульта управления 3.
Перемещение наконечников 6 в заданное положение, обусловленное размерами нагреваемых поршней, осуществляется червячновинтовым механизмом. Вращение червяка 9 передается червячному колесу-гайке 10, благодаря чему винт 11 и наконечники 6 перемещаются в вертикальном направлении. Шпонка 13 .препятствует проворачиванию винта 11, а упор 12 - осевому перемещению червячному колесу-гайки 10.
Наконечники 6 в заданном положении фиксируются прижимом 8.
При включении пневмопривода 17 за счет движения пальца 22 по винтовой прорези 23 шток 16 поднимается и одновременно поворачивается вокруг своей оси. Благодаря этому траверса 15 и крышки 5 поднимаются вверх по винтовой линии, открывая загрузочное отверстие индуктора.
Пневмопривод 25 поднимает седло 27 до верхней кромки магнитопровода 4, при этом, на седло 27 в соответствующие проточки 29 устанавливается поршень, после чего седло 27, опускаясь, подает поршень в зону нагрева. При проходе несущей поверхности лепестков 28, наконечников 6, -поршень устанавливается на контактную поверхность последних, а седло 27 при дальнейшем своем движении вниз утапливается в зазорах между наконечниками 6. Фиксатор 31 и рейка 30 препятствует проворачиванию седла 27 при осевом перемещении.
Пневмопривод 17 опускает по винтовой лиНИИ траверсу 15, устанавливая при этом крышки 5 на неподвижные секции магнитопровода 4. Винтовое движение траверсы 15 обеспечивается путем одновременного опускания и врашения штока 16, что достигается за
счет перемешения пальца 22 в винтовой прорези 23 стакана 24. Пружины 20 прижимают наконечники к юбке поршня и к торцу неподвижных магнитопроводов 4, благодаря чему обеспечивается надежный контакт в
системе магнитопровода.
При включении силовой цепи индуктора по катушке 1 протекает ток, создаюший магнитный поток, большая часть которого, замыкаясь через магнитопровод и поршень,
нагревает последний. В зависимости от типа нагреваемого поршня, в установке задается необходимое время нагрева, по истечении которого, силовая цепь индуктора автоматически отключается.
Для выдачи нагретого поршня под сборку открывают загрузочное отверстие индуктора путем перемешения траверсы 15 и пневмоприводом 25 поднимают седло 27. При своем движении вверх седло 27 снимает с наконечНИКОВ 6 нагретую деталь, поднимая ее над индуктором.
В дальнейшем цикл нагрева очередных
поршней происходит аналогично описанному.
При необходимости нагрева поршней других типоразмеров соответственно изменяют положение нижних наконечников 6 описанным способом.
Предмет изобретения
Индукционная установка для нагрева деталей, включающая индуктор магнитопровод, устройство для загрузки и выгрузки, отличающаяся тем, что, с целью обеспечения
равномерного нагрева деталей, магнитопровод выполнен из секций, каждая из которых снабжена крышкой и наконечником с механизмами перемещения, а устройство для загрузки и выгрузки выполнено в виде цилиндра, образованного радиальными лепестками с проточками для фиксации деталей.
Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индукционного нагрева полых цилиндрических деталей | 1991 |
|
SU1781846A1 |
| КЛАПАН | 2001 |
|
RU2196268C2 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ДЕТАЛЕЙ В ВАКУУМЕ | 1968 |
|
SU221859A1 |
| Устройство индукционного нагрева кольцевых деталей | 1983 |
|
SU1075451A1 |
| Индукционная нагревательная методическая установка | 1977 |
|
SU726678A1 |
| Устройство для индукционного нагрева кольцевых деталей | 1980 |
|
SU951756A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| Распределительно-демпфирующий агрегат управления | 1991 |
|
SU1810230A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
М - г э со а
« а:С:&
