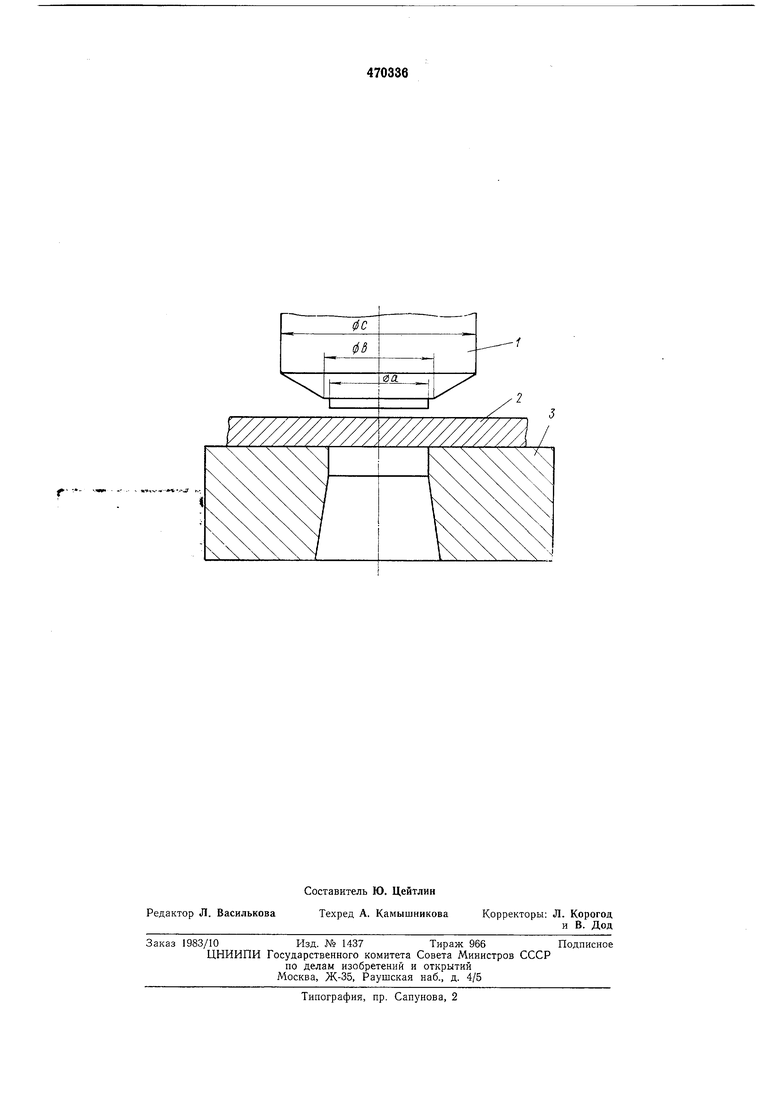
Изобретение относится к технологической оснастке для вырезки деталей из листового материала, в частности к штампам для чистовой вырезки. Известен штамп для чистовой вырезки, содержащий пуансон с цилиндрической ступенью, диаметр которой меньше диаметра отверстия взаимодействуюшей с ним матрицы и расширяющейся, в частности, конической ступенью, больший диаметр которой больше диаметра отверстия матрицы. Коническая ступень пуансона при взаимодействии с материалом вызывает в нем растягивающие напряжения, снижающие давление в зоне резки, в результате чего на заключительной стадии процесса не исключается образование трещин скола. Для предотвращения образования трещин скола на заключительной стадии процесса в предлагаемом штампе меньший диаметр конической ступени пуансона больше диаметра цилиндрической ступени, а со стороны меньшего основания конической ступени расположен плоский кольцевой участок. На чертеже изображен предлагаемый штамп. Пуансон 1 внедряется в заготовку 2, осуществляя сдвиг металла в матрицу 3 на глубину, при которой в очаге деформации еще не образуются трещины скола. При дальнейшем ходе пуансона в металл внедряется расширяющаяся ступень, и при помощи плоского участка в зоне вырезки создается состояние всестороннего сжатия. Наиболее рациональным является ширина плоского участка, равная 0,3-0,5 толщины вырезаемого материала, и угол при вершине конической ступени, равный 120°. Предмет изобретения Штамп для чистовой вырезки, содержащий пуансон с цилиндрической ступенью, диаметр которой меньше диаметра отверстия взаимодействующей с ним матрицы, и расширяющейся, в частности, конической ступенью, больший диаметр которой больше диаметра отверстия матрицы, отличающийся тем, что, с целью предотвращения образования трещин скола на заключительной стадии процесса, меньший диаметр конической ступени пуансона выполнен больше диаметра цилиндрической ступени, и со стороны меньшего основания конической ступени расположен плоский кольцевой участок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой вырубки | 1978 |
|
SU831271A1 |
| Штамп совмещенного действия для чистовой вырубки деталей и пробивки в них отверстий | 1985 |
|
SU1311606A3 |
| Способ чистовой вырубки деталей | 1981 |
|
SU1018756A1 |
| Способ получения отверстий с фасками и штамп для получения отверстий с фасками | 1984 |
|
SU1201026A1 |
| Способ образования болтового соединения | 1981 |
|
SU1137261A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| Способ вырубки деталей из плоской заготовки | 1983 |
|
SU1148675A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483824C1 |
| Способ определения величины и равномерности зазора между режущими кромками | 1987 |
|
SU1480916A1 |