тельно, что обеспечивает синхронность их поворота.
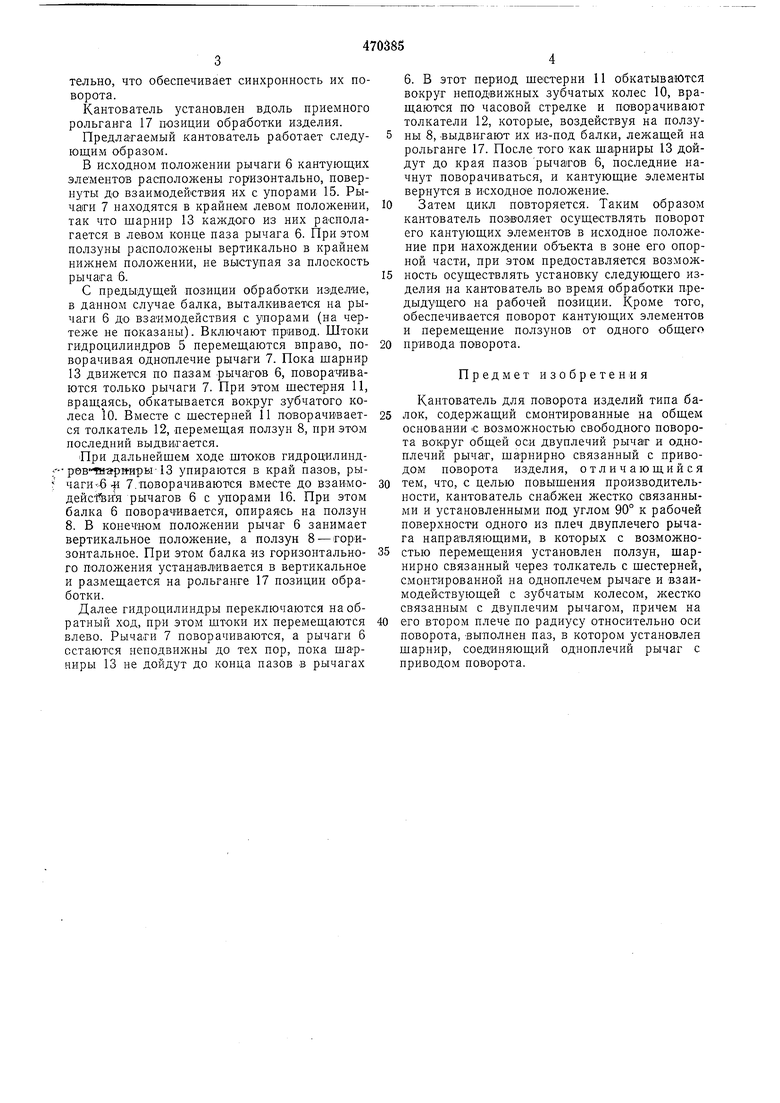
Кантователь установлен вдоль приемного рольганга 17 позиции обработки изделия.
Предлагаемый кантователь работает следующим образом.
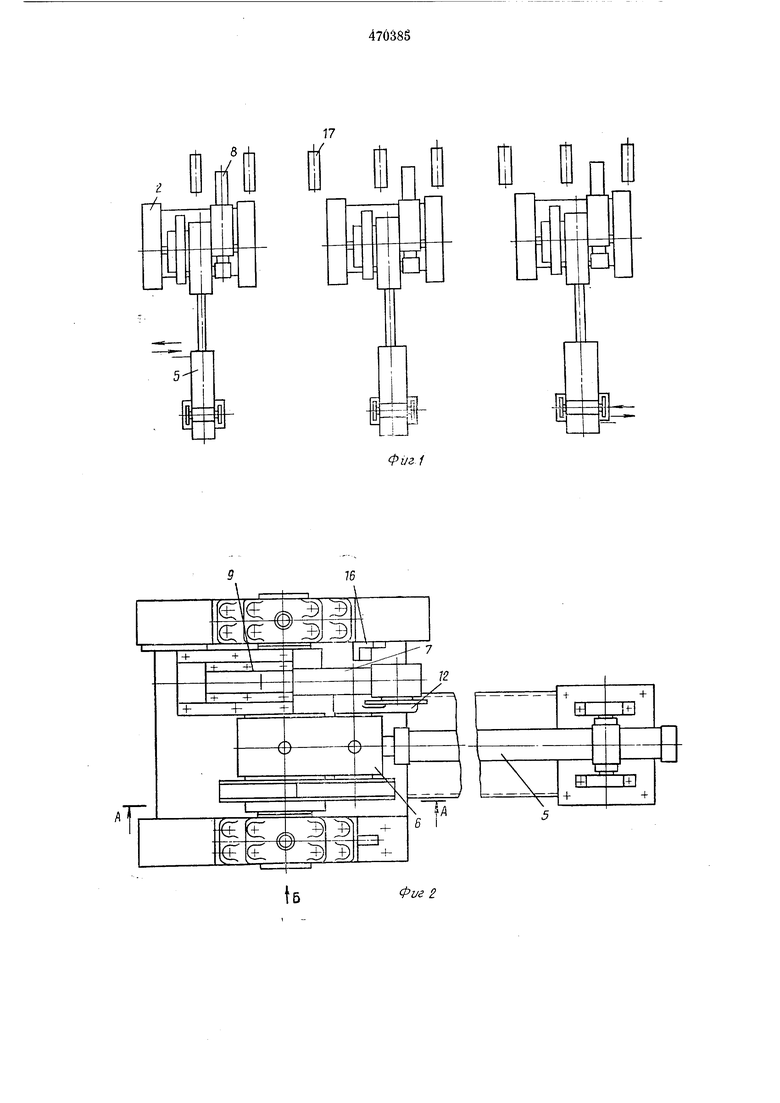
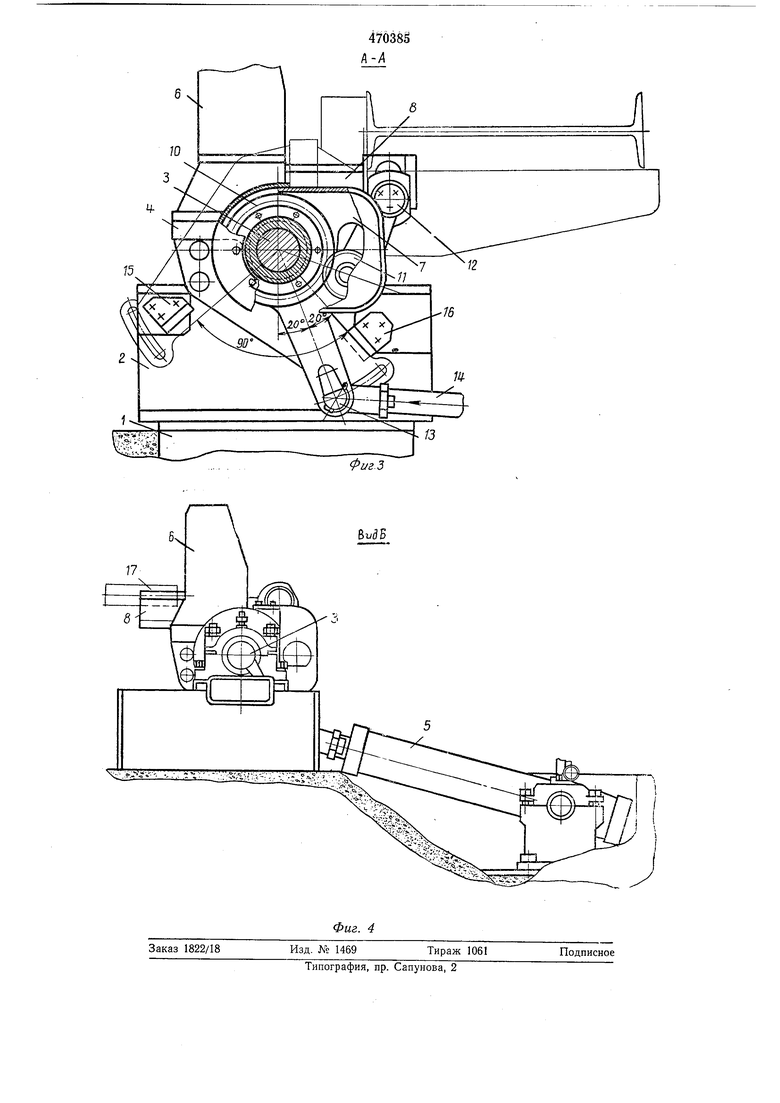
В исходном положении рычаги 6 кантующих элементов расположены горизонтально, повернуты до взаимодействия их с упорами 15. Рычаги 7 находятся в крайнем левом положении, так что щарнир 13 каждого из них располагается в левом конце паза рычага 6. При этом ползуны расположены вертикально в крайнем нижнем положении, не выступая за плоскость рычага 6.
С предыдущей позиции обработки изделие, в данном случае балка, выталкивается на рычаги 6 до взаимодействия с упорами (на чертеже не показаны). Включают привод. Штоки гидроцилиндров 5 перемещаются вправо, поворачивая одноплечие рычаги 7. Пока щарнир 13 движется по пазам рычагов 6, поворачиваются только рычаги 7. При этОМ шестерня 11, вращаясь, обкатывается вокруг зубчатого колеса 10. Вместе с шестерней 11 поворачивается толкатель 12, перемещая ползун 8, при этом последний выдвигается.
При дальнейшем ходе штоков гидроцилинд рвв-чн-арн-иры-13 упираются в край пазов, рычаги-:-6-р 7.поворачиваются вместе до взаимодейсйвия рычагов 6 с упорами 16. При этом балка 6 поворачивается, опираясь на ползун 8. В конечном положении рычаг 6 занимает вертикальное положение, а ползун 8 - горизонтальное. При этом балка из горизонтального положения устанавливается в вертикальное и размещается на рольганге 17 позиции обработки.
Далее гидроцилиндры переключаются на обратный ход, при этом штоки их перемещаются влево. Рычаги 7 поворачиваются, а рычаги 6 остаются неподвижны до тех пор, пока шарниры 13 не дойдут до конца пазов в рычагах
6. В этот период шестерни 11 обкатываются вокруг неподвижных зубчатых колес 10, вращаются по часовой стрелке и поворачивают толкатели 12, которые, воздействуя на ползуны 8, выдвигают их из-под балки, лежащей на рольганге 17. После того как шарниры 13 дойдут до края пазов рычагов 6, последние начнут поворачиваться, и кантующие элементы вернутся в исходное положение.
Ю Затем цикл повторяется. Таким образом кантователь позволяет осуществлять поворот его кантующих элементов в исходное положение при нахождении объекта в зоне его опорной части, при этом предоставляется возможность осуществлять установку следующего изделия на кантователь во время обработки предыдущего на рабочей позиции. Кроме того, обеспечивается поворот кантующих элементов и перемещение ползунов от одного общего
0 привода поворота.
Предмет изобретения
Кантователь для поворота изделий типа балок, содержащий смонтированные на общем основании с возможностью свободного поворота вокруг общей оси двуплечий рычаг и одноплечий рычаг, щарнирно связанный с приводом поворота изделия, отличающийся
0 тем, что, с целью повышения производительности, кантователь снабжен жестко связанными и установленными под углом 90° к рабочей поверхности одного из плеч двуплечего рычага направляющими, в которых с возможностью перемещения установлен ползун, щарнирно связанный через толкатель с шестерней, смонтированной на одноплечем рычаге и взаимодействующей с зубчатым колесом, жестко связанным с двуплечим рычагом, причем на
его втором плече по радиусу относительно оси поворота, выполнен паз, в котором установлен шарнир, соединяющий одноплечий рычаг с приводом поворота.
El
&
В
| название | год | авторы | номер документа |
|---|---|---|---|
| КАНТОВАТЕЛЬ ЛИСТОВ | 1973 |
|
SU378268A1 |
| Кантователь | 1985 |
|
SU1310158A1 |
| Кантователь щитовых деталей на конвейере | 1990 |
|
SU1789463A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Кантователь сортового проката | 1980 |
|
SU1011292A1 |
| Клиновой кантователь прямоугольных заготовок на стеллаже | 1983 |
|
SU1127655A1 |
| Устройство для правки колец | 1987 |
|
SU1500408A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| КАНТОВАТЕЛЬ ПРЯМОУГОЛЬНОГО ПРОКАТА | 2012 |
|
RU2489222C1 |
I31Э1
E
С
Э)Э)
E
-з:
I
Фиг
Ш
2
/
Гг
эш
Ж1
1б
ш.
J±J
+
