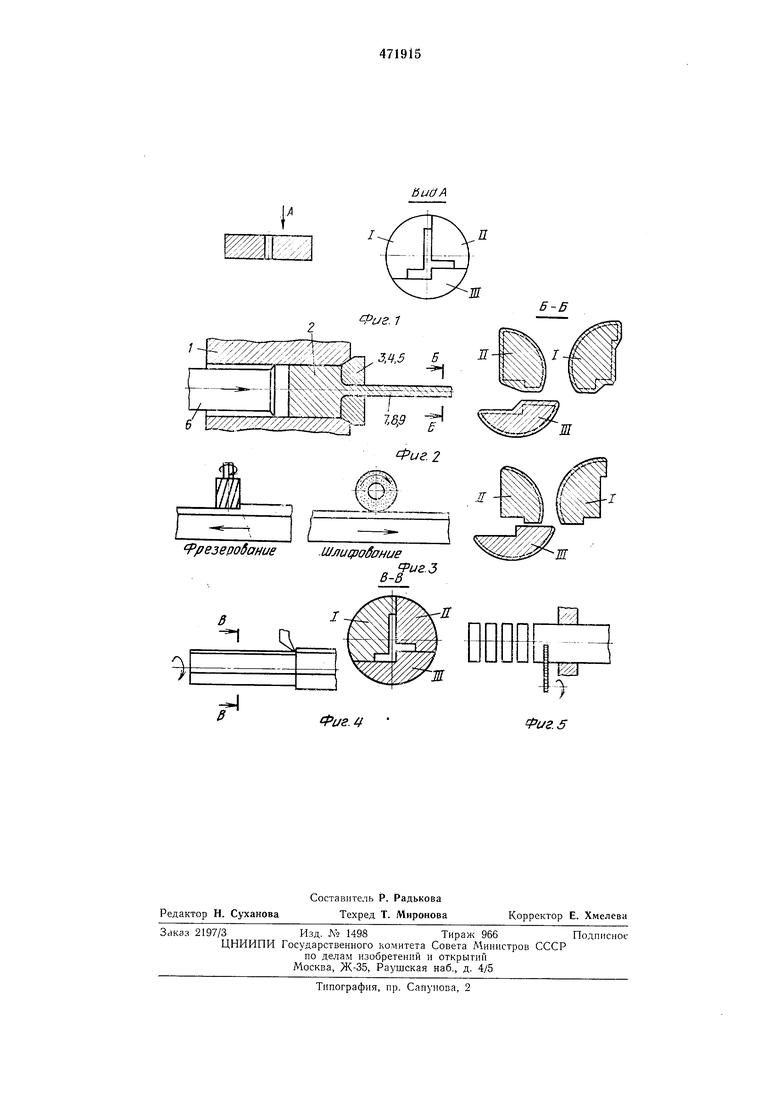
оформление на профилях фрезерованием и шлифованием поверхностей очка и разъемов. При этом на обрабатываемых поверхностях снимают весь припуск на механообработку. В дальнейшем производят сборку профилей в прутки покомплектно и осушествляют точение наружной цилиндрической поверхности прессматриц. После этого производят разрезку прутков на отдельные пресс-матрицы, получая при этом партию матриц. Обработка всего контура поперечного сечения всех секций осуществляется на профилях длиной, обеспечиваюшей получение партии пресс-матриц, а разрезка профилей на отдельные секции производится лишь после окончательного оформления поперечного сечения секций. Благодаря этому снижается трудоемкость процесса изготовления секционных пресс-матриц, повышается стабильность размеров очка и обеспечивается взаимозаменяемость секций.
В практике прессования профилей зачастую имеет место различная интенсивность износа отдельных секций пресс-матрицы. В этих случаях, используя предлагаемый способ, благодаря взаимозаменяемости секций можно существенно уменьшить обшее потребное количество пресс-матриц, изготовив различное количество секций каждого вида, исходя из предполагаемого срока их службы. Длина исходных прессованных профилей для секций
должна быть различной. При этом течение наружного контура пресс-матриц можно осуществлять смещая в сборных комплектах профили меньшей длины вдоль наиболее длинного профиля или предварительно разрезав профили на длины, равные длине самого короткого из них, точить несколько комплектов, используя профили для менее изнашиваемых секций при сборке комплектов многократно.
Предмет изобретения
Способ изготовления секционных пресс-матриц путем прессования профилей с конфигурацией поперечного сечения, соответствующей требуемому контуру поперечного сечения каждой из секций, механической обработки поверхности профилей и последующей разрезки их, отличающийся тем, что, с целью
снижения трудоемкости процесса изготовления нресс-матриц, повышения стабильности размеров очка и обеспечения взаимозаменяемости секций отдельных матриц, вначале механическую обработку прессованных профилей
проводят по поверхностям, образующим очко матрицы и плоскости разъема ее, затем собирают профили в пруток и проводят механическую обработку наружной поверхности прутка, а при последующей разрезке получают отдельные матрицы.
ШтШ
г.11 - II . I.,. J чЛО.Х
I. ..... 1 . .ТТл. , .Л ; к. 7йа
-
и
)
езеробание .Шлщробание
fpue.l
Фиг. 2
.
|щ:у
I
..
Ж
вТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления секционных матриц с калибрующим очком,имеющим криволинейный контур в продольном сечении | 1974 |
|
SU484913A1 |
| Матрица для прессования кольцевых профилей | 1975 |
|
SU573212A1 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Способ изготовления секционных пресс-матриц | 1982 |
|
SU1209329A1 |
| Матрица для прессования профилей | 1978 |
|
SU747556A1 |
| Заготовка для прессования профилей из труднодеформируемых материалов | 1981 |
|
SU1017400A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С РЕГЛАМЕНТИРОВАННОЙ КРИВИЗНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВНУТРЕННИМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2074042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ЗАГОТОВКИ С ОДНОРОДНОЙ СТРУКТУРОЙ | 2009 |
|
RU2412770C1 |