2.Способ по п. 1, отличающий с я тем, что окончательную обработку заходных участков секций осуществляют пластическим де- формиров анием.
3.Способ по п. 1, отличающий с я тем, что окончательную
Изобретение относится к обработк металлов давлением и может быть использовано в металлургии и машиностроении при получении матриц, предназначенных для прессования и выдав ливания точных профилей.
Целью изобретения является повышние точности размеров очка матриц и их стойкости.
На фиг. 1 представлена секционна матрица, продольный разрез; на фиг. 2 - вид А на фиг. 1 .
Секции 1 пресс-матрицы скреплены бандажами 2 и размещены в обойме 3,
Способ осуществляется следующим образом.
Штамповкой получают заготовки се ций, производят их механическую обработку, собирают в пакет с использованием бандажей, а затем произво- дят одновременно термообработку и доводку полуфабриката пресс-матрицы
П р и м е р. Материал матриц сталь Р6АМ5. Последовательно производят следующие операции.
Заготовительная -.разрезка полосы 16x32 мм на заготовки длиной А6,,
Шлифовальная - обработка баз а. вьщерживанием размеров заготовки 14,5.0,0,, X 31,5.0,, X 46,.
Фрезерная - обработка плоскости разъема на угол 35.
Шлифовальная - обработка плоског сти разъема на угол 35+2,
Фрезерная - обработка второй плоскости разъема с вьщерживаниеы угла между плоскостями разъема 20
Шлифовальная обработка второй плоскости разъема с выдерживанием угла 120 а..
фрезерная - обработка профиля последовательно на трех секциях комплекта с одной установки.
1209329
обработку заходных участков секций осуществляют электроэрозионным методом.
4. Способ по п. 1, отличающийся тем, что при сборке секций в пакет используют бандажи в виде колец.
Фрезерная - предварительная обработка скоса на заходной части под углом 13°.
Токарная - сборка комплекта из секций в струбцину, установка ее на оправку и обточка концов пакета на длину 1 в размер 020, Г мм с двух сторон.
Слесарная - нагрев до 550 С и установка на концы пакета бандажных колец с натягом 0,03-0, мм.
Токарная - обточка на оправке матричного пакета на конус с углом 1.
Штамповочная - нагрев пакета высокой частоты до 1 200 °С, установка его в конический разрезной контейнер штампа на гидропрессе, заж1-ш в контейнере пневмоцилиндром подчеканка заходной части профильным пуансоном, ускоренный отвод ползуна с пуансоном и подача на матрицу закалочного масла, охлаждение матрицы в контейнере до 400- 450°С, далее на воздухе или в емкости с маслом.
Термическая - отпуск первый при 1 ч; отпуск второй при 600°С 2 ч; HRC 5.9-62.
Шлифовальная - чистовая обработк
наружного конуса Пакета с углом
лона 1 .
Слесарная - сборка матричного пакета с бандажом с обеспечением натяга 0,25 мм.
Электроэрозионная - обработка заходной части матрицы медным электродом на станке 4В723 на режиме: скважность импульса ,3, частота 44 кГц, гребенчатый импульс, деление частоты 4-5; напряжение холостого хода 140 В; сила тока 10 А. Время обработки 2 мин.
Фиг. 2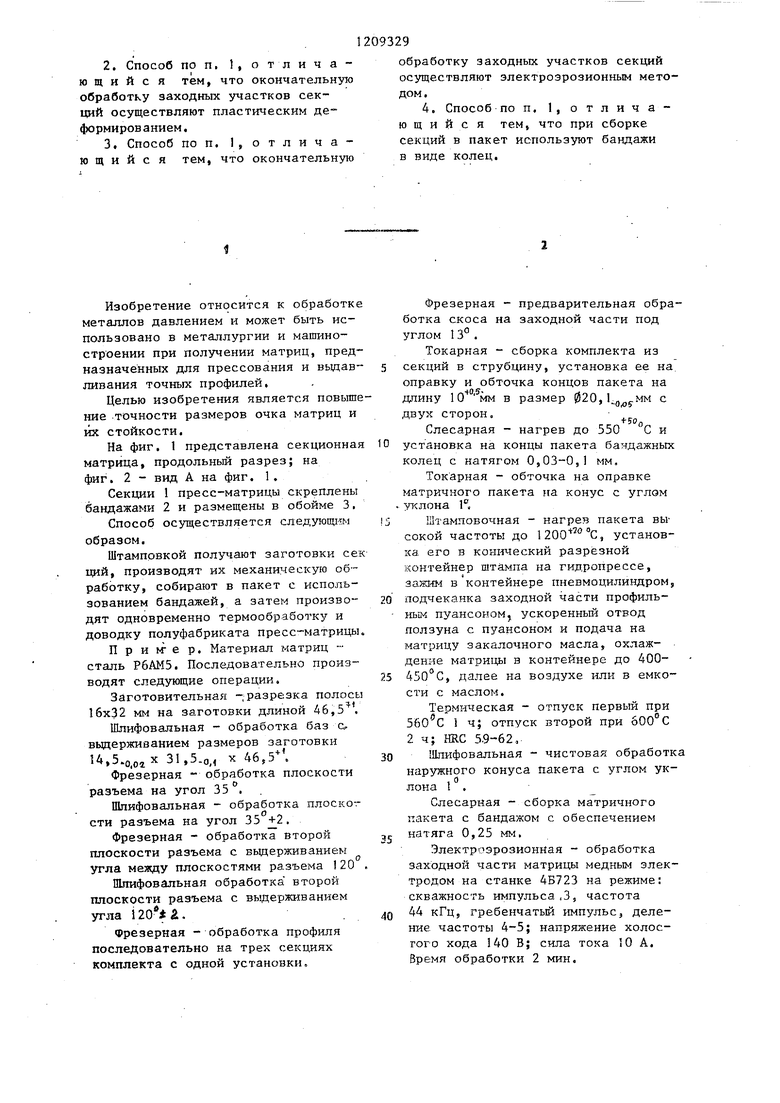
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| ГИБОЧНЫЙ ШТАМП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2623939C2 |
| Устройство для гидропрессования | 1978 |
|
SU727298A1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| Устройство для осадки деталей | 1987 |
|
SU1426687A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |

| Универсальный мотальный механизм для прядильных и крутильных машин | 1947 |
|
SU71915A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
