1
Изобретение относится к области обработки металлов давлением, а точнее к области прессования профилей.
Известна матрица для прессования профилей, содержащая калибрующий участок с профильным очком и заходный участок в виде выходящей большим основанием на рабочий торец матрицы воронки, поверхность которой образована прямыми сопрягаемыми с дугами окружности, имеющими переменный радиус.
Радиус дуг в такой матрице обратно пропорционален длине проекции соответствующей линии тока материала на плоскость, перпендикулярную оси прессования l .
Однако эта матрица имеет существенный недостаток. При ее Использовании значительно ухудщается качество поверхности прессованных изделий в связи с отсутствием зоны затрудненной деформации в месте сопряжения матрицы с контейнером, а это приводит к свободному переходу поверхностного слоя заготовки на поверхность изделия. Кроме того, известная матрвда не дает возможности прессовать плакироваьшые прюфили, так как в случае закладки в контейнер шайбы из плак1фующего металла, расположенной между заготовкой и матрицей, плакирующая шайба полностью выпрессовывается уже в начальной стадии прессования.
Целью изобретения является повыщение
10 равномерности покрытия при прессовании плакированных профилей.
Цель достигается тем, что основание воронки выполнено в виде окружности, .описывающей прюекцию профильного очка
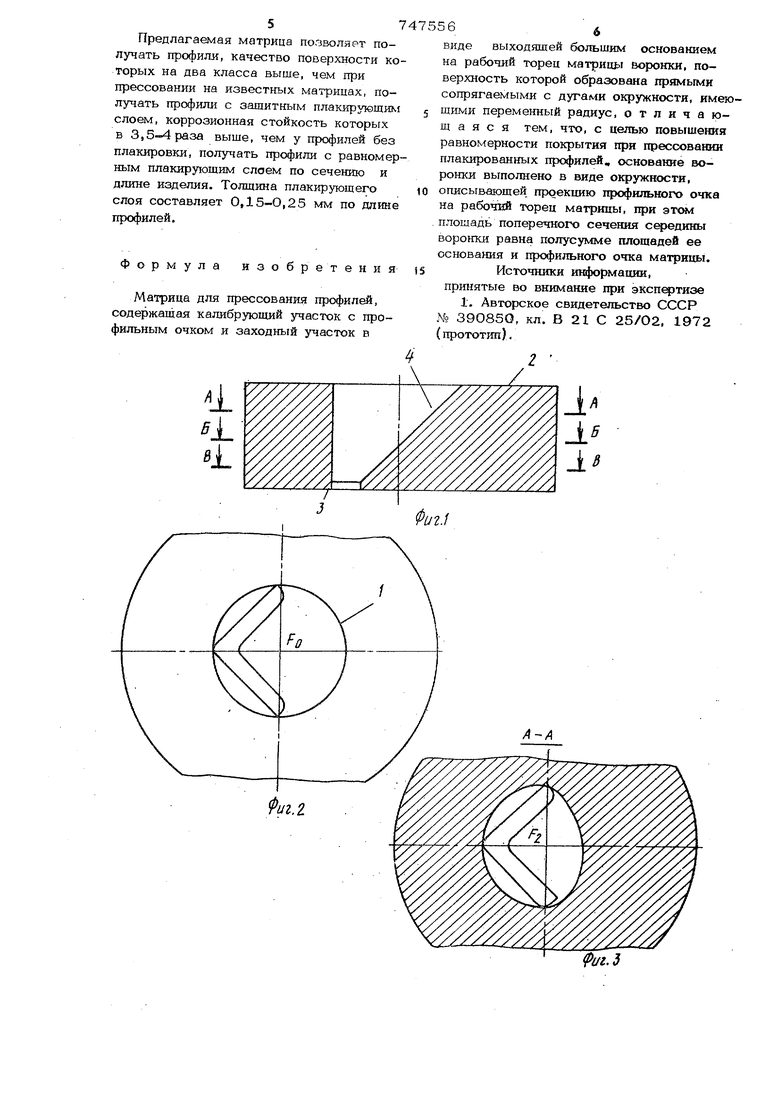
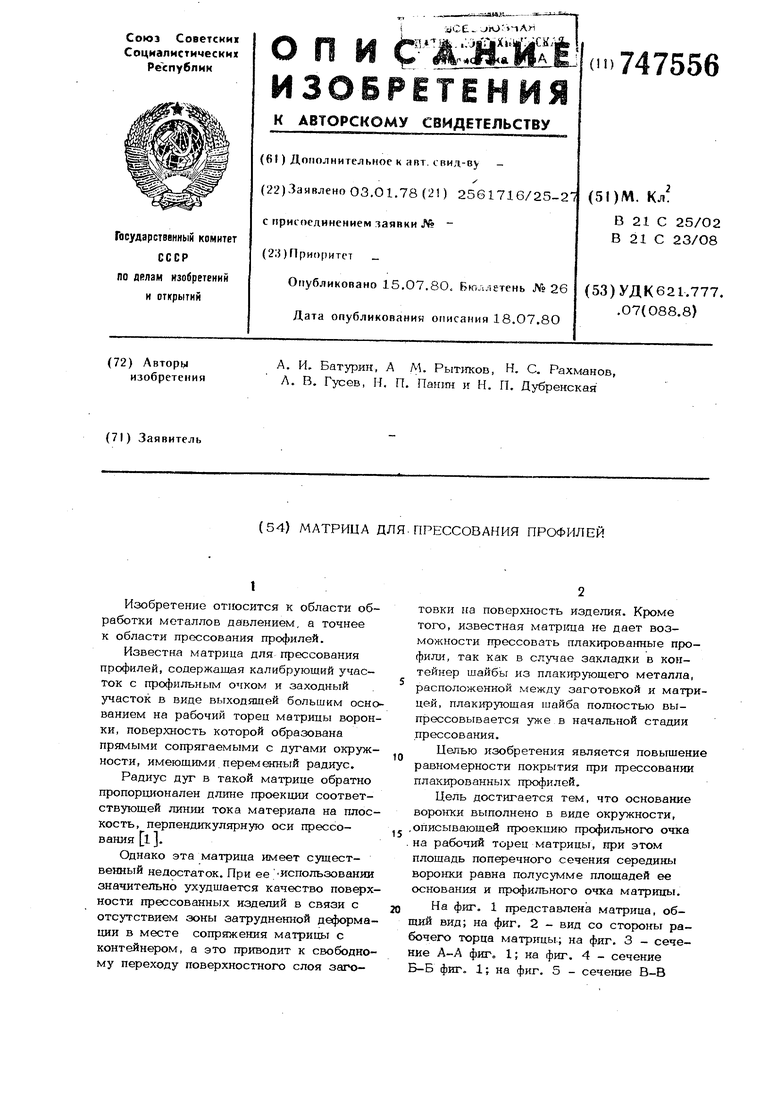
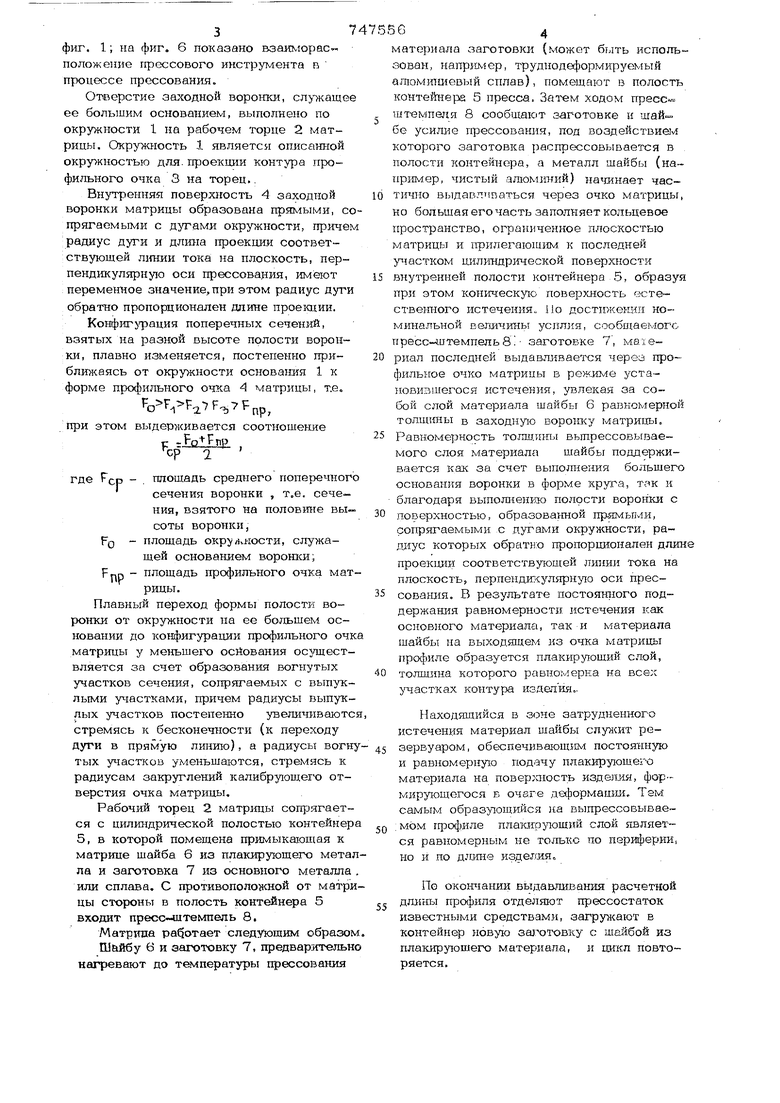
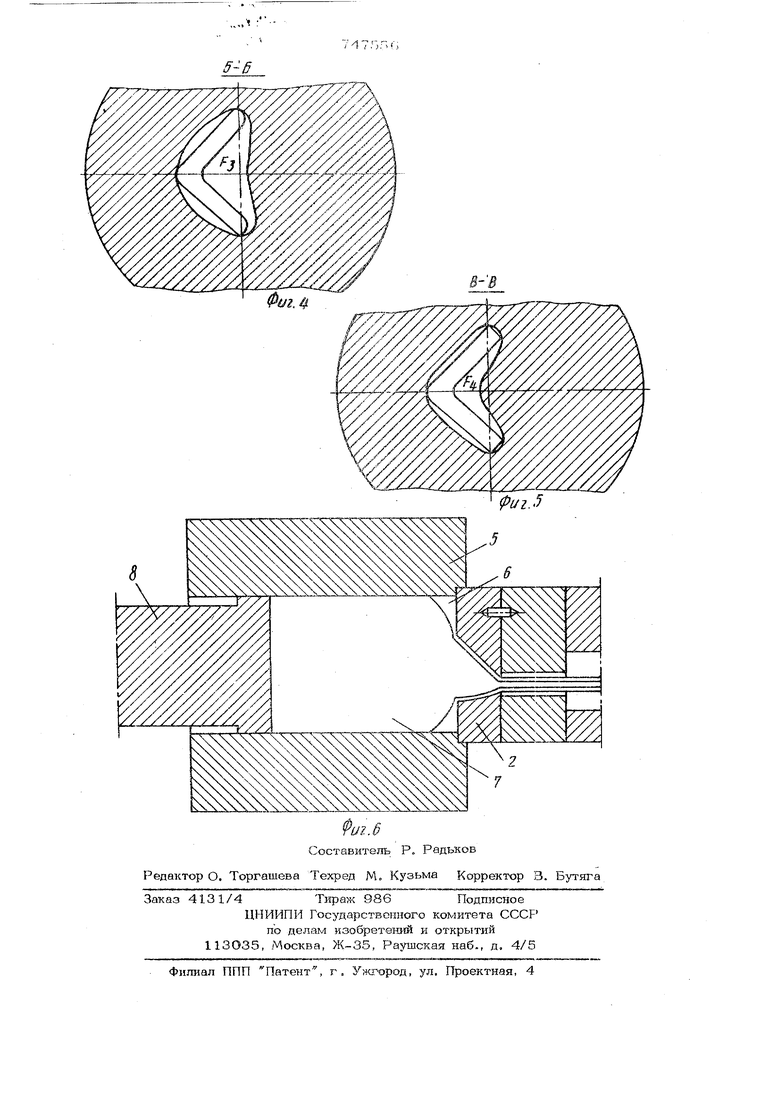
15 .на рабочий торец матрицы, при этом площадь поперечного сечения середины воро1 ки равна полусумме площадей ее основания и профильного очка матрицы. На фиг, 1 представлена матрица, об20щий вид; на фиг, 2 - вид со стороны рабочего торца матрицы.; на фиг. 3 - сечение А-Л фиг. 1; на фиг. 4 - сечение Б-Б фиг. 1; на фиг. 5 - сечение В-В фиг. 1; на фиг. 6 показано взаимор)аС положение гфессового инструмента в процессе прессования. Отверстие заходной воронки, сл -жаще ее большим основанием, выполнено по окружности 1 на рабочем торце 2 матрицы. Окру 1шость 1 является описанной окру кнос7ъю для. гфоекции контура профильного очка 3 на торец.. Внутренняя поверхность 4 заходной воронки матрицы образована прямыми, с прягаемыми с дугами окружности, приче радиус дуги и длина проекции соответствующей Л1гнии тока на плоскость, перпендикулярную оси прессования, имеют переменное значение, при этом радиус дуги обратно пропорционален длине проекиии. Конфигурация поперечных сечений, взятых на разной высоте полости воронки, плавно изменяется, постепенно приближаясь от окружности основания 1 к форме профильного очка 4 матрицы, т.е. WP:i-7F., при этом выдерживается соотношение с rfolEim площадь среднего попе ючног сечения воронки , т.е. сечения, взятого на половшге высоты воронки, площадь окрулукости, служащей основанием ворошш; площадь профильного очка мат рицы. Плавный переход формы полости воронки от окружности на ее большем основании до конфигурации профильного оч матрицы у меньшего осйования ocjnaecTвляется за счет образов1ания вогнутых участков сечения, сопрягаемых с выпуклыми участками, причем радиусы выпук лых участков постепенно увеличиваютс стремясь 7i бесконечности (к переходу дуги в прямую линию), а радиусы вогн тых участков уменьшаются, стремясь к радиусам закруглений калибрующего отверстия очка матрицы. Рабочий торец 2 матр1щы сопрягается с цилиндрической полостью контейнер 5, в которой помещена примыкающая к матрице шайба 6 из плакирующегчэ мета ла и заготовка 7 из основного металла или сплава. С противоположной от матр цы стороны в полость контейнера 5 входит пресс штемпель 8. Матртша работает cлeдytoщим образо Шьйбу 6 и эаго1чэвку 7, предвар:ггельн нагревают до T vinepaxypb прессования 64 материала заготовки (может бтлть использован, например, труднодеформируемый агаомшшевый сплав), помещают в полость контейнера 5 пресса. Затем ходом пресс шт-емпеля 8 сообщают а-аготовке н шай- бе усилие гфессования, под воздействие-м которого заготовка распрессовывается в полости 7сонтейнера, а металл шайбы (например, чистый агаом}ший) нашнает частично выдавливаться через очко матрицы, но больщая его часть заполняет колЕ цевое пространство, ограниченное плоскостью матрицы и прилегающим к последней участком цилиндр1етеской поверхности внутренней полости контейнера 5, образуя при этом коническую поверхность астествега-юго истечения,. 1о достижении номинальной величины усилия, сообпшемогс пресс-штемпель8 заготовке 7, материал последней выдавлл-твается через профильное очко матрицы в ре к:име установившегося истечения, увлекая за собой слой материала шайбы 6 равномерной тоящ1гаы в заходную воронку матрицы, Равномерность толш.тпгь вьшрессовываемого слоя материала шайбы поддерживается как за счет выполнения большего основания воронки в форме круга, т-чк и благодаря выполненвю полости воронки с поверхностью, образовашой прямыми, сопрягаемыми с дугами окружности, радиус которых обратн:о пропоршюнален длине проекции соответствующей линии тока на плоскость, перпендит-сулгфную оси прессования. В результате постоящюго поддержашта равномерности истечения как основного материала, так и материала шайбы на выходящем из очка матрицы про({:1иле образуется плакиру ощий слой, толщина которого равномерна на всех участках контура изделия.. НаходЕОдийся в зоне затрудненного истечения материал шайбы слуншт резервуаром, обеспечивающим постоянную и равномерную подачу плакируюш.его материала на повернюсть изде)шя, формирующегося в очаге деформации. Тем самым образующийся на выпрессовываемом пла7агр5аощий слой является равномерным не только по периферии, но и по длине изделия. По окошшнии выдавливания расчетной длисШ профиля отделяют прессостаток известными средствами, загружают в контейнер новую зш.отовку с шайбой из плакирующего материала, и шгкл повторяется. Предлагаемая матрица позволяет получать профили, качество поверхности ко торых на два класса выше, чем при прессовании на известных матрицах, получать профили с защитным плакирующим слоем, коррозионная стойкость которых в 3,5-4 раза выше, чем у профилей без плакировки, получать профили с равномер ным плакирующим слоем по сечению и длине изделия. Толщина плакирующего слоя составляет 0,15-0,25 мм по длине профилей. Формула изобретения Матрица для прессования профилей, содержащая калибрующий участок с профильным очком и заходный участок в 6 виде выходяшей большим основанием на рабочий торец матрицу воронки, поверхность которой образована прямыми сопрягаемыми с дугами окружности, имеющими переменный радиус, о т л и ч а ющ а я с я тем, что, с целью повышения равномерности покрытия при прессовании плакированных профилей, основание воронки выполнено в виде окружности, описывающей проекцию профилыюго очка на рабочий торец матрицы, при этом плошадь поперечного сечения с юдиньг воротш равна полусумме площадей ее основания и профильного очка матрицы. Источники информации, принятые во внимание при 1. Авторское свидетельство СССР № 39О850, кл. В 21 С 25/02, 1972 (прототип).