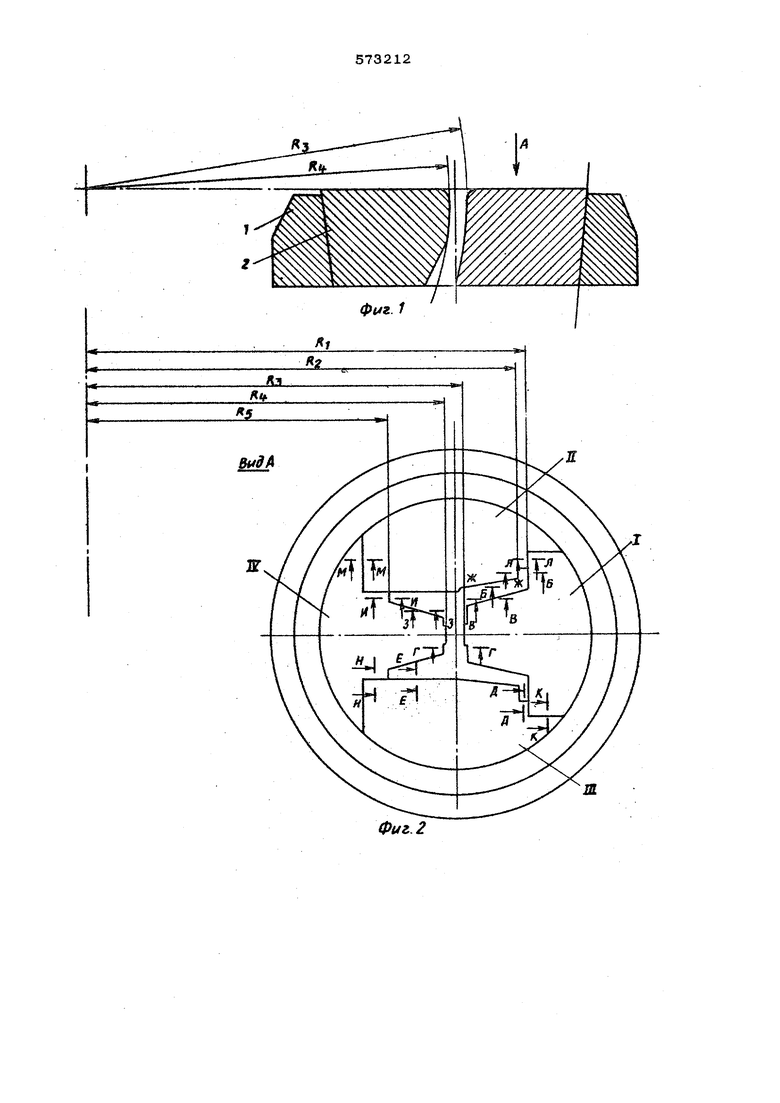
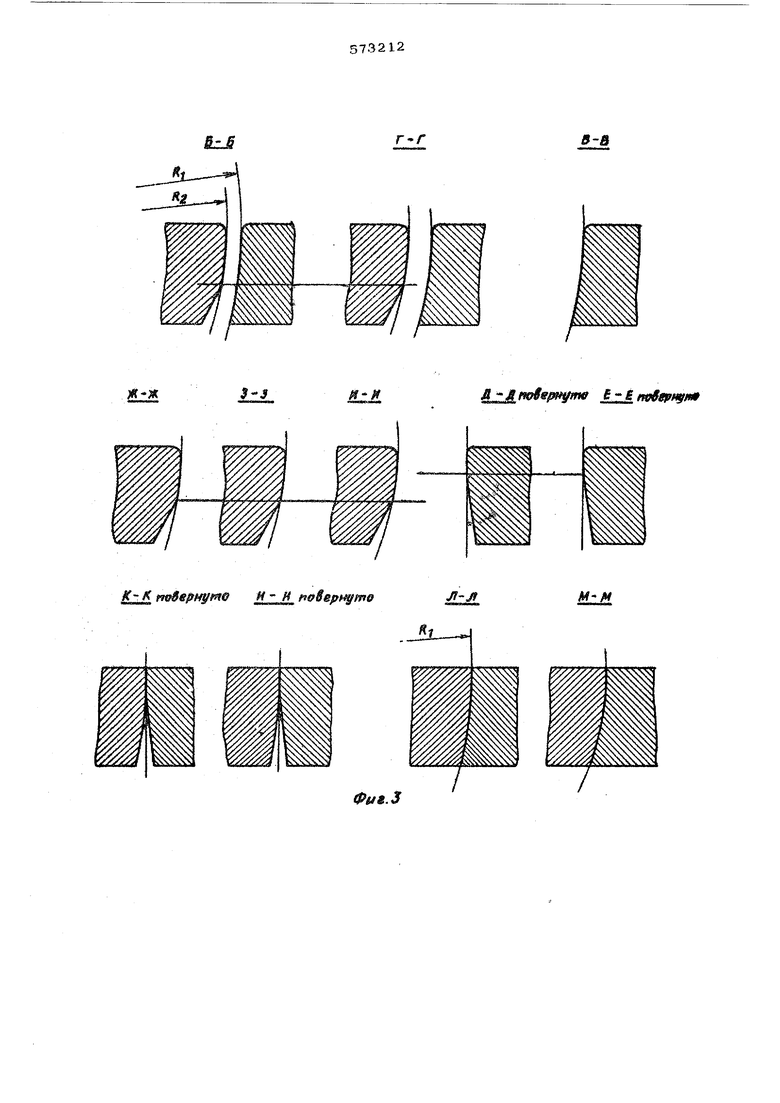
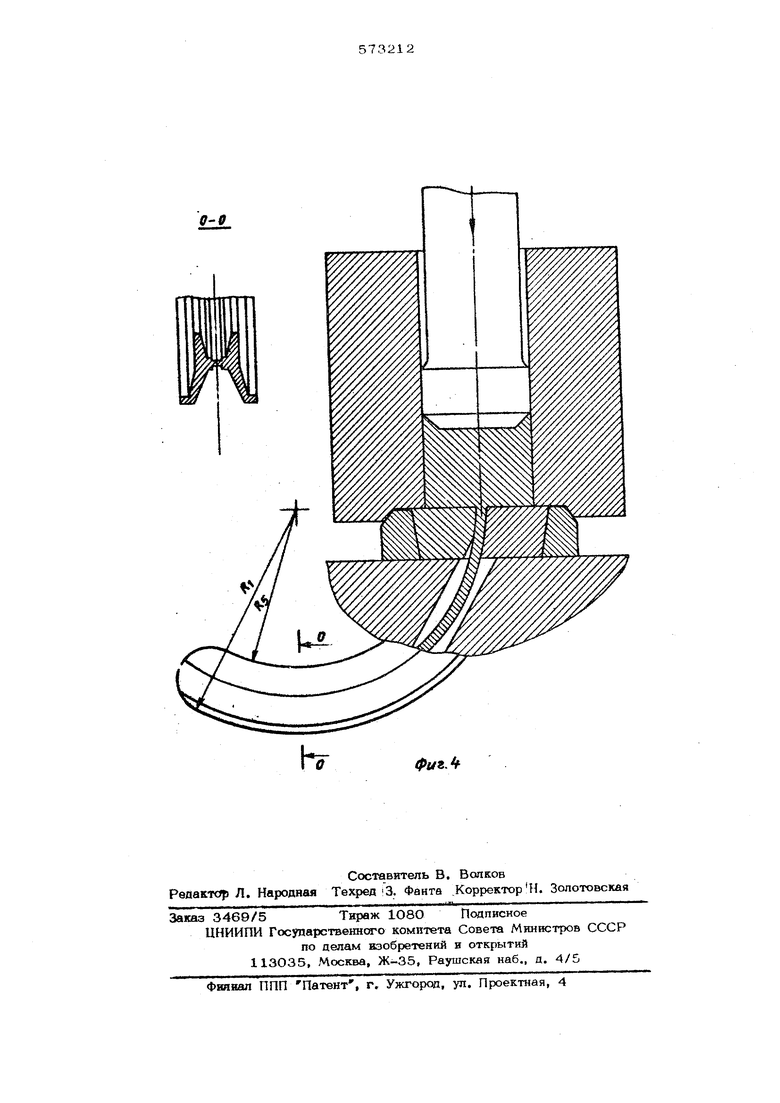
Изобретение касается обработки металлов давлением, а именно производства профилей прессованием. Известна матрица для прессования кольцевых изделий, продольное.сечение очка таких матриц имеет криволинейный itouTyp пос тоянной кривизны, соответствующий кривизне прессуемого профшш, а поперечное сечение имеет размеры соответствующие по форме и размерам поперечному сеченшо прессуемого профиля fl . Недостатками указанных матриц является сложность доступа к поверхности/очка пр осмотре и ремонте матриц, трудоемкость операций освобождения матрицы от отпрессованнсуо профиля и прессостатка, а также высокая трудоемкость выполнения профильного криволинейного очка при изготовлении матриц. Наиболее близким решением является мат рица для прессования кольцевых профилей, содержаи1ая обойму с коническим отверстием в котором размещена имеющая заходную калибругошую и выходные части матрица, состоящая из отдельных секций f2j . Недостатками указанной матряиы являютсй возможность смешения секций матрицы одна от 1осительно вдоль цилиндрических поверхностей разъема при количестве секций больше двух, повышенная «протяженность очка, необходимая для получения прессоваиных профилей со стабильной кривизной и прЯ-. юдящая к повышенному его износу. Целые изобретения является повышение точности радиуса кривизны и размеров поперечного сечения прессуемых профилей, о Это достигается :тем, что поверхвостн сек цйй матрицы, образующие очко на вь1ходяом участке матрицы, (выполнены; с наружными скосами, расширяющими очко в сторону истечения металла, а в местах сопрйжеиия секций между собой перпендикулярно к оси очка выполнены дополнительные плоскости разъема, сопрягающиеся о плоскостями, име-ющими скос. На фиг, 1 изображена матрица, главный вид; на фиг, 2 - вид по стрелке А на фиг, 1; на фиг. 3 - сечения по Ei-Б, В-В, Г-4Г, Д-Д, Е-Е, ЖгЖ, 3-3, И-И, К-К. , М-М, ва фиг, 4 - инструментальная 8алШ1ка с.матряпей дпя прессования кольцеB sro профю1я. Матршш соотоит иэ обоймы 1 с коничес КйМ оверстием в размещенной в нем матричной вставки 2, Матричная вставка состоит вз Четырех секдий -t, И , Ш и IV , образую щих матричное очко,Форма и размеры поперечного сечения его калибр тощей части соответствуют форме н размерам поперечного сечения прессуемого кольцевого профиля. Продольное сечение матричного очка име вТ криволинейный профиль постоянной КрИВИЭиы, соответствующей кривизне прессуемого нрофшш. Таким образом, калибрующая часть очка состоит н участков поверхностей соос ных тел вращения, образующие которых имеют форму, соответствующ то форме поперечного сечения, прессуемого профиля, а радиусы цилиндрических участков очка соответствуют рад11усам: соответствующих элементов прессуемого профиля, Для обеспечения стабильности кривизны прессуемых профилей протяженность калибру юших участков на поверхностях очка, имеющих больший радиус кривизны ( RI, з принята больше той величины, которая обычно принимается при прессовании прямолинейных ярофилей и соответствует высоте матри ной вставки (фиг, 1 и фиг, 2, сечения Б-Б В-В и Г-Г), Остальные поверхности матричного очка снабжены выходящими на задний торец матрицы скосами, расширяющими мат ричное очко в направлении истечения металла. При этом длина калибрующих поясков на участках очка, оформляющих прямолинейные боковые плоскости прессуемого профиля, , принята такой же, как и обычно при прессовании прямолинейных профилей (сечение Д-Д и Е-Е), а длина калибрующих . участков поверхностей очка, Ъформляющих поверхности прессуемого профиля с меньщими радиусами -кривизны, принята по сравненшо с последними несколько повыщешюй (фиг, 1 1И фиг, 2, сечения Б-Б, Г-Г, Ж-Ж, Зь, И-И). Разъемы, по котгрьгм секции матричной вставки 2 сопрягаются между собой, представляют сочетание двух видов поверхностей, одни из которых являются участками цилиндрических поверхностей, соосных с поверхностями матричного очка, а другие перпендикулярными к оси последних, плоскостями. Изобретение, обеспечивая повышение точности размеров и качества поверхности прессованных кольцевых профилей, позволит снизить припуски на механическую обработку при производстве кольцевых деталей. В результате уменьщится расход дорогостоящих материалов и снизится трудоемкость процесса изготовления кольцевых деталей. Формула изоб ре тения Матрица для поессования кольцевых проф1тей, содеряадщая обойму, с коническим отверстием, в ко.трром размещена имеющая заходную, калибрующую и;выходные части матрица, состоящая из секций, сопрягающихся между собой по цилшщрическим поверхностям и образующих очко, продольное сечение которого имеет криволинейный профиль постоянной кривизны, отличающаяс я тем, что, с целью повыщения точности радиуса .кривизны и размеров поперечного сечения прессуемых профилей, поверхности секций матрицы,- образующие очко на выходном участке матрицы выполнены с наружными скосами, расщиряющими очко в сторону истечения металла, а в местах сопряжения секций между собой перепендикулярно к оси очка выполнены дополнительные плоскости разъема, сопрягающиеся с плоскостями, имею- 1щИМИ СКОСо Источники информации, принятые во внимание при экспертизе: 1, Авторское свидетельство СССР № 442865, кл, В 21 С 23/12, 1971, 2 о Кузнечно-штамповочное производс1 во-,;з.972, № 6, с, 1-3.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| Способ изготовления секционных матриц с калибрующим очком,имеющим криволинейный контур в продольном сечении | 1974 |
|
SU484913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ по РАДИУСУ ЗАГОТОВОК СО СЛОЖНОЙ КОНФИГУРАЦИЕЙ ПОПЕРЕЧНОГОСЕЧЕНИЯ | 1971 |
|
SU317450A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРОФИЛЕЙ СЛОЖНОГО | 1973 |
|
SU390850A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Матричный комплект для прессования профилей | 1977 |
|
SU674809A1 |
| Матричный блок для прессования полых профилей | 1974 |
|
SU500848A1 |
| Способ изготовления сварных колец | 1976 |
|
SU599879A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С РЕГЛАМЕНТИРОВАННОЙ КРИВИЗНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403111C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
3-3
т
Ijlf/«Л и«
Фи&.З
0-0
Iv
фигЛ
