1
Изобретение касается обработки металлов давлением и может быть использовано в качестве инструмента при прессовании кольцевых профилей.
Известен матричный узел для прессования кольцевых профилей, содержащий обойму и размещенную в ней секционную матричную вставку, продольное сечение очка которой имеет криволинейный контур постоянной кривизны 1.
Недостатком известного инструмента является невысокая производительность из-за затруднительного удаления пресс-остатка.
Отличительной особенностью предлагаемого матричного узла является то, что поверхности секций с вогнутым контуром продольного сечения очка матрицы, обращенные к обойме, выполнены цилиндрическими с выступом у нил :него торца матрицы, а поверхности секций с выпуклым контуром продольного сечения очка, обращенные к обойме,- в виде наклоненных под углом 3-5° к оси матрицы площадок с уклоном в сторону нижнего торца матрицы.
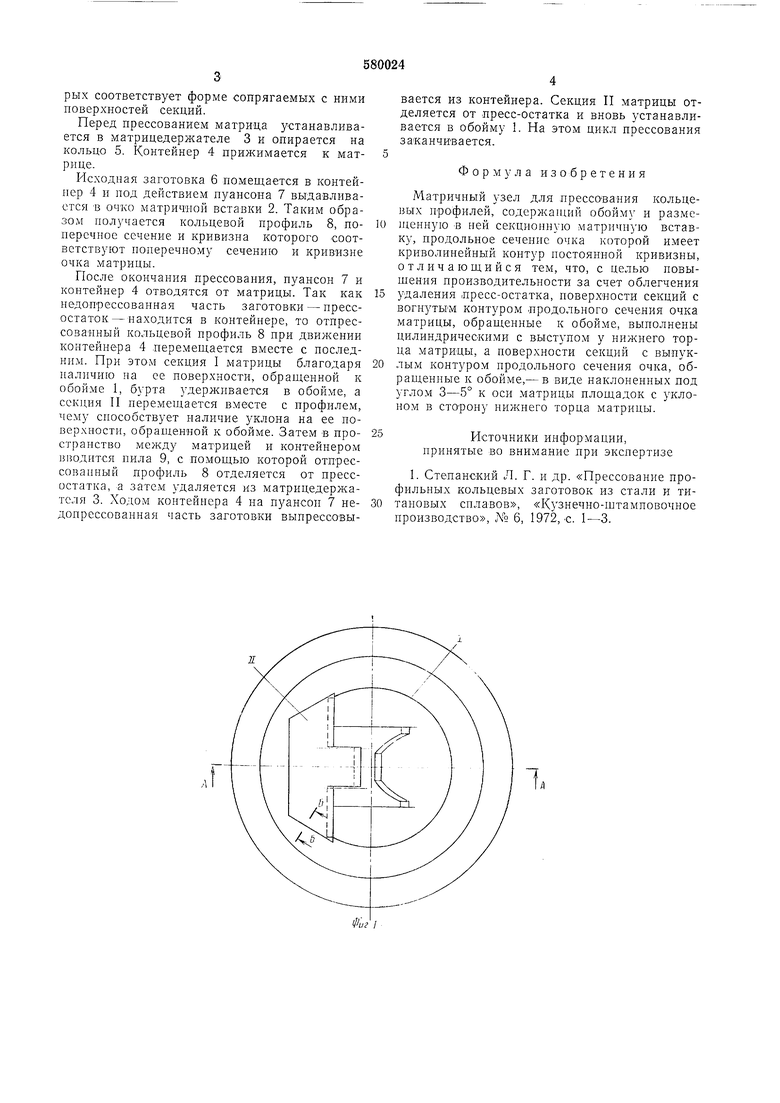
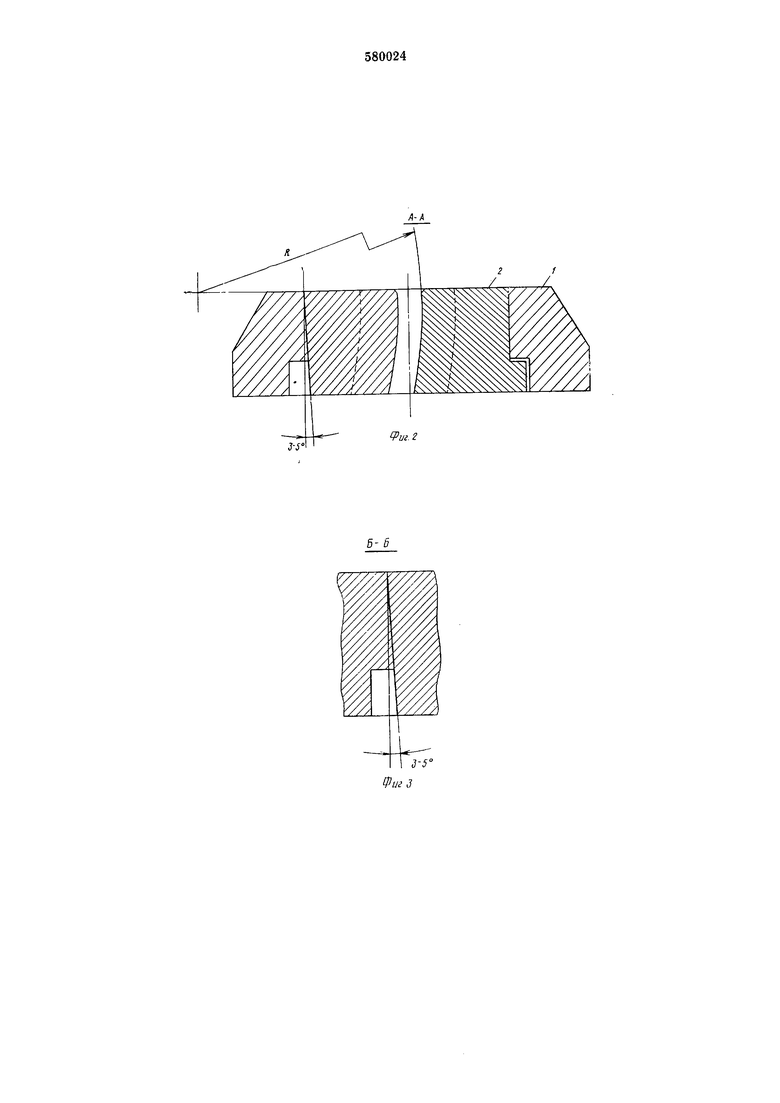
На фиг. 1 показан предлагаемый узел, вид сверху; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 - схема расположения рабочих элементов в момент прессования; на фиг. 5 - то же, в момент отделения и удаления пресс-остатка.
Матричный узел содерлсит обойму 1 и размещенную в ней матричную вставку 2. На наружной боковой поверхности обоймы имеется конический участок, предназначенный для
удержания матрицы в матрицедерл ателе 3 и центрирования ее по конической расточке контейнера 4. Матричная вставка состоит из двух секций - I и II, образующих матричное очко. Форма и размеры поперечного сечения очка
соответствуют форме и размерам поперечного сечения прессуемого профиля. Продольное сечение матричного очка имеет криволинейный контур постоянной кривизны, соответствующей кривизне прессуемого профиля. Вследствие продольной кривизны очка секция I ущиряется в направлении заднего торца матрицы, поперечное сечение ее увеличивается в этом направлении, а секция II сужается в направлении заднего торца матрицы, поперечное
сечение ее в этом направлении уменьщается. Поверхность секции I, обращенная к обойме, выполнена цилиндрической и снабл ена у заднего торца буртом.
Поверхности секций II, обращенные к обойме, выполнены в виде площадок с уклоном в сторону заднего торца матрицы под углом 3- 5° к оси матрицы. Поверхность отверстия обоймы 1, в котором установлена матричная
вставка 2, состоит из участков, форма которых соответствует форме сопрягаемых с ними поверхностей секций.
Перед прессованием матрица устанавливается в матрицедержателе 3 и опирается на кольцо 5. Контейнер 4 прижимается к матрице.
Исходная заготовка 6 помещается в контейнер 4 п под действием пуансона 7 выдавливается в очко матричной вставки 2. Таким образом получается кольцевой профиль 8, ноперечное сечение и кривизна которого соответствуют поперечному сечению и кривизне очка матрицы.
После окончания прессовапия, пуансон 7 и контейнер 4 отводятся от матрицы. Так как недопрессованная часть заготовки - прессостаток- находится в контейнере, то отпрессованный кольцевой профиль 8 при движении контейнера 4 перемещается вместе с последним. При этом секция I матрицы благодаря наличию на ее поверхности, обращенной к обойме 1, бурта удерживается в обойме, а секция П неремещается вместе с профилем, чему способствует наличие уклона на ее новерхности, обращенной к обойме. Затем в прострапство между матрицей и контейнером вводится нила 9, с помощью которой отпрессованный профиль 8 отделяется от прессостатка, а затем удаляется из матрицедержателя 3. Ходом контейнера 4 на пуансон 7 недопрессованная часть заготовки выпрессовывается из контейнера. Секция П матрицы отделяется от пресс-остатка и вновь устанавливается в обойму 1. На этом цикл прессования заканчивается.
Формула изобретения
Матричный узел для прессования кольцевых профилей, содержащий обойму и размен;енную в ней секционную матричную вставку, продольное сеченпе очка которой имеет криволинейный контур постоянной кривизны, отличающийся тем, что, с целью повышения производительности за счет облегчения удаления -пресс-остатка, поверхности секций с вогнутым контуром продольного сечения очка матрицы, обращенные к обойме, вынолнены цилиндрическими с выступом у нижнего торца матрицы, а поверхности секций с выпуклым контуром продольного сечения очка, обращенные к обойме,- в виде наклоненных под углом 3-5° к осп матрицы площадок с уклоном в сторопу нижнего торца матрицы.
Источники информации, принятые во внимание нрн экспертизе
I. Степанский Л. Г. и др. «Прессование профильных кольцевых заготовок из стали и титановых сплавов, «Кузнечно-штамповочное производство, Хо 6, 1972, с. 1-3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования кольцевыхиздЕлий | 1978 |
|
SU810325A1 |
| Матричный узел пресса для прессования изделий периодического сечения | 1988 |
|
SU1690880A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Матрица для прессования кольцевых профилей | 1975 |
|
SU573212A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Устройство для изготовления прессованием кольцевых изделий | 1971 |
|
SU442865A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| Устройство для изготовления труб с армированными утолщениями | 1988 |
|
SU1687322A1 |
| Инструментальный узел для гидропрессования проволоки | 1988 |
|
SU1611485A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАНИЕМ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1972 |
|
SU333994A1 |

Ж
СРиг.г
1Риг S
