Устройство относится к производству изделий методом горячего прессования и предназначено, в частности, для спекания под давлением многослойных пакетов стеклокерамических конденсаторов.
Известны устройства для горячего прессования изделий, содержащие прессующий механизм, выполненный в виде пуансона и матрицы, снабженных нагре.вательными элементами и размещенных в теплоизоляционном кожухе, и приводной механизм.
Однако в таких устройствах не предусмотрена возможность предварительного разогрева обрабатываемых изделий перед прессованием непосредственно в зоне прессующего механизма и не обеспечивается бесступенчатая регулировка усилия прессования с сохранением постоянства давления на изделие при изменяющейся высоте подаваемых на обработку изделий, что отрицательно влияет на качество изделий, а также затрудняет использование данного рода устройства для горячего прессования па.кетов стеклокерамических конденсаторов, изменение емкости которых регулируется в основном за счет изменения количества слоев электродов в пакете и, следовательно, постоянного изменения ЁЫСОТЫ прессуемых пакетов в процессе их обработки.
Целью изобретения является улучшение качества готовых изделий.
Для этого устройство снабжено транспортирующим приспособлением с окнами, расположенным между пуансоном и матрицей, матрица выполнена с ступенчатыми йыступами и снабжена дополнительным приводом с весовым рычажным механизмом.
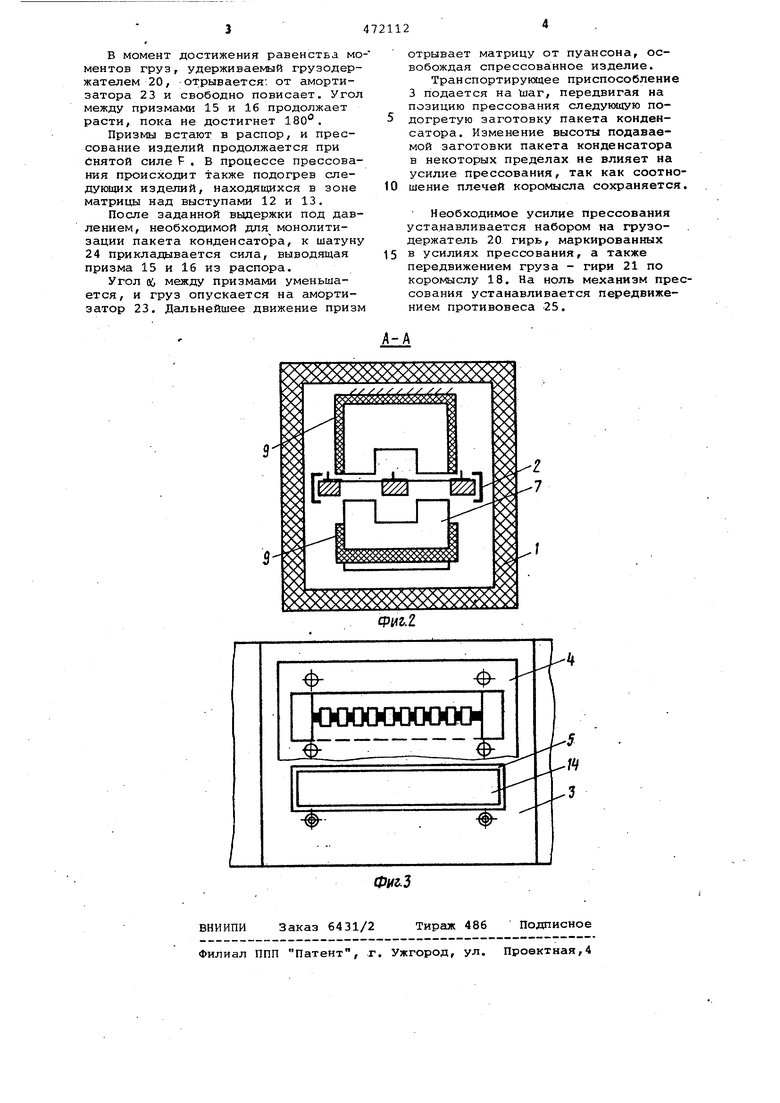
На фиг. 1 изображено предлагаемое устройство, общий вид на фиг. 2 - разрез А-А на фиг. Ij на фиг. 3 - транспортирующее приспособление.
Устройство для горячего прессования изделий выполнено в виде теплоизоляционного кожуха 1, внутри которого смонтированы направляющие 2, служащие для перемещения транспортирующего приспособления 3, несущего обрабатываемые изделия 4 (заготовки пакетов конденсаторов).
Транспортирующее приспособление 3 выполнено с окнами 5 и расположен между пуансонами б и матрицей 7, выполненными с нагревательными элементами 8, заключенными в теплоизоляционную оболочку 9. Пуансон 6 жестко закреплен на станине 10, а матрица размещена на ползуне 11 прессующего механизма.
Матрица 7 выполнена со ступенчатыми выступами 12,13 и 14 на рабочей .поверхности, расположенными последовательно один за. другим по ходу изделий, причем по крайней мере один из выступов 14, размещенный на выходе изделий, выполнен выше другого и является прессующим, а остальные выступы в момент сближения пуансона и матрицы образуют между ними свободную зону и служат для предварительного прогрева изделий при входе последующих в зону матрицы.
Матрица снабжена дополнительным приводом с весовым рычажным механизмом, выполненным в виде нижней и верхней призм 15 и 16, образующих угол ой , увеличивающийся во время рабочего хода до 180°, и встающих в распор.
Нижняя ось нижней призмы 15 закреплена на станине 10 цапфой 17, а верхняя ось верхней призмы 16 шарнирно закреплена в коромысле 18 одно плечо которого шарнирно соединено с установленным в направляющих 19 ползуном 11 прессующего механизма. Межосевое расстояние о шарнирных соединений коромысла 18 является малым плечом весового механизма, а расстояние Ь от оси шарнира призмы 16 до точки привеса грузодержателя 20 является большим плечом. Коромысло 18 имеет шкалу с делениями и подвижную гирю 21. В полый шток грузодержателя 20 введен направляющий стержень 22, предохра«няющий груз от колебаний, а под грузодерх ателем на станине 10 установлен амортизатор 23.
Устройство работает следующим образом.
Транспортирующее приспособление 3 подается на шаг и останавливается своим окном 5 над прессующим выступом 14 матрицы 7. К оси шарнира, соединяющего призмы 15 и 16, с помощью шатуна 24 прикладывается сила F , которая стремится увеличить УГОЛ оС между призмами. Угол об увеличивается без нагрузки до тех пор пока выступ 14 матрицы 7 не прижмет изделие 4 к пуансону 6. При этом пйдогревающие выступы 12 и 13 приподнимают другие изделия, лежащие на последующих участках транспортирщего приспособления, приближая их к пуансону. В образовавшейся зоне между матрицей и пуансоном происходит прогрев изделий контактным способом. Усилие прижатия растет до тех пор, пока не наступает равенство РО, - РЪ,
где Р - усилие прессованияj Р - вес груз а f
Q - малое плечо весового механизма }
Ъ - большое плечо весового механизма.
В момент достижения равенства моментов груз, удерживаемый грузодержателем 20, отрывается: от амортизатора 23 и свободно повисает. Угол между призмами 15 и 16 продолжает расти, пока не достигнет 180.
Призмы встают в распор, и прессование изделий продолжается при Снятой силе F. В процессе прессования происходит также подогрев следующих изделий, находящихся в зоне матрицы над выступами 12 и 13.
После заданной выдержки под давлением, необходимой для монолитизации пакета конденсатора, к шатуну 24 прикладывается сила, выводящая призма 15 и 16 из распора.
Угол 06 между призмами уменьшается, и груз опускается на амортизатор 23. Дальнейшее движение призм
отрывает матрицу от пуансона, освобождая спрессованное изделие.
Транспортирующее приспособление 3 подается на luar, передвигая на позицию прессования следующую подогретую заготовку пакета конденсатора. Изменение высоты подаваемой заготовки пакета конденсатора в некоторых пределах не влияет на усилие прессования, так как соотношение плечей коромысла сохраняется.
Необходимое усилие прессования устанавливается набором на грузодержатель 20 гирь, маркированных в усилиях прессования, а также передвижением груза - гири 21 по коромыслу 18. На ноль механизм прессования устанавливается передвижением противовеса 25.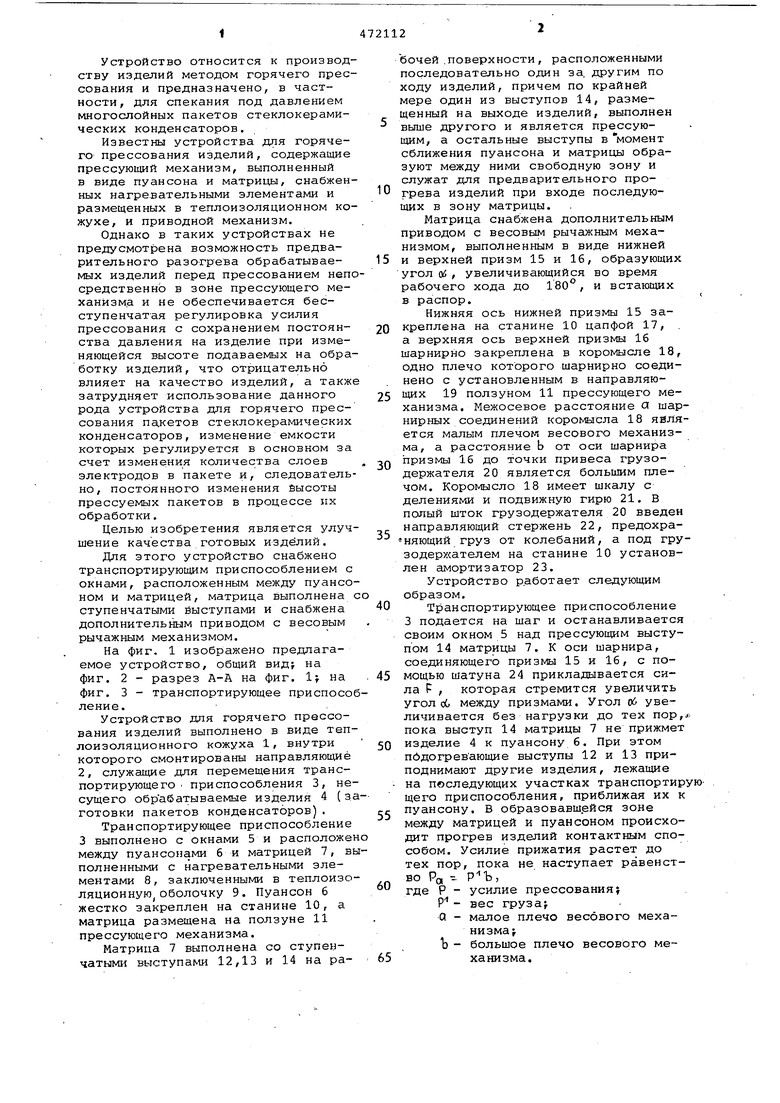
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессующий рычажный механизм | 1973 |
|
SU572978A1 |
| Устройство для нарезки и укладки пакетов стеклокерамических конденсаторов | 1977 |
|
SU736182A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| Приспособление к автоматическим весам для удержания ковша от поворота на время засыпки и последующего его освобождения с целью его опоражнивания | 1937 |
|
SU53381A1 |
| Устройство для горячего прессования | 1974 |
|
SU517948A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Агрегат для прессования кирпичей | 1991 |
|
SU1825330A3 |
| Столовые весы | 1927 |
|
SU11189A1 |
| Устройство для наложения грузовНА бОльшЕгРузНыЕ ВЕСы | 1978 |
|
SU794386A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041818C1 |
УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ, включающеепуансон и матрицу, выполненные с нагревательными элементами, и привод, отличающееся тем, что, с целью улучшения качества изделий, оно снабжено транспортирующим приспособлением с окнами, расположенными между пуансоном и матрицей, причем матрица выполнена со ступенчатыми выступами и снабжена до- •полнитедьным приводом с весовым рычс1жным механизмом..ф1/1.|S(Л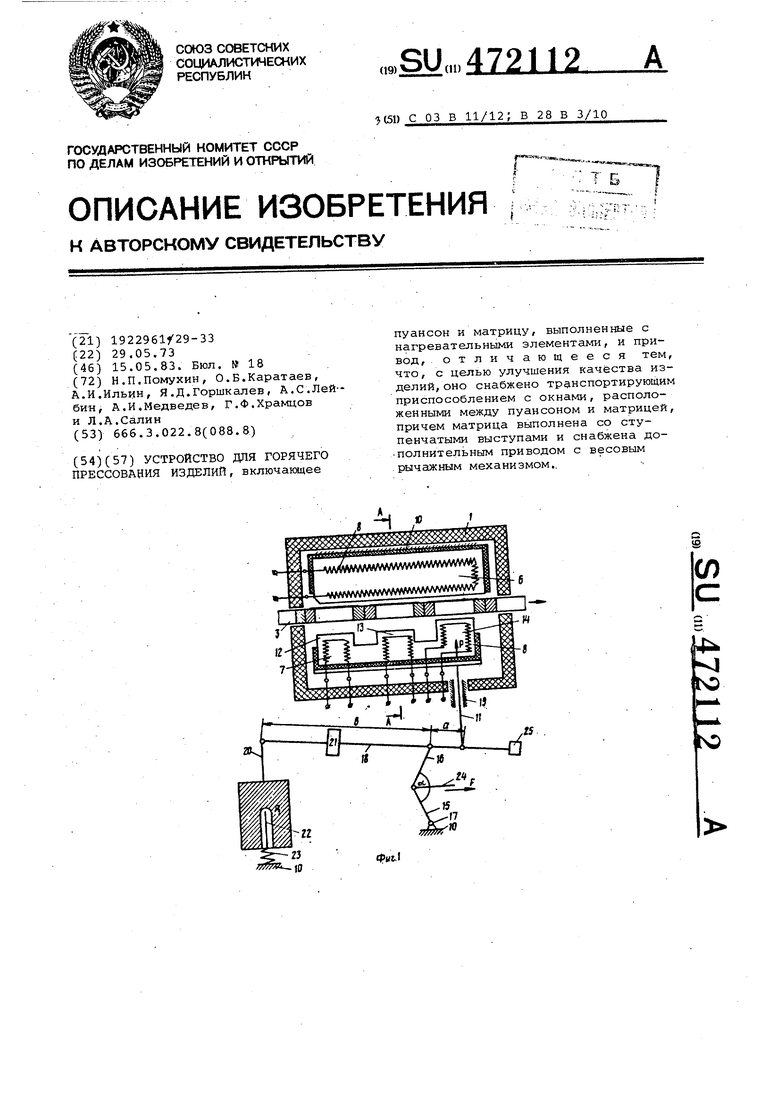
-г
-7
,5 -W Л
