Изобретение относится к конструированию специального технологического оборудования для изготовления радиодеталей, в частности для нарезки и укладки пакетов стеклокерамических конденсаторов и предназначено для использования на предприятиях, электронной промышленности.
Известны устройства изготовления пакетов путем резки (рубки, скрайбирования) многослойных ленточных заготовок конденсаторов с последующей раскладкой из вибробункера в заданном порядке на транспортные элементы устройств, предназначенных для вьшолнения дальнейших операций по изготовлению конденсаторов 11 .
При зтом ориентирование конденсаторов по определенным геометрическим признакам крайне затруднительно вследствие большой номенклатуры изделий, что вызывает- необходимость ведения в устройства ориентаторов с злектрическим контролем положения (по наличию емкости). Электрический сигнал ориентататора, преобразуясь в механический, дает команду на развора ашание конденсатора в нужное положение.
Известно также устройство для нарезки и укладки пакетов, содержащее механизм для разрезки конденсаторов на пакеты.В устройстве для подачи отрезанных пакетов к укладчику использован нож, отрезающий пакеты. Отрезанные пакеты из укладчика, размешен,ного на управляемой кулачком каретке, попадают на транспортер, на котором размеще10ны подставки для приема пакетов. 2.
Однако известные устройства имеют сравгштельно низкую производительность, что объясняется наличием в.них дополнительных злементов-ориентаторов, укладчиков, являю15щихся промежуточными звеньями между механизмами нарезки пакетов и транспортными элементами устройств для выполнения операюш по изготовлению из полученных пакетов готовых конденсаторов. В этих устройствах
20 не предусмотрены средства для групповых методов обработки - в данном случае нарезки, и укладки. Кроме того, введение упомянутых выше дополнительных злементов не
обеспечивает необходимой точности укладки пакетов в несущие элементы (гнезда) тран портирующих дисков.
Цель изобретения - повышение точности укладки пакетов в гнезда транспортирующего диска.
Для достижения цели в известном устройстве, содержащем механизм разрезки заготовок конденсаторов на пакеты, выполненный в ввде пуансона и матрицы, и транспортируЮщй диск с гнездами для укладки лакетов конденсаторов, матрица снабжена в нижней части уступами и охватывает гнезда транспортирующего диска, а режущие кромки пуансона выполнены по образующей транспортирующего диска.
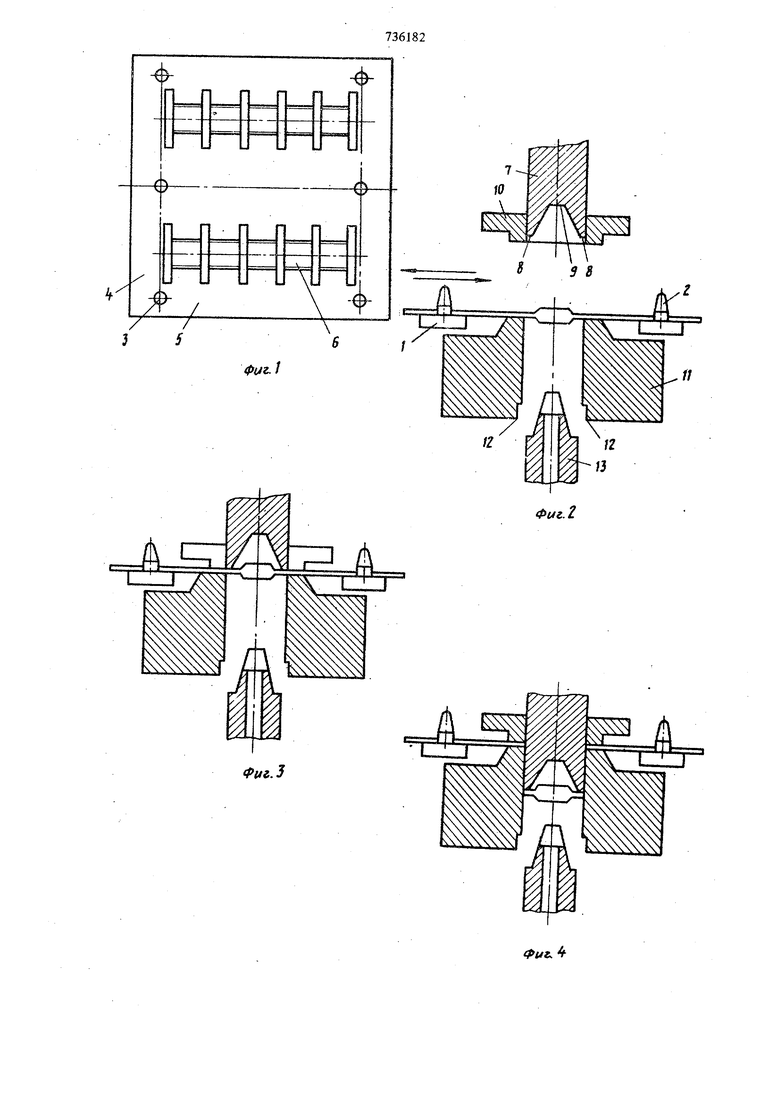
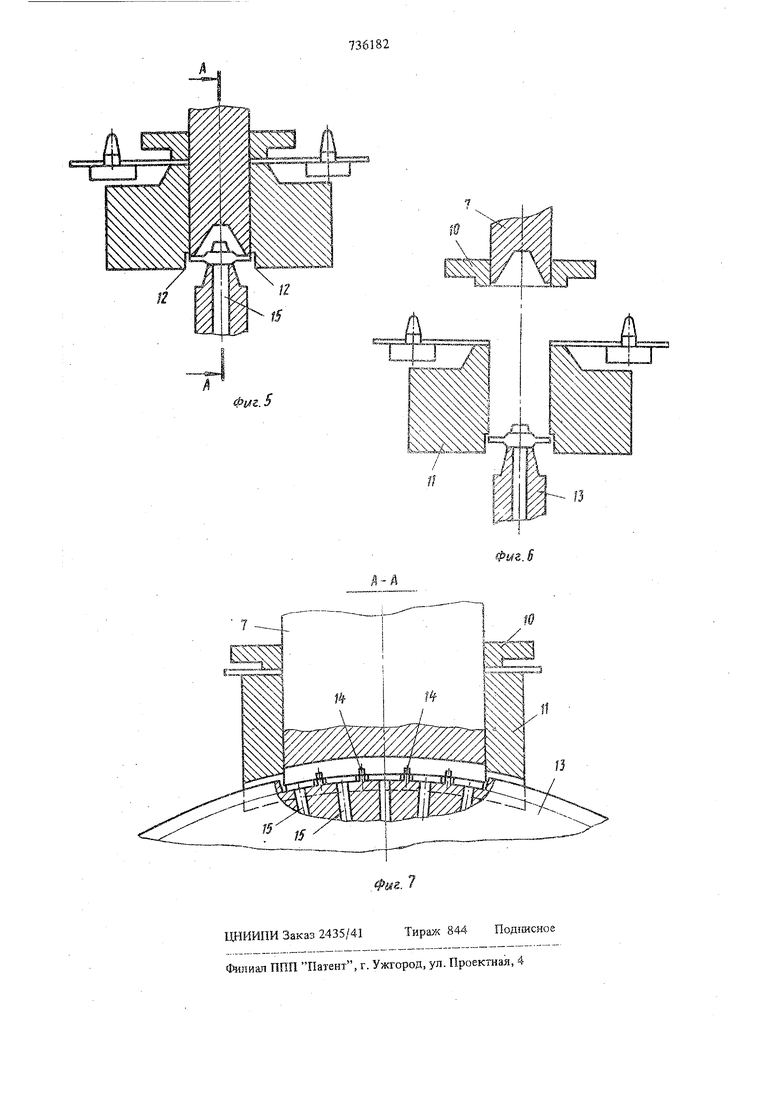
На фиг. 1 изображена многоачойная заготовка конденсатора с расположенными в блоками пакетов конденсаторов (один блок содержит от 5 до 24 пакетов); на фиг. 2 - положение механизма разрезки в момент подачи конденсаторной заготовки на разделение; на фиг. 3 - положение механизма разрезки в момент нарезки пакетов; на фиг, 4 - положЩ е механизма разрезки в момент перемещени нерезанного пакета в гнездо транспортирующего даска; на фиг. 5 - положение механизма разрезки в момент установки пакета в гнездо транспортирующего диска; на фиг. 6 положение механизма разрезки в момент фиксащш пакета вакуумной присоской; на фиг.
7- разрез А-А на фиг. 5 .
Устройство для нарезки и укладки пакетов конденсаторов имеет шиберный питатель 1, на базовые штыри 2 которого перфорашюнными отверстиями 3 многослойная заготовка 4 с расположенными в ней блоками 5 пакетов 6 стеклокерамических конденсаторов. Механизм разрезки блоков пакетов на отдельные пакеть содержит пуансон 7 с двумя режущим- кромками 8 и выемкой 9. Пуансон 7 снабжен прижимом 10. Соосно с пуансоном 7 находится матрица 11, боковые стенки которой в нижней части имеют уступы 12. Расположенный под механизмом разрезки транспортирующий диск 13 снабжен ;фебенчатыми выступами 14, образующими с уступами 12 матрицы 11 гнезда для размещения пакетов конденсаторов. Режущие KpoviKH
8пуансона 7 выполнены по образующей транспортирующего диска 13.
Устройство работает следующим образом.
Многослойная заготовка 4 с расположенными в ней блоками 5 пакетов стеклокерамических конденсаторов закрепляется своими перфорационными отверстиями 3 на базовых (шырях 2 шиберного питателя 1. В начальный момент питатель находится над окном матрицы -11.
Включение муфты ( на чертежах не показана) механизма разрезки происходит в момент, когда гнезда транспортирующего диска 13 устанавливаются точно под пакетами конденсаторов. При этом пуансон 7, опускаясь в направлении к заготовке 4, прорубает ее, разделяя расположенный в ней блок 5 пакетов конденсаторов на отдельные пакеты 6. Пакеты 6 конденсаторов проталкиваются пуансоном 7 в неподвижную матрицу 11 перемещаясь с натягом между ее боковыми стенками-направляющими до тех пор пока не окажутся в гнездах гребенчатых выступов 14 транспортирующего диска 13.
Фиксация пакета конденсатора в гнезде гребенчатого выступа осуществляется с помощью вакуумной присоски 15.
Таким образом, будучи ограниченными режущими кромками 8 и выемкой 9 пуансона 7, уступами 12 боковых стенок матрицы 11 и гребенчатыми выступами 14 транспортирующего диска 13 и зафиксированными в гнездах последних вакуумной присоской 15, пакеты конденсаторов являются строго ориенрованными и надежно зафиксированными в этих гнездах.
Использование изобретения дает положительный эффект за счет ориентированной групповой подачи пакетов конденсаторов из механизма одновременной разрезки блока пакетов на отдельные пакеты непосредственно в гнезд транспортирующего механизма, исключающей необходимость применения каких бы то ни было специальных ориентирующих и подающих устройств. При этом производительность устройства повышается в 5-8 раз.
Формула изобретения
.Устройство для нарезки и укладки пакетов стеклокерамических конденсаторов, содержащее механизм разрезки, заготовок конденсаторов на пакеты, выполненный в виде пуансона и матрицы, и транспортирующий диск с гнездами для уюгадки пакетов конде 1саторов, отличающееся тем, что, с целью повышения точности укладки пакетов в гнезда транспортирующего диска, матрица снабжена в нижней части уступами и охватывает гнезда транспортирующего диска, а режущие кромки пуансона выполнены по образующей транспортирующего диска. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР N 475675 кл. Н 01 G 13/00, 1972.
2.Авторское. свидетельство СССР N 159232, кл. Н 01 G 13/00, 1962 (прототип).
Фиъ.З
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| Автоматическая линия изготовления ниточных резисторов | 1976 |
|
SU641510A2 |
| Устройство для горячего прессования изделий | 1973 |
|
SU472112A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1973 |
|
SU468311A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПЕРЕХОДОВ ПОЛУПРОВОДНИКОВЫХ СПЛАВНЫХ ТРИОДОВ | 1966 |
|
SU182241A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ КОНДЕНСАТОРОВ С ПЛОСКИМИ ДИЭЛЕКТРИЧЕСКИМИ ПЛАСТИНАМИ | 1967 |
|
SU214676A1 |
| Устройство для автоматического изготовления и припайки проволочных выводов к трубчатым керамическим конденсаторам | 1956 |
|
SU116760A1 |
| ШТАМП-АВТОМАТ | 1967 |
|
SU196703A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1983 |
|
SU1157582A1 |