При отливке изделий из расплавленной каменной массы или шлака наблюдается большой процент брака вследствие появления трещин при малейшем отступлении от режима отжига. С целью устранения этого явления, а также уменьшения расходов по изготовлению литых изделий в предлагаемом способе несколько форм помещают в одну коробку на некотором расстоянии от днища и стенок и заполняют ее, как и формы, расплавленной массой или жидким шлаком; по затвердении образовавшегося блока его извлекают из коробки и дают медленно остывать, после чего блок разбивают и вынимают из форм готовые изделия.
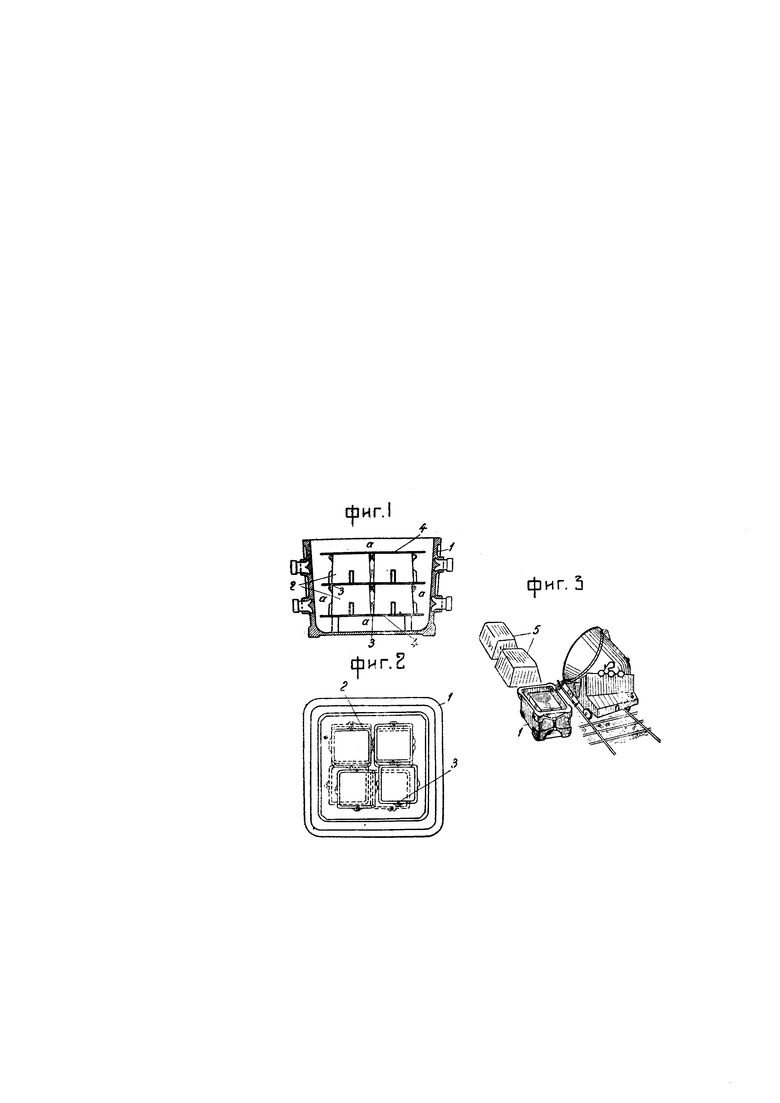
Способ поясняется чертежом, на котором фиг. 1 изображает вертикальный разрез коробки с установленными формами; фиг. 2 - вид коробки сверху и фиг. 3 - отливку блока.
В коробку 1 устанавливаются или металлические формы или опоки с заформованными изделиями - установка производится так, чтобы формы 2 не прикасались непосредственно ни ко дну ни к боковым стенкам коробки и отделялись от последних пространством а, размер которого обеспечивает нормальную термическую обработку изделий. Формы устанавливаются друг на друга в зависимости от грузоподъемности крана, литники 3 располагаются внизу форм 2, разделяющихся плитками 4, из которых верхняя без отверстий. В собранную таким образом коробку устанавливают любые шишки, заливают расплавленной массой из ковша или непосредственно из печи. Вследствие наличия нижних литников, заполняются сразу все формы 2 в коробке 1, и в пространстве а образуется тепловой покров, постепенно застывающий в блок 5, который вываливается из коробки 1 и служит для совершенно равномерного охлаждения заключенных в него отливок. Выкладывание блока из коробки производится через несколько часов после заливки, коробка идет под новую заливку, а разбивка блока - через 5-8 суток. Хрупкий покровный шлак затем обивается и извлекаются готовые к употреблению изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| СТЕРЖНИ И ФОРМЫ ДЛЯ СТАЛЬНЫХ БОЛВАНОК | 1934 |
|
SU46843A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛЮДОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ ФТОРФЛОГОПИТА | 2021 |
|
RU2764842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2297899C1 |
| Устройство для разливки стали из мартеновских печей | 1931 |
|
SU32100A1 |
| Способ получения армированного каменного литья | 1982 |
|
SU1033330A1 |
| Способ и устройство для центробежной отливки труб из плавленного диабаза или шлака | 1935 |
|
SU50545A1 |
| СПОСОБ ЛИТЬЯ ОТЛИВКИ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2009 |
|
RU2480309C2 |
| СПОСОБ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ В ПОРИСТЫХ ФОРМАХ | 1994 |
|
RU2118625C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
1. Способ отливки каменных и шлаковых изделий, отличающийся тем, что, с целью исключения отжига изделий, несколько форм помещают в коробку, заполняемую одновременно с формами расплавленной массой для образования блока, который по затвердевании вместе с заключенными в нем формами удаляют из коробки для медленного охлаждения, после чего блок разбивают и готовые изделия вынимают из форм.
2. Прием выполнения способа по п. 1, отличающийся тем, что в коробку устанавливают формы друг на друга литниками вниз на некотором расстоянии от днища и стенок коробки.
