1
Описываемое изобретение относится к области электротехники, в частности к автоматическим устройствам для нарезки спиральной канавки на заготовках непроволочных резисторов.
Известен автомат для нарезки спиральной канавки на заготовках непроволочных резисторов, содержащий питатель, механизм контактных зажимных цанг, выполненный в виде соосно перемещающихся в осевом направлении кареток с цангами, установленных на оси качающегося рычага, щлифовальную головку, механизм подвода к шлифовальному кругу и отвода от него цанг с заготовкой и привод.
Недостатком этого устройства является отсутствие согласования усилия прижатия заготовки резистора к шлифовальному кругу с автоматически изменяющимся шагом нарезки, что приводит к увеличению брака на операции нарезки канавки на заготовках.
Целью изобретения является согласование усилия прижатия заготовки резистора к шлифовальному кругу и получения канавки постоянной ширины.
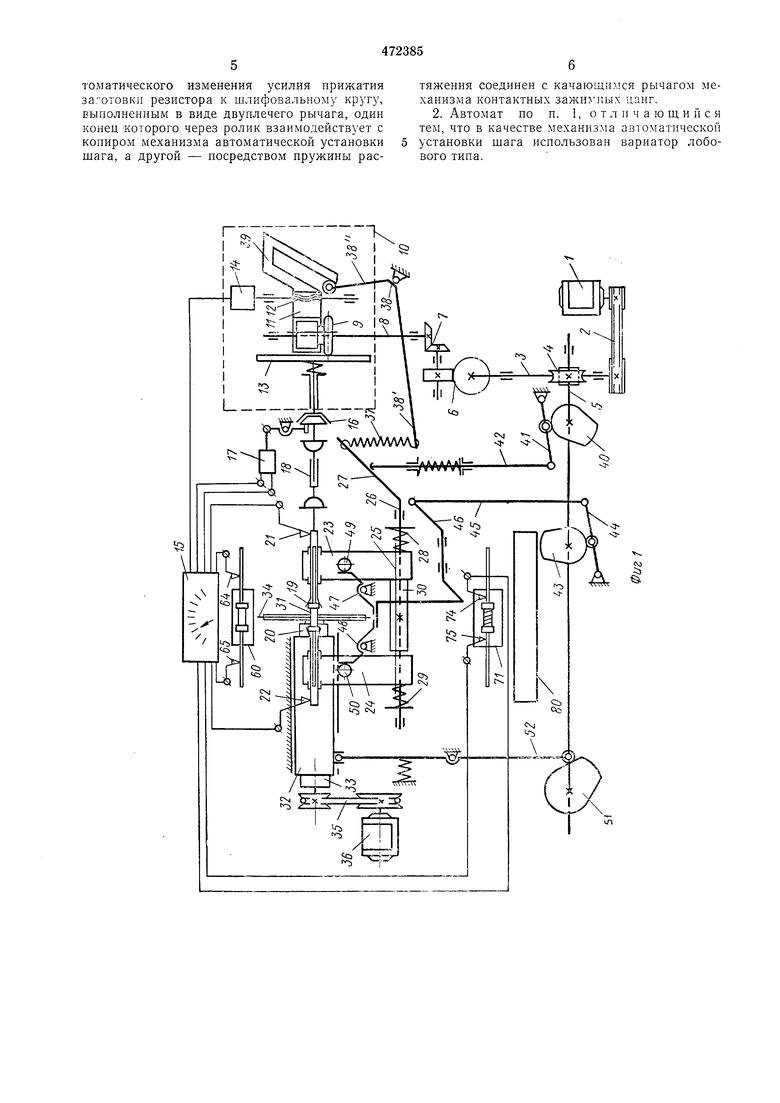
Достигается это тем, что автомат снабжен механизмом автоматической установки шага нарезаемой канавки, связанный с прибором активного контроля процесса нарезки, и механизмом автоматического изменения усилия прижатия заготовки резистора к шлифовальному кругу, выполненным в виде двуплечего рычага, один конец которого через ролик взаимодействует с копиром механизма установки шага, а другой - посредством пружины растяжения соединен с качающимся рычагом механизма контактных зажимных цанг. В качестве механизма автоматической установки шага использован вариатор лобового типа. Изобретение поясняется фиг. 1 и 2.
Двигатель 1 соединен клиноременной передачей 2 с валом 3, который червячной парой 4 соединен с валом 5 и косозубой 6 и конической 7 парами с валом 8 вращения ролика 9 вариатора 10. Ролик 9 установлен в корпусе
И, снабженном винтовой парой 12 для прямолинейного осевого перемещения ролика 9 по диску 13 при помощи шагового электродвигателя 14, электрически связанного с прибором 15 активного контроля процесса нарезки.
Диск 13 вариатора 10 при помощи фрикционной муфты 16 с электромагнитом 17, электрически связанным с прибором 15, через карданный валик 18 сообщает вращательное движение ведущей цанге 19. Ведущая 19 и ведомая 20 цанги через контакты 21 и 22 электрически связаны с прибором 15 и закреплены в соответствующих каретках 23 и 24, подпружиненных навстречу друг другу на снабженной
шпонкой 25 оси 26 качающегося рычага 27,
Пружина 28 сильнее пружины 29, поэтому каретка 23 всегда доходит до упора 30, а каретка 24, положение которой зависит от фактической длины заготовки 31 резистора, при наличии заготовки 31 в цангах образует с упором 30 зазор.
Шлифовальная головка 32, снабженная пинолью 33 со шлифовальным кругом 34, связана круглоременной передачей 35 с двигателем 36.
Качающийся рычаг 27 через пружину 37, создающую усилие прижатия заготовки 31 к щлифовальпому кругу 34, связан с одним плечом 38 рычага 38, другое плечо 38 которого взаимодействует с подвижным элементом (копиром) 39, установленным жестко на корпусе 11 ролика 9 вариатора 10.
Кулак 40 вала 5 через рычаг 41, подпружиненный щток 42, качающийся рычаг 27 с помощью пружины 37 сообщает возвратно-вращательное движение кареткам 23 и 24 с цангами 19 и 20 для подвода их к шлифовальному кругу 34 и отвода в позицию съема нарезанной заготовки иприема заготовки 31, подлежащей нарезке.
Ввод заготовки 3.1 резистора в соприкосновение со шлифовальным кругом 34 и механический ее отвод от круга после нарезки с исключением вреза в колпачки независимо от колебаний длины заготовки осуществляется механизмом, не показанным на чертежах.
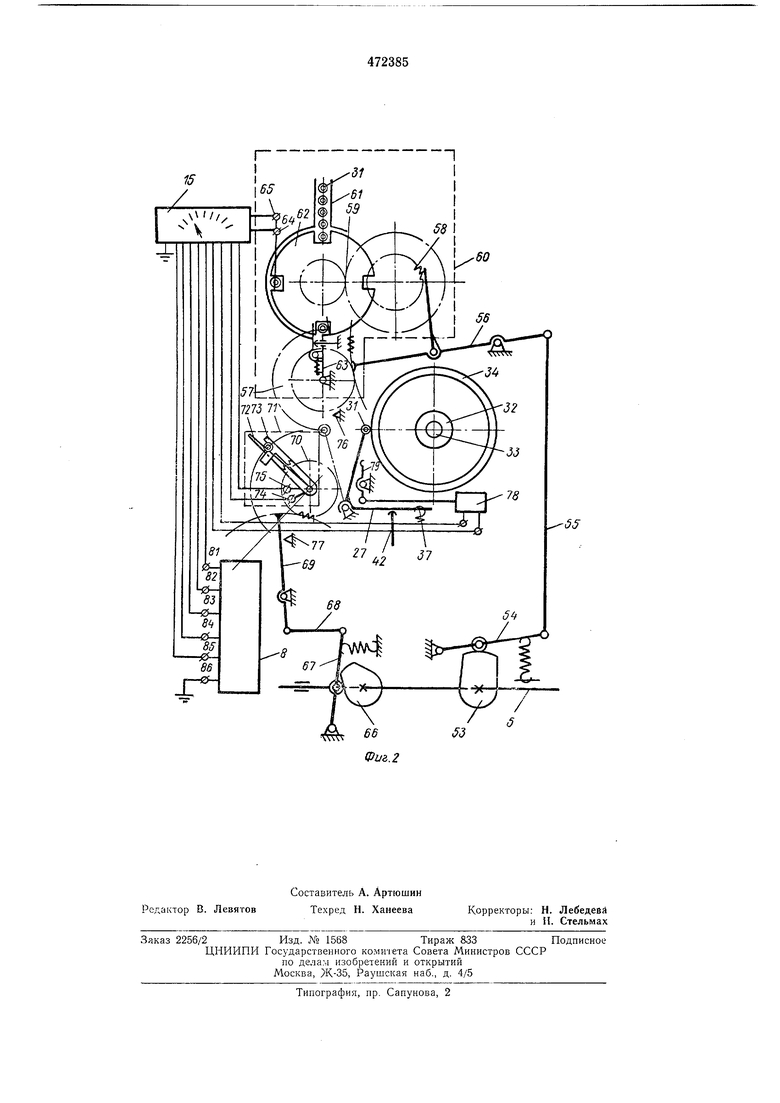
Кулак 43 вала 5 через рычаг 44, тягу 45, рычаг 46, рычаги 47 и 48, ролики 49 и 50 управляет осевым перемещением кареток 23 и 24 на оси 26.
Кулак 51 вала 5 через подпружиненный рычаг 52 сообщает возвратно-поступательное движение шлифовальной головке 32.
Кулак 53 вала 5 через подпружиненный рычаг 54, тягу 55, зубчатый сектор 56, шестерню 57, храповое зацепление 58 и зубчатую пару 59 сообщает движение механизмам питателя 60, состоящего из автоматически загружаемого накопителя 61, барабана 62 с гнездами, механической руки 63, контактов 64 и 65, связанных электрически с прибором 15.
Кулак 66 вала 5 через подпружиненный рычаг 67, тягу 68, зубчатый сектор 69 и щестерню 70 управляет механизмом 71 съема и замера величины сопротивления нарезанной заготовки резистора после остывания, состоящим из двух изолированных друг от друга и от корпуса пар подпружиненных навстречу друг другу контактных пластин 72 и 73.
Каждая пара пластин 72 и 73 соответствующими контактами 74 и 75 электрически соединена с прибором 15.
Разжатие контактных пластин 72 и 73 для приема и сброса нарезанной заготовки 31 происходит при их движении посредством соответствующих упоров 76 и 77.
Электромагнит 78 с рычагом 79, связанный электрически с прибором 15, служит для быстрого отвода кареток 23 и 24 с нарезанной заготовкой 31 резистора при достижении ею
требуемой номинальной величины сопротивления.
Устройство 80, исполпительные механизмы которого через контакты 81-86 электрически
соединены с прибором 15, служит для рассортировки нарезапных резисторов, стройство работает следующим образом. Заготовки 31 из накопителя 61 поступают в гнезда барабана 62 к контактам 64 и 65, где
происходит замер исходного сопротивления, на основании чего в приборе 15 путем расчета определяется требуемая величина шага канавки и выдается соответствующая команда на шаговой электродвигатель 14 вариатора
10, который при помощи винтовой пары 12 устанавливает ролик 9 в требуемом положении. Одновременно с перемещением ролика 9 перемещается подвижный элемент (копир) 39, который, взаимодействуя с рычагом 38, устанавливает требуемое для обеспечения постоянства ширины канавки усилие прижатия заготовки 31 к шлифовальному кругу 34.
Прибор 15, связанный с цангами 19 и 20 электрически через контакты 21 и 22, во время нарезки следит за характером и величиной приращения сопротивления и в случае необходимости путем изменения шага при помощи двигателя 14 активно воздействует на процесс нарезки. Одновременно с изменением шага нарезаемой канавки автоматически изменяется усилие прижатия заготовки 31 к щлифовальпому кругу 34, в результате чего нарезаемая капавка, независимо от шага, имеет постояппую ширину.
При достижении требуемой величины сопротивления электромагнит 78 по команде прибора 15 отводит нарезанную заготовку 31 от шлифовального круга 34. Затем нарезанная заготовка 31 поступает в
механизм 71 съема и за.мера, где прибором 15 измеряется фактически полученная величина сопротивления, после чего сбрасывается в открытый по команде прибора канал устройства 80 рассортировки.
Предмет изобретения
1. Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов, содержащий питатель, механизм контактных зажимных цапг, выполненный в виде соосно перемещающихся в осевом направлении кареток с цангами, установленных на оси качающегося рычага, щлифовальную головку, механизм подвода к шлифовальному кругу и отвода от него цанг с заготовкой и привод, о тличающийся тем, что, с целью согласования усилия прижатия заготовки резистора к шлифовальному кругу и получения канавки постоянной ширины, он снабжен механизмом автоматической установки шага нарезаемой канавки, связанным с прибором активного
контроля процесса нарезки, и механизмом автоматического изменения усилия прижатия за.отовки резистора к шлифовальному кругу, выполненным в виде двуплечего рычага, один конец которого через ролик взаимодействует с копиром механизма автоматической установки шага, а другой - посредством пружины растяжения соединен с качающимся рычагом механизма контактных цанг.
2. Автомат по п. 1, о т л п ч а ю щ и и с я тем, что в качестве механизма автоматической установки шага использован вариатор лобового типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Атомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU452039A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU437132A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАРЕЗКИ(ШЛИФОВАНИЯ) | 1969 |
|
SU245197A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ НА РАДИОТЕХНИЧЕСКИХ НЕПРОВОЛОЧНЫХ СОПРОТИВЛЕНИЯХ | 1964 |
|
SU214321A1 |
| Устройство для подгонки величиныСОпРОТиВлЕНия РЕзиСТОРОВ | 1979 |
|
SU828223A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТОВОЙ | 1971 |
|
SU300298A1 |
| Устройство для нарезки спиральной канавки на заготовках резисторов | 1974 |
|
SU513394A1 |
| Устройство для подгонки пленочных резисторов | 1978 |
|
SU763982A1 |
| Устройство для изготовления секций рулонных конденсаторов с выводами | 1973 |
|
SU463159A1 |
15
