Известны автоматические устройства для нарезки (шлифования) спиральной канавки на непроволочных резисторах, содержащие приводной механизм, шлифовальную головку со шлифовальным кругом, копир, управляющий шлифовальной головкой, механизм подачи резисторов и блок измерения и разбраковки резисторов.
В предлагаемом устройстве для повышения точности подгонки величины сопротивлений резисторов под номинал шлифовальная головка снабжена двуплечим качающнмся рычагом, однн конец которого опирается на кулачок приводного механизма, а другой соединен с подпружиненным валом головки. Онорой рычага служит шарнир, перемещающийся параллельно оси рычага, а в механизме подачи резисторов применена поднружиненная подвеска с двумя подпружиненными держателями.
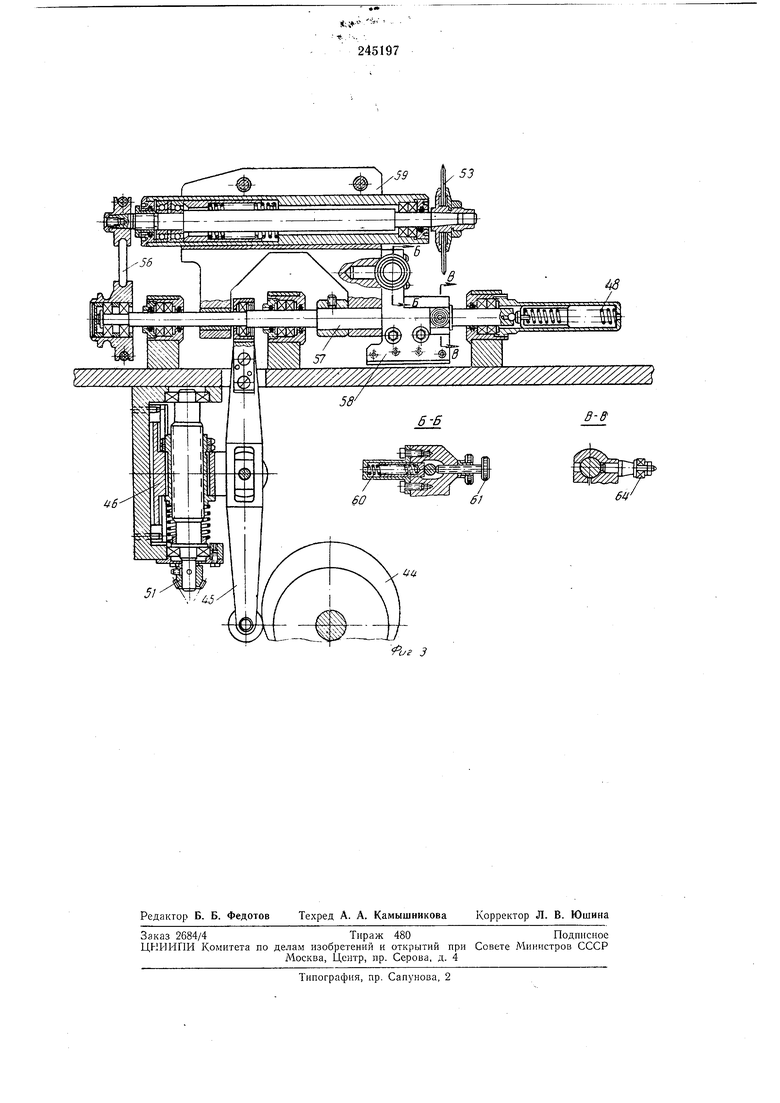
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - механизм подачи резисторов; на фиг. 3 - конструкция шлифовальной головки.
Двигатель / соединен клиноременной передачей 2 с валом 3, связанным жесткой муфтой 4 с валом 5, который червячными парами 6-9 соединен с валами 10-13. На валу 10 установлены кулачки 14-19, которые посредством микровыключателей 20-25 управляют
работой устройства. Кулачок 26 через рычаг 27, штангу 28, рычаг 29 и штангу 30 управляет механизмом подачи резисторов, состоящий из накопителя 31, подвески 32, соединенной со штангами 33, пружины 34, отсекателя 35 с регулировочным винтом 36, пружины 37 и держателя 38 с пружиной 39.
Кулачок 40 вала 11 через рычаг 41, соединенный с пружиной 42, сообщает возвратнопоступательное движение цанге 43. Кулачок 44 приводного механизма, укрепленный на валу 12, через двуплечий качающийся рычаг 45, опорой которого служит подвижный шарнир 46, сообщает поступательное движение шлифовальной голозке 47. Возвратное движение головки 47 осуществляется 48. Шарнир 46, передвигаемый вручную при помощи лимба 49, конической пары 50-51 и винта 52, изменяет длину плеч рычага 45, и
позволяет регулировать шаг нарезки в интервале ± 0,1 мм с точностью 0,001 мм. Шлифовальный круг 53 головки 47 вращается двигателем 54 при помощи ременных передач 55 и 56. Шлифовальная головка 47 снабжена подпружиненным валом 57, соединенным с одним из концов рычага 45. На валу 57 жестко укреплена секция 58 корпуса и свободно посажена секция 59 корпуса, опирающаяся на пружину 60. Винт 61 служит для регулировки
новании резистора 62. При нарезке круг 53 прижимается к резистору пружиной 63 а ролик 64, закрепленный на корпусе 58, прокатываясь по копиру 155, подводит круг 53 к основанию резистора 62 и отводит его от резистора. Для -отвода круга 53 служит электромагнит 66 с рычагом 67. Кулачок 68 вала 13 через рычаг 69 и пружину 70 приводит в возвратно-поступательное движение цангу 71. Последняя приводится во вращательное движение через муфту 72, шестерни 73-75 и каретку 76 с фиксатором 77 от блока шестерен 78, который обеспечивает регулировку шага нарезки через 0,1 мм. Нарезанные резисторы удаляются выталкивателями 7.9 и 80. Исходное положение резистора устанавливается винтами 81 и 82.
Резисторы поступают в накопитель 31, а при отжатом отсекателе 35 - в питатель подпружиненной подвески 32, управляемой кулачком 26. При отклонении подвески 32 кулачком 26 резистор 62 попадает в подпружиненные держатели 38. Подвеска 32 подводит резистор к цангам 45 и 7/ и принимает из накопителя следующий резистор. Цанги, управляемые рычагами 41 и 69, зажимают резистор, а рычаг 69, упираясь в винт 81, фиксирует резистор в исходном положении. В момент резистора кулачок 14 через микровыключатель 20 включает блок измерени и разбраковки, не показанный на чертеже, а кулачок 15 через микровыключатель 21 включает схему контроля наличия резистора 62 в цангах 43 и 71 этого блока. Кулачок 44, воздействуя на рычаг 45, перемещает головку
47 с кругом 53 вдоль оси цанг. Ролик 64, 58, корпуса, опираясь на копир 65, подводит к резистору круг 53, который вырезает на резисторе канавку с шагом, заданным блоком шестерен 78 и лимбом 49. В момент начала нарезки кулачок 16 микровыключателем 22 подготавливает блок измерения и разбраковки к работе. Когда сопротивление резистора достигнет номинального значения, включается электромагнит 66, который отводит круг 53 от резистора и последний поступает в тару для годных резисторов. Если номинальное значение достигнуто не будет, резистор попадает в тару брака.
гт
Предмет изо б.ре тения
Автоматическое устройство для нарезки (шлифования) спиральной канавки на непроволочных резисторах, содержащее приводной
механизм, шлифовальную толовку со шлифовальным кругом, копир, управляющий шлифовальной головкой, механизм подачи резисторов и блок измерения и разбраковки резисторов, отличающееся тем, что, с целью
повышения точности подгонки величины сопротивления резисторов под номинал, шлифовальная головка снабжена двуплечим качающимся рычагом, один конец которого опирается на кулачок нриводного механизма, другой
соединен с подпружиненным валом головки, в качестве опоры рычага использован шарнир, перемещающийся параллельно его оси, а в механизме подачи резисторов применена подпружиненная подвеска с двумя подпружиненными держателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU472385A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU437132A1 |
| Атомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU452039A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Устройство для нарезки спиральной канавки на заготовках резисторов | 1974 |
|
SU513394A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| Автомат для чистовой обработки конического конца стержня малого диаметра (например, пуансона, цапф оси) | 1959 |
|
SU124333A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Устройство для ультразвукового контроля цилиндрических изделий | 1987 |
|
SU1587433A1 |

fA .
