1
Изобретение относится к области электротехники.
Известен автомат для нарезки спирально канавки на заготовках непроволочных резисторов, содержащий питатель, механизм контактных зажимных цанг, выполненный в виде соосно перемещающихся на общем валу кареток с цангами, шлифовальную голозку, меха1шзм автоматической установки шага нарезаемой канавки, связанный с прибором активного контроля процесса нарезки, механизм подвода и отвода цанг с заготовками к иишфовальному кругу и привод.
Цель изобретения - осуществление корректировки шага канавки в процессе нарезки с учетом фактической активной длины каждой заготовки.
Это достигается тем, что предлагаемый автомат снабжен устройством контроля фак)T1Iческой длины зажатой в цанги заготовки, вьнкзлнеиным виде измерительного разноилёчего качаюи егося рычага, малое плечо которого связано с кареткой ведомой цанги а бошэшое - с датшком фактической длины заготовки, включенньЕМ в цепь прибора акTHfiHor o контро;ш процесса нарезки.
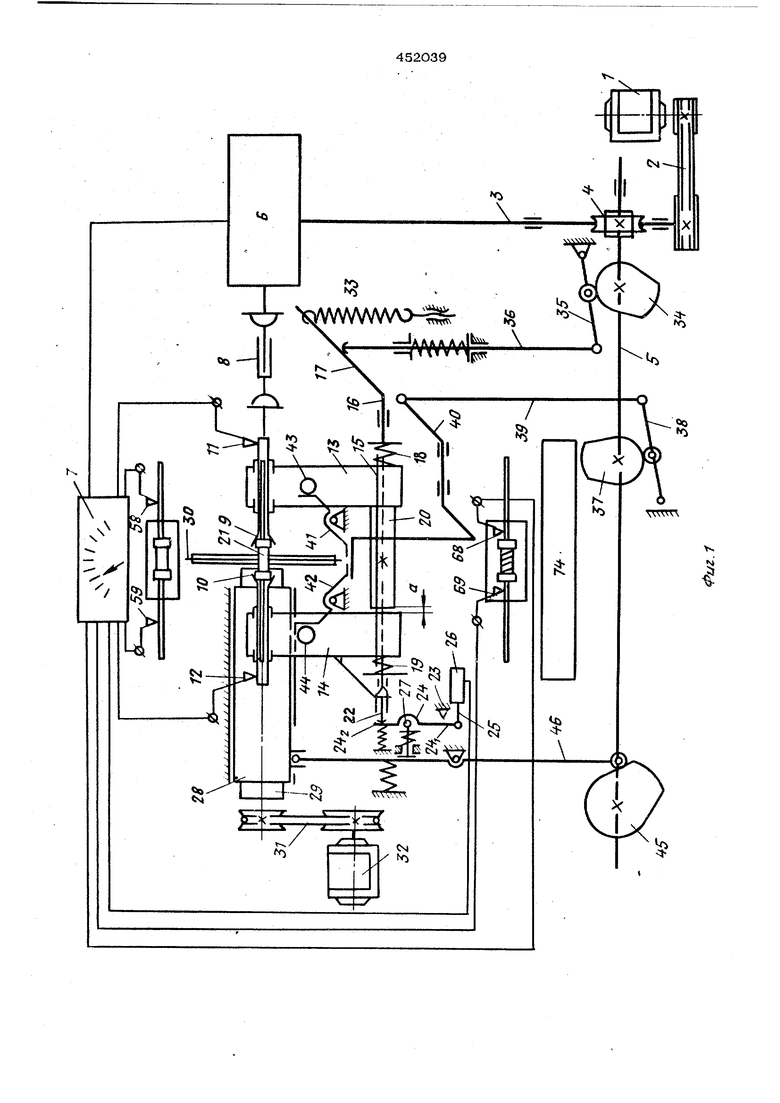
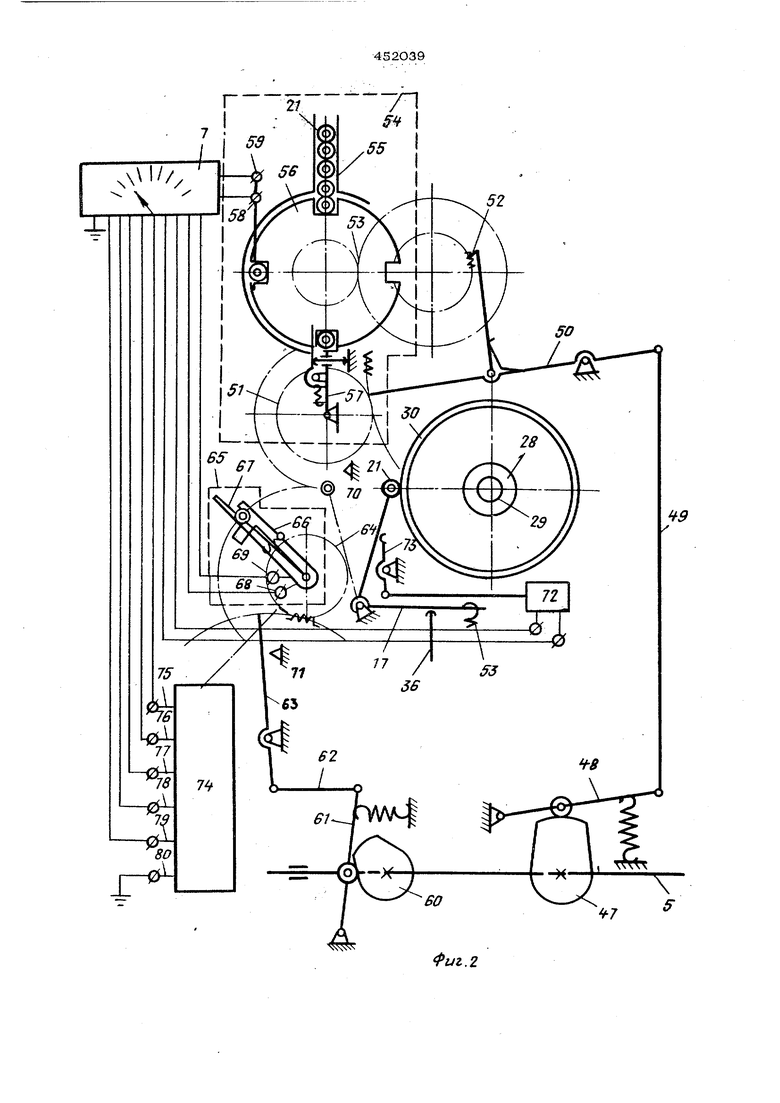
На фиг. 1 и 2 показан предлагаемый автомат для нарезки спиральной капавки на заготовках непроволочных резисторов.
Двигатель 1 соединен клиноременной передачей 2 с валом 3, который червячной парой 4 соединен с валом 5 и является приводом механизма 6 автоматической установки щага нарезаемой канавки, электрически связанного с прибором 7 активного контроля процесса нарезки.
Механизм 6 через карданный валик 8 сообщает вращательное движение ведущей цанге 9.
Ведущая 9 и ведомая 1О цанги через контакты 11 и 12 электрически связаны с прибором 7 и закреплены в соответствующих каретках 13 и 14, подпружиненных навстречу одна другой на снабженном щпонкой 15 валу 16 с рычагом 17.
Пружина 18 тарирована так, что усилие сжатия ее больще, .чем усилие сжатия гфу- жины 19, поэтому каретка 13 всегда доходит до упора 2О, а каретка 14, положение которой зависит от фактической Д1шны заготовки при наличии заготовки 21 в цангах, образует с упором 2,0 зазор а. Каретка 14 через шток 22, установленный в осевом отверстии вала 16, и подпружиненный ограниченный упором 23 качающийся рычаг 24 связана с подвижным элементом 25 датчика 26 фактической , длины заготовки, включенного в цепь прибо . Применение рычага 24 с большим передаточным отношением большого 2.4 тл малого 24 плеч позволяет без погрешностей, так как связь жесткая, преобразовывать, незначительные величины отклонения фактической длины заготовки от номинальной величины, позволяющие получить точную информацию о фактической длине. Подкружиненный шарнир 27 рычага 24 служит демпфером при раздвижении кареток 13 и 14, когда рычаг 24 опирается на упор 23. Шлифовальная головка 28, снабженная пинолью 29 со шлифовальным кругом ЗО, связа)1а круглоперемениой передачей 31 с двигателем 32. Пружина 33 через рычаг 17 вала 16 создает усилие прижатия заготовки 21 к иишфовальному кругу ЗО. Кулак 34 вала 5 рычаг 35, подпружиненный шток 36, рычаг 17 с помощью пружины 33 сообщает возвратно-врашатель ное движение кареткам 13 и 14 с цангами 9 и 1О для подвода к шлифовальному круly ЗО и отвода в позищгю съема нарезанной заготовки и приема заготовки 21, подлежащей нарезке. Ввод заготовки 21 резистора в соприкосновение со шлифовальным кругом ЗО и механический ее отвод от круга после нарезки с исключением вреза в колпачки независимо от колебаний фактической длины заготовки осуществляется механизмом, не показанным на чертеисах. Кулак 37 вала 5 через рычаг 38, тягу 39, рычаги 40, 41 и 42, ролики 43 и 44 управляет осевым перемещением на валу 16 кареток 13 и 14. Кулак 45 вала 5 через подпружиненный рычаг 46 сообщает возвратно-поступательное движение шлифовальной головке 28 Кулак 47 вала 5 через подпружиненный рычаг 48, тягу 49, зубчатый сектор 50, шестерню 51, храповое зацепление 5 2 и зубчатую пару 53 сообщает движение механизмам питателя 54, состояшего из автоматически загруженного накопителя 55, барабана 56 с гнездами, механической руки 57, контактов 58 и 59, связанных элект рически с прибором 7. Кулак 60 вала 5 через подпружиненный рычаг 61, тягу 62, зубчатый сектор 63 и шестерню 64 управляет механизмом 65 съема и замера сопротивления нарезанной заготовки резистора после остьтання, состоящим из двух изолированных одна от другой и от корпуса пар подпружиненных навстречу контактных пластин 66 и 67. Каждая пара пластин соответствующими контактами 68 и 69 электрически соединена с прибором 7. Разжатие контактных пластин 66 и 67 для приема и сброса нарезанной заготовки 21 происходит при их движении посредством соответствующих упоров 70 и 71... Электромагнит 72 с рычагом 73, связанный электрически .с прибором 7, служит для быстрого отвода кареток 13 и 14 с нарезанной заготовкой 21 резистора продостижении ею требуемой номинальной величины сопротивления. Устройство 74, исполнительные механизмы которого через контакты 75-80 электрически соединены с прибором 7, служит для рассортировки нарезанных резисторов. Автомат работает следуюпшм образом. Заготовка 21 из накопителя 55 постут пает в гнездо барабана 56 к контактам 58 и 59, где происходит замер исходного сопротивления, на основании чего в приборе 7 путем расчета определяется требуемая величина шага канавки и выдается соответствующая команда механизму 6 автоматической установки шага. J После загрузки механической рукой 57 и при зажиме заготовки 21 в цангах 9 и 10 подвижный элемент 25 датчика 26 под воздействием на него через шток 22 и рычаг 24 каретки 14 устанавливается в определенном положении, зависящем от фактической длины заготовки 21. С учетом информации датчика 26 о фактической длине заготовки 21 прибор 7 корректирует при помощи механизма 6 шаг канавки. Заготовка 21 подводится к шлифовальному кругу 30. Прибор 7, связанный с цангами 9 и 10 электрически через контакты 11 и 12, во время нарезки следит за х&рактером и величиной приращения сопротивления и в случае необходимости путем изменения шага при помощи механизма 6 активно воздействует на процесс нарезки,.
Про достижении требуемой величины сопротивления электромагнит 72 по команде прибора 7 отводит нарезанную заготовку 21 от шлифовального круга 30. Затем нарезанная эа1Х товка 21 поступает в механизм 65 съема и замера, где прибором 7 измеряется фактически полученная величина сопротивления, после чего сбрасывается в открытый по команде прибора 7 канал устройства 7 4.
Предмет изобретения
Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов, содержащий питатель, механизм контактных зажимных цанг, выполненный в виде соосно перемещающихся па общем валу
кареток с цангами, шлифовальную головку, механизм автоматической установки щага нарезаемой канавки, связанный с прибором активного контроля процесса нарезки, MEJ- ханизм подвода и отвода цанг с заготовками к щлифовальному кругу и привод, о личающийся тем, что.с целью осуществления корректировки щага канавки в процессе нарезки с учетом фактической
активной длины каждой заготовки, он снабжен устройством контроля фактической длины зажатой в цанги заготовки, выполнен- ным в виде измерительного разноплечего качающегося рычага, малое плечо которого
связано с кареткой ведомой цанги, а больщое - с датчиком фактический длины загх)товки, включенным в цепь прибора активного контроля процесса нарезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU437132A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU472385A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАРЕЗКИ(ШЛИФОВАНИЯ) | 1969 |
|
SU245197A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ НА РАДИОТЕХНИЧЕСКИХ НЕПРОВОЛОЧНЫХ СОПРОТИВЛЕНИЯХ | 1964 |
|
SU214321A1 |
| Устройство для нарезки спиральной канавки на заготовках резисторов | 1978 |
|
SU739662A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТОВОЙ | 1971 |
|
SU300298A1 |
| Гайконарезной автомат | 1976 |
|
SU639670A1 |
| Автомат для обработки изделий | 1982 |
|
SU1174233A1 |
| Устройство для нарезки спиральной канавки на заготовках резисторов | 1974 |
|
SU513394A1 |