(54) УСТРОЙСТВО ДЩ ОРЁБРЕНИЯ ТРУБ ДМОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОРЕБРЕНИЯ ТРУБ | 1972 |
|
SU349437A1 |
| УСТРОЙСТВО для СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1972 |
|
SU356011A1 |
| Станок для спирального оребрения труб лентой L -образного профиля | 1987 |
|
SU1433570A1 |
| Станок для спирального оребрения труб лентой | 1977 |
|
SU733822A1 |
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| УСТРОЙСТВО ДЛЯ ОРЕБРЕНИЯ ТРУБ ЛЕНТОЙ | 1973 |
|
SU407605A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |
| Станок для спирального оребрения труб лентой | 1972 |
|
SU472717A1 |
| Линия для спирального оребрения труб лентой | 1985 |
|
SU1224036A1 |
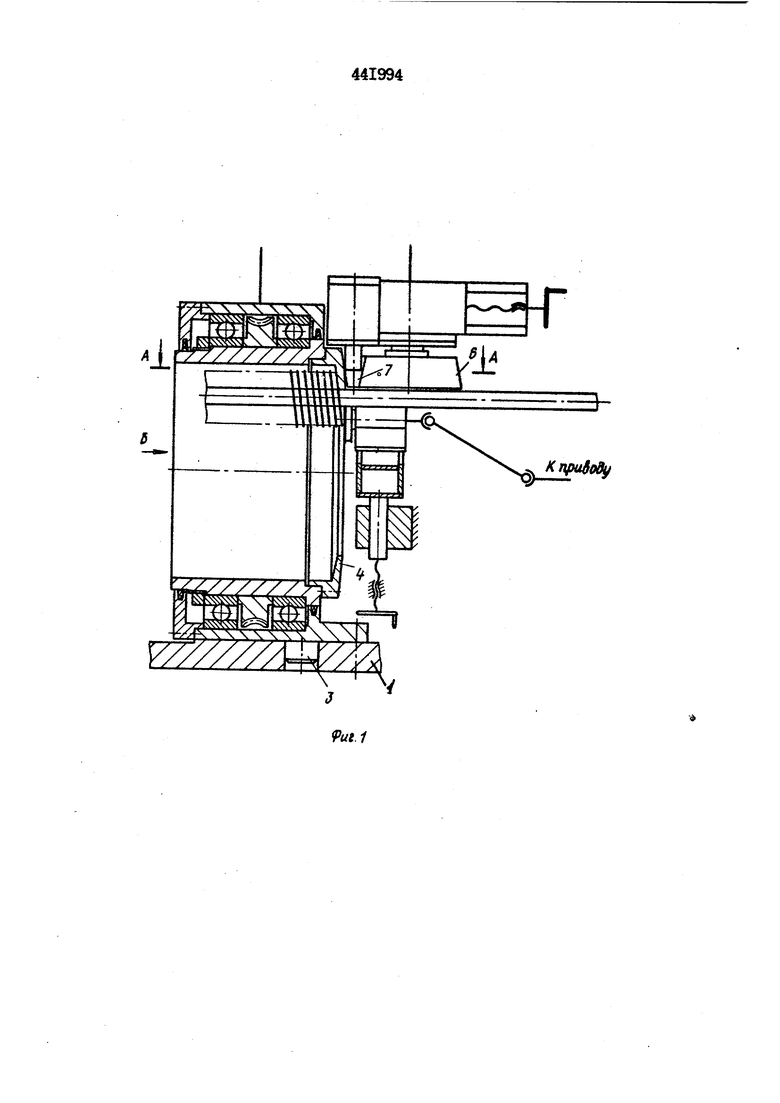
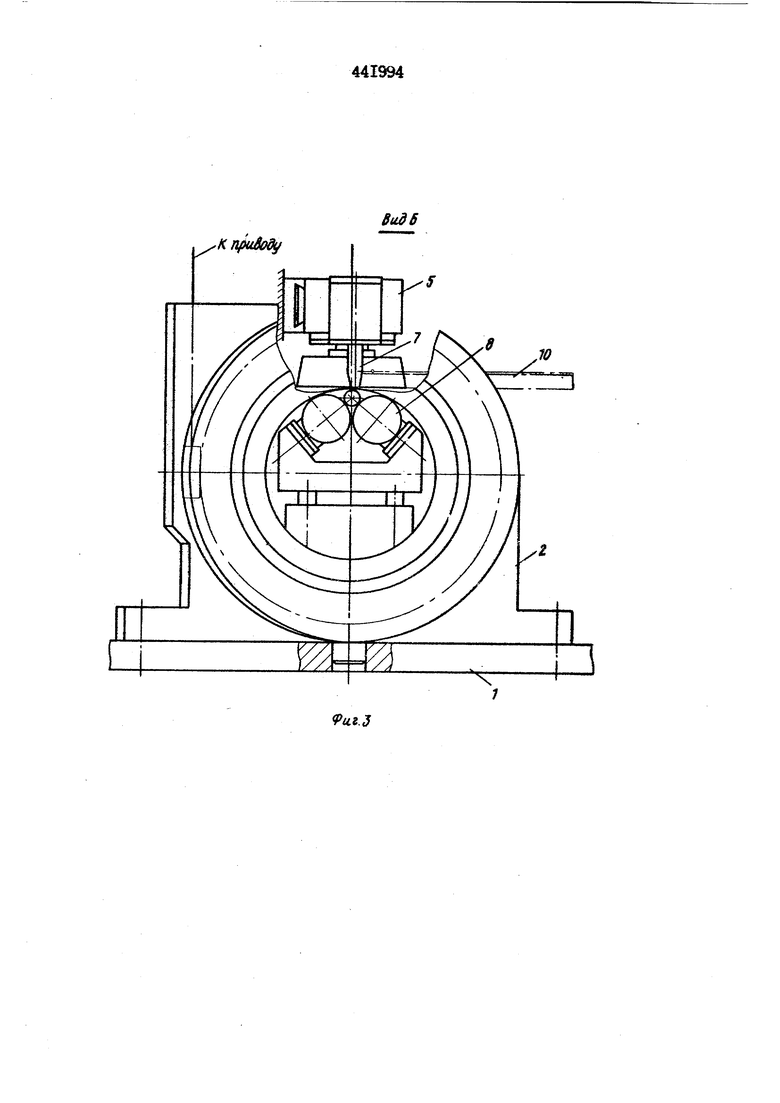

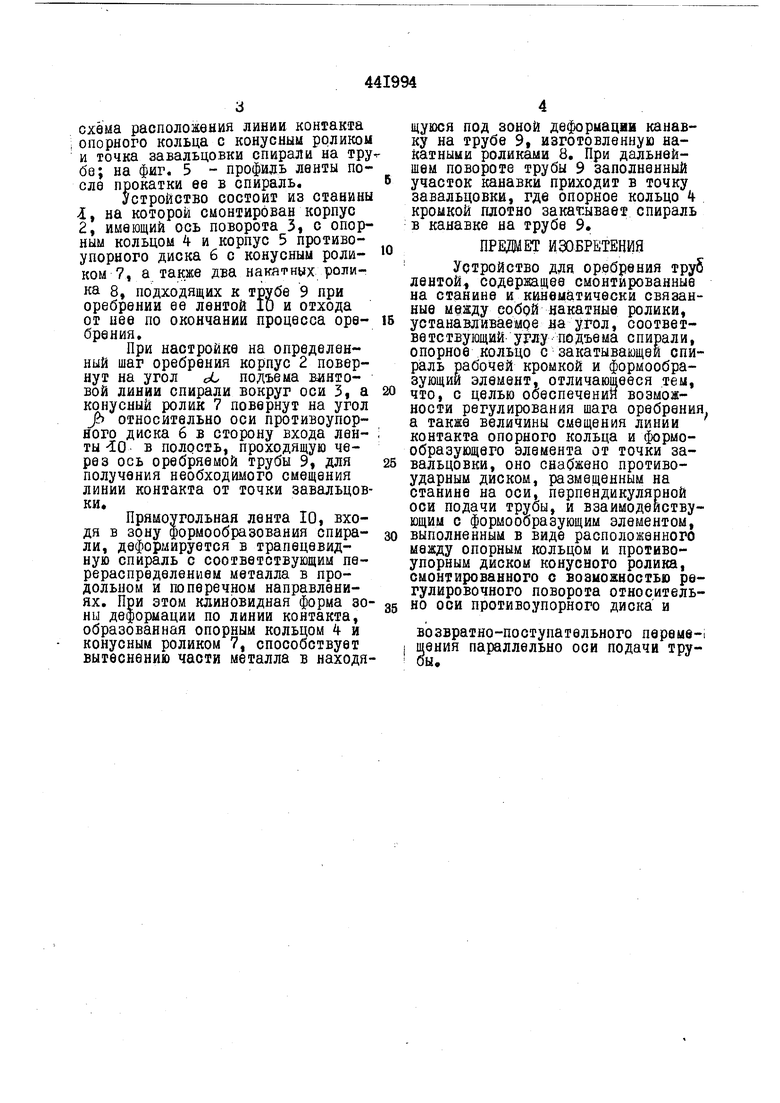
Изобретение относится к производству оребренных труб и может быгь использовано во всех отраслях, изготавливающих оребренные трубы. Известно устройство для ореб рения труб, содержащее опорное кольцо, накатные ролики и формообразующий элемент. Недостатком известного устро ства является то, что при изготовлении оребренных труб с малым шагом ребер на трубе (с малым шагом, оребрвния), жесткость рабочего сечения опорного кольца в месте формообразования спирали умень шается с уменьшением шага оребрения. Кроме того, угол разворота опорного кольца с уменьшением шага оребрения уменьшается, т.к. уменьшается угол подъема винтовой линии спирали, а следовательно, уменьшается расстояние от линии контакта до точки завальцовки. цель предлагаемого иаобретения - обеспечение возможности регулирования шага оребрения, а также величины смещения линии контакта опорного кольца с формообразующим элементом от точки завальцовки. Для этого оно снабжено размещенный на станине на оси, перпанди кулярной оси подачи трубы, противоупорным диском, взаимодействующим с формообразующим элементом, выполненным в виде расположенного между опорным кольцом и противоупорным диском конусного ролика, смонтированного с возможностью регулировочного поворота относительно оси противоупорного диска и возвратно-поступательного перемещения параллельно оси подачи трубы. На фиг. I изображено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез по А-А на фиг. I (положение Формообразующих элементов); на фиг. 3 - вид по стрелке Б на фиг. 1 на фиг. 4 схема расположения линии контакга опорного кольца с конусным роликом и точка завалъцовки спирали на тру бе; на фиг. 5 - профиль ленты после прокатки ее в спираль. Устройство состоит из станины i на которой смонтирован корпус 2, имеющий ось поворота 3, с опорным кольцом 4 и корпус 5 противоупорного диска 6 с конусным роликом 7, а также два накатных ролика 8, подходящих к трубе 9 при оребрении ее лентой 10 и отхода от нее по окончании процесса оребрения. При настройке на определенный шаг оребрения корпус 2 повернут на угол зС подъема винтовой линии спирали вокруг оси 3, а конусный ролик 7 повернут на угол J относительно оси противоупорного диска б Б сторону входа ленты 0 в полость, проходящую через ось оребряемой трубы 9, для получения необходимого смещения линии контакта от точки завальцов ки Прямоугольная лента 10, входя в зону формообразования спирали, деформируется в трапецевидную спираль с соответствующим перераспределением металла в продольном и поперечном направлениях. При этом клиновидная форма во ни деформации по линии контакта, образованная опорным кольцом и конусным роликом 7, способствует вытеснению части металла в находя щуюся под зоной деформацми канавку на трубе 9, изготовленную накатными роликами 8, При дальнейшем повороте трубы 9 заполненный участок канавки приходит в точку завальцовки, где опорное кольцо кромкой плотно закатавает спираль в канавке на трубе 9. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Устройство для оребрения тру5 лентой содержащее смонтированные на станине и кинематически связанные между собой накатные ролики, устанавливаемре на угол, соответве тс твующий- углуподъе ма с пирал и, опорное кольцо с закатывающей спираль рабочей кромкой и формообразующий элемент, отличающееся тем, что, с целью обеспеченин возможности регулирования шага оребрения. а также величины смещения линии контакта опорного кольца и формообразующего элемента от точки завальцовки, оно снабжено противоударным диском, размещенным на станине на оси, перпендикулярной оси подачи трубы, и взаимодействующим с формообразующим элементом, выполненным в виде расположенного между опорным кольцом и противоупорным диском конусного ролика, смонтированного с возможностью регулировочного поворота относительно оси противоупорного диска и возвратно-поступательного перемв-i шения параллельно оси подачи трубыV77/////, Линия контакта fut.Z
.К приводу
Работая повермоапь onofmoM№fca
9U1.5
9аг.
