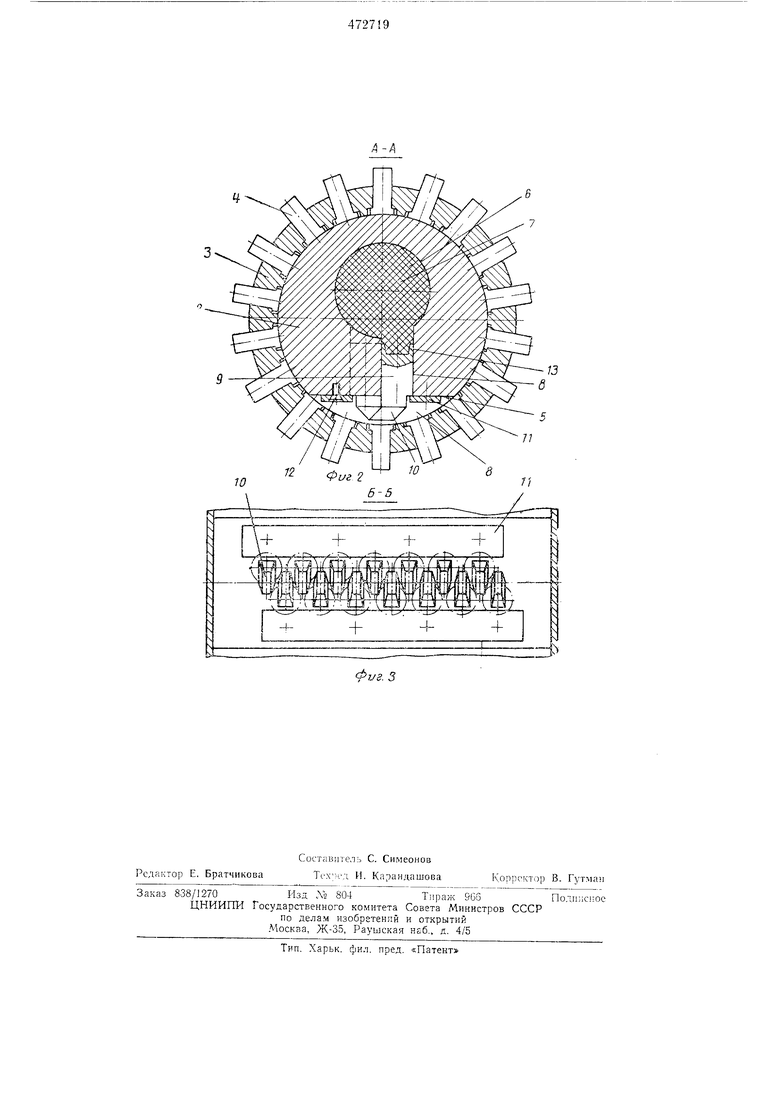
Mil 9, последние имеют уплотняющий элемент. Роль уплотняющего элемента играет цилнидрический конец плунжера, выполненный j3 вяде тонкостенного стакана 13, который при воз 1 ;кновенни больнюго давлешя в гпдропласте деформируется, увеличнваясь в диаметре, и тем самым устраняет зазоры.
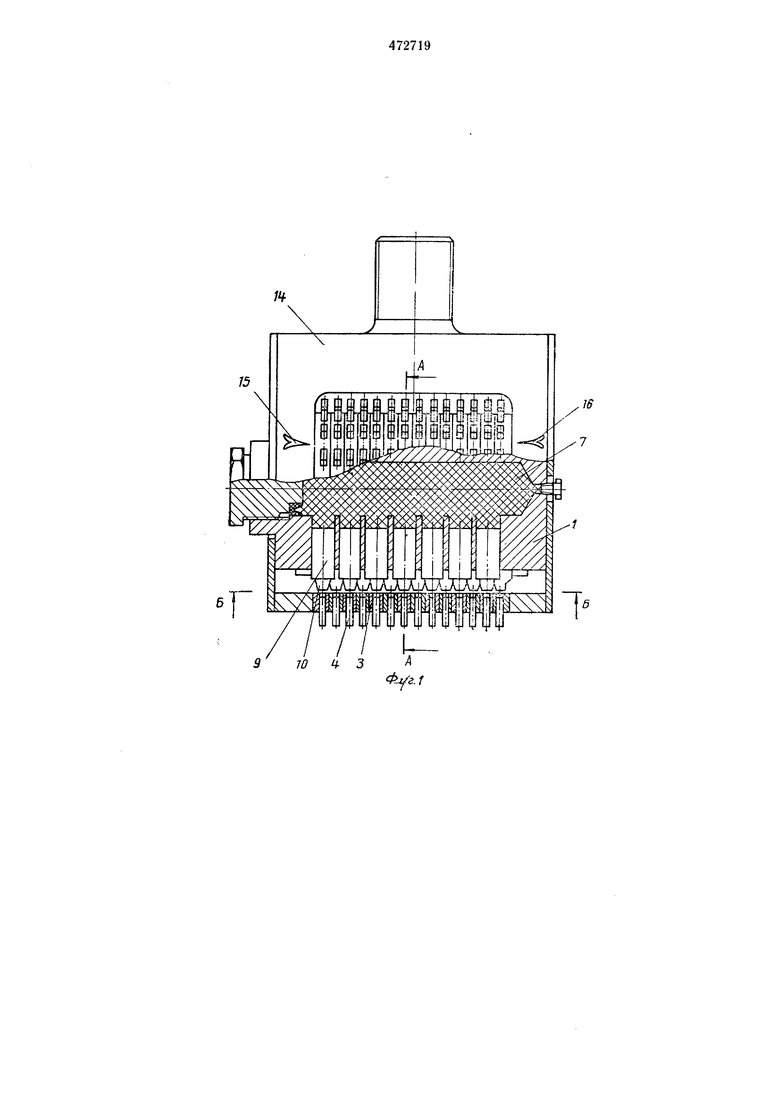
Гидропластный пакет вместе с насажеп 1Ы П1 на него кассетами с клеймами жестко закреплен в вилке 14, через которую передается усилпе на клеймовочную головку от силс :то устройства (на чертежа.х не показано).
Работает клеймовочная головка следуюnuiM образом. Непосредственно для клейма (как на арифмометре) набирается требуемое число вдоль воображаемой линии, про.ходящей через стрелки 15 и J6, выполненные на боковых стенка.х вилки. Требуемое число набирается по цифрам, нанесенным на кассетах между клеймами. При этом цифрам, расположенным вдоль лнни,и стрелок, будут соответствовать рабочие клейма, паходяни1еся внизу по оси головки.
Под действием силового устройства клеймовочная головка перемешается вниз, клейма упираются в маркируемую новерхность. Вначале упираются клейма, попавшие на выступающие части маркируе.мой поверхности, они начинают давить па свои плунжеры, которые внедряются в гидропласт на величину неровности. .Когда упрутся в маркируемую поверхность все клейма, о.ни своими плунжерами, вместе с ранее внедрившимися, начинают сжимать гидропласт.
Уменьшение объема гидропласта за счет внедрения плунжеров ведет к возникновению ъ нем высоко.го давления. Давление, возникшее в гидропласте, равномерно .распределяется на все плунжеры, которые воздейству.ют па клейма. Таким образом, каждое клеймо давит на металл с одинаковым усилием.
npii прекращении действия силового устройства клеймовочная головка отводится от Л1аркируемой поверхности. Плунжеры под действием давления в гидропласте возвращаются в цижние крайние положения, упираясь в планку 10, благодаря чему давление в гидропласте падает до исходного, и голов1;а готова для повторного использова;пя.
Предмет изобретения
1. Клеймовочная головка, содержащая смонтированные в державке с возмон ностью вращения на обш.ей оси кассеты с клеймами и Гидропластный пакет, в корпусе которого выполнены каналы, в последних раз.мегцены
плунжеры для .передачи давления от гидропласта к клеймам, отличающаяся тем, что, с целью упрощения конструкции и уменьшения габаритов головки, Гидропластный пакет выполнен в виде общей для всех кассет оправки
с внутренней расточкой, заполненной гидропластом, при этом п зоне разменшния плунжеров по длине оправки выполне сег.ментообразный скос, поверхность которого соединена с полостью гидропласта каналами, расположенными по ее длине в щахматно порядке.
2. Го.ю.Вка но И. 1, отличающаяся тем. что, с целью предотвращения просачивания гидрошласта между стенками каналов и плунжеров, цилиндрический конец плунжеров выполнеЕ в виде полого стакана, а полость его заполнена гидропластом.
75
.Z3
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ КЛЕЙМЕНИЯИЗДЕЛИЙ | 1972 |
|
SU352694A1 |
| Устройство для клеймения | 1978 |
|
SU753516A1 |
| Клеймовочная головка | 1984 |
|
SU1180107A1 |
| Устройство для клеймения | 1979 |
|
SU902897A1 |
| Устройство для маркирования | 1975 |
|
SU579067A1 |
| Устройство для клеймения проката | 1973 |
|
SU492331A1 |
| КЛЕЙМОВОЧНАЯ ГОЛОВКА | 1973 |
|
SU369955A1 |
| МАРКИРОВОЧНОЕ УСТРОЙСТВО | 1970 |
|
SU262663A1 |
| Устройство программного управления сменой клейм в головках клеймовочной машины | 1983 |
|
SU1130423A1 |
| Клеймовочная головка | 1974 |
|
SU519244A1 |