1
Изобретение предназначено для использования в строительстве и машиностроении.
Известен способ сварки плавлением лод флюсом стержней с плоскими элементами без присадочного металла, по которому стержень устанавливаЕОт на пластину и путем отрыва его от пластины возбуждают дугу с последуюп ей осадкой.
По предлагаемому способу приваривают стержни к пластипам с нахлесткой, большей двух диаметров стержней, путем перемешения дуги по образующей стержня, сварку осуш,ествляют путем поворота стержня в процессе горения дуги относительно точки первоначального его контакта с пластиной.
Иа фиг. 1 и 2 показан первый этап сварки; на фиг. 3, 4 - флюсоудерживаюшее устройство; на фиг. 5 - второй заключительный этап сварки; на фиг. 6 - расположение стержня под углом а на первом этапе сварки; на фиг. 7 - форма конца стержня, выпол«енная для более устойчивого протекания первого этаца Сварки.
Способ заключается в следующем.
Стержень I (фиг. 1) закрепляют в зажиме 2, который соединен с одним полюсом источника питания, а пластину 3 располагают на опорном фиксаторе 4, к которому подключен другой полюс источника питания. Особеиностью этого опорного фиксатора, через который к пластине подводится ток, является то, что он находится в электрическом контакте с пластиной на конце ее, противоположном тому, па котором расположен конец стержня. Стержень своим концом, находящимся иад пластиной, соприкасается с ней.
Затем на конец стержия 1 (фиг. 3 и 4) и часть пластины 2 устанавлнвают флюсоудерживающее устройство 3 в форме овала или эллииса, длинная ось которого совнадает с осью стержня (флюсоудерживающее устройство снабжено ступенчатым вырезом (фиг. 3).
В флюсоудерживающее устройство засыпается флюс 4 (фиг. 3, 4), включают источник питания и стержень 1 вновь отводят от пластины 2 на высоту /г (фиг. 1, 2). В этот момент возбуждается дуга, и сварочный ток
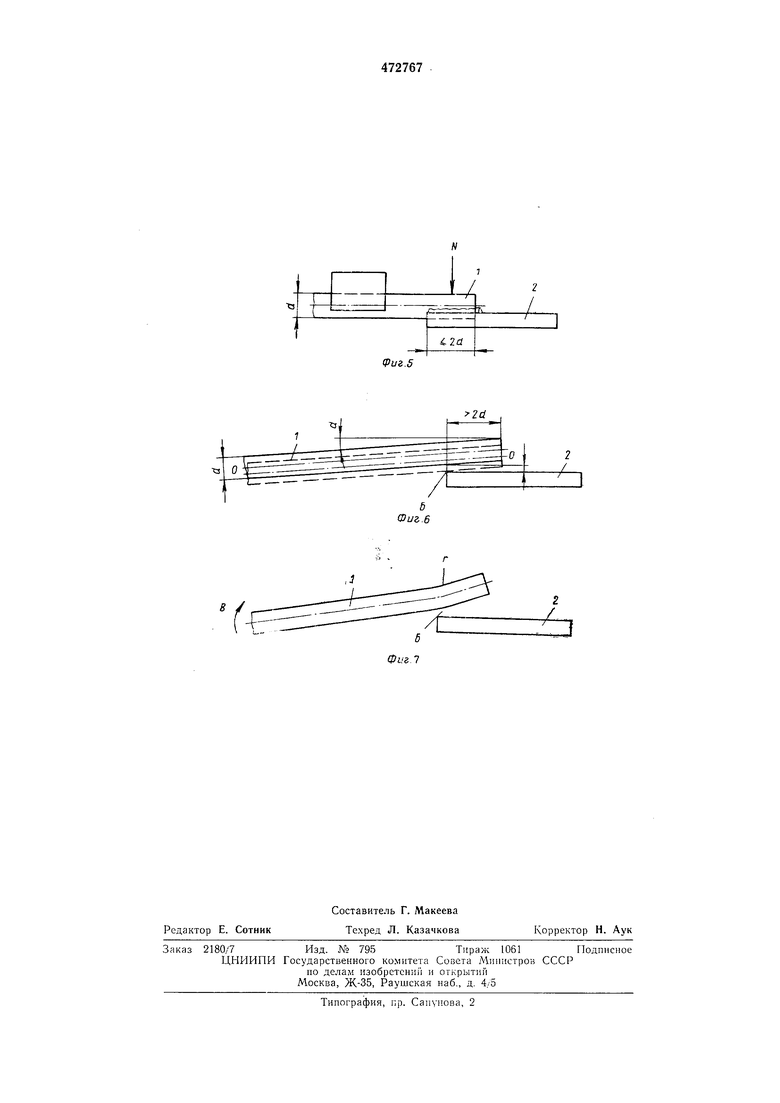
течет, как показано стрелкамп на фиг. 5.
Па следующем этапе прижимают конец стержня 1 (фиг. 5) к пластине 2 усилием .V и выключают сварочный ток. Для облегчения зажигания дуги и повыщепия стабильности ее горения стержень 1 (фиг. 6) при сборке иод сварку с величиной нахлестки располагают под углом as вводя в сопрпкосиовенпе с пластиной 2 в точке Б. В MOMeirr отрыва стержня от иластнны на высоту /г ось стержня перемен1ают
параллельно оси О-О, а в процессе сварки ось стержня поворачивают па угол от, чтобы в результате сварки ось стержня совпадала с плоскостью пластпиы.
Для облегчения зажигапия дуги и иовышения стабильности ее горения стержень 1 (фиг. 7) при сборке под сварку с величиной нахлестки / (2-3) d на конце сгибают но радиусу г, чтобы в момент прижатия он касался пластипы 2 в точке Б. После отрыва стержня и возбуждения дуги его постепенно поворачивают по стрелке В, обеспечивая постененное илавлеиие стержня по его образующей, чтобы в результате сварки ось стержня совпадала с плоскостью пластины.
4 П р е д м е т и з о б р е т е и и я
Способ сварки плавлением под флюсом стержней с плоскими элементами без присадочного металла, по которому стержень устанавливают на пластипу и путем отрыва его от пластины возбуждают дугу с последующей осадкой, о т л н ч а ю щ и и с я тем, что, с целью приварки стержней к пластинам с нахлесткой, больщей двух диаметров стержней, нутем перемещения дуги по образующей стержня, сварку осуществляют нутем новорота стержня в процессе горения дуги относительно точки первоначального его контакта с нластиной.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки | 1946 |
|
SU79775A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Устройство для удержания флюса при сварке цилиндрических поворотных изделий малого диаметра | 1983 |
|
SU1098710A1 |
| СПОСОБ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ | 2003 |
|
RU2243867C1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ автоматической сварки арматурных стержней и закладных деталей | 1985 |
|
SU1278152A1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
А-А
.it
к-.ц - :-://
)..
{,...
Zd.
