:о
00
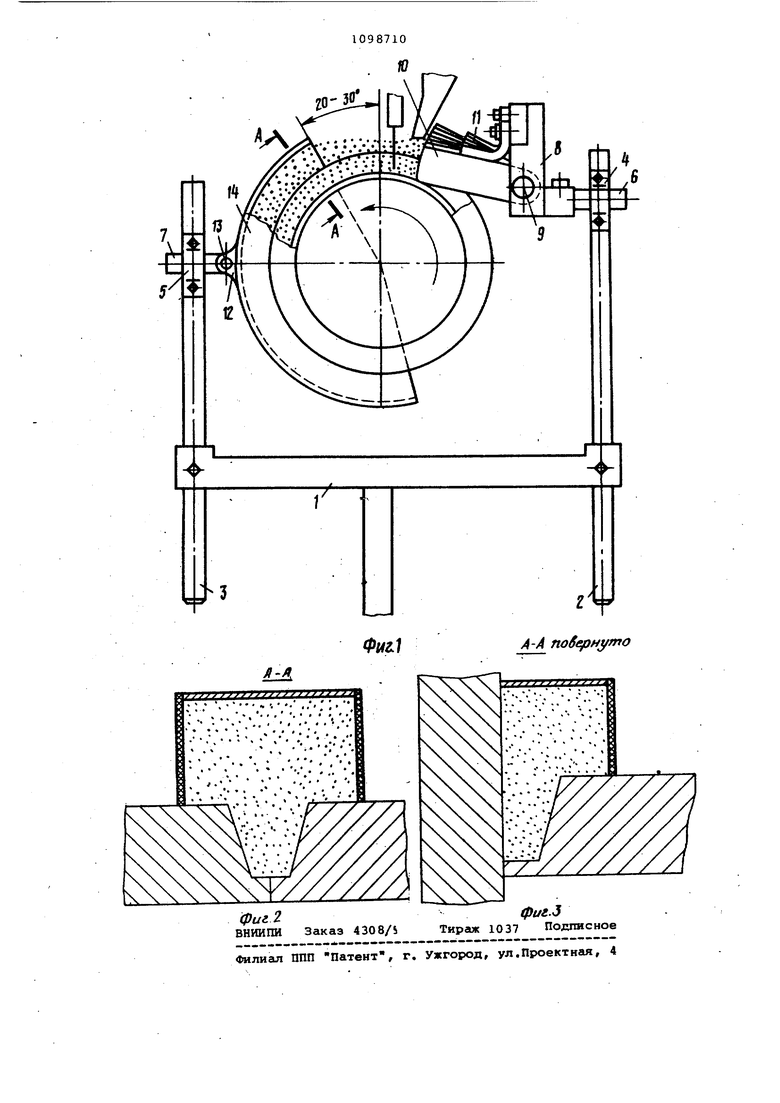
Изобретение относится к автомати ческой сварке и наплавке под слоем флюса стыковых и тавровых соединени цилиндрических изделий малых диамет ров . Известно устройство для удержани флюса при сварке цилиндрических поворотных изделий малого диаметра, с держащее установленный на кронштейн набор подпружиненных флюсоудерживающих элементов и вспомогательную детал выполненную в форме объемного кольц вого сектора с внутренней поверхнос лъю, соответствующей профилю издели Недостатком известного устройств является ненадежность удержания флю са в зоне горения сварочной дуги, так как в зазоре между флюсоудерживающими элементами набивается флюс И шлак, заклинивая смежные элементы При этом исключается возможность ин дивидуального перемещения элементов в зависимости от изменяющегося во время сварки или наплавки рельефа сварного шва и приспособление теряет свое функциональное назначение, Снижается качество сварки. Кроме то го, известное устройство не предусматривает удержание флюса, увлекаем го изделием при его вращении. Целью изобретения является повышение надежности удержания флюса. Поставленная цель достигается тем Что устройство для удержания флюса при сварке цилиндрических поворотных изделий малого диаметра, содержащее набор подпружиненных флюсоудерживаютих элементов и вспомогательную деталь, выполненную в форме объемного кольцевого сектора с внутренней поверхностью, соответствующей профилю изделия, снабжено кронштейном, на, котором вмонтированы выдвижные параллельные штанги, на каждой из которых перпендикулярно штангам установлены выдвижны2 стержни, набор флю срудерживающих элементов шарнирно зги реплен на, одном из них, каждый из этих элементов подпружинен сгииостоя-тельно, а кольцевой сектор шарнирно закреплен на другом стержне, при этом сектор ограничен дугой с центральным углом 180-210°, смещен относительно плоскости, проходящей через его центральную ось параллельно штангам, на угол 20-30° и выполнен полым с переменным сечением полости, убывающим в сторону смещения сектора, На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - сечение А-А на фиг. 1 дпя сварки стыковых соединений; на фиг, 3 - то же, дпя сварки тавровых соединений. Устройство содержит кронштейн 1, на котором смонтированы выдвижные . параллельные штанги 2 и 3, На штангах с помощью зажимов 4 и 5 установлены выдвигающиеся стержни 6 и 7. На стержне 6 с помощью щек 8 и шарнира 9 установлен набор флюсоудерживающих элементов 10, каждый из которых подпружинен самостоятельно с помощью пружин 11, На стержне 7 с помодью проушины 12 и шарнира 13 укреплен полый кольцевой сектор 14 с центральным углом 180-210°. Пределы угла являются оптимальными, так как сектор с меньшим углом не обеспечивает надежное удержание флюса в зоне сваки, а сектор с большим центральным углом мешает удалению шлаковой корки в процессе сварки. Устройство работает следующим образом. Перед сваркой кронштейн 1 со штангами 2 и 3 fcтaнaвливaeтcя в необходимое для установки флюсоудерживающих элементов 10 и сектора 14 положение, причем расположение их друг относительно друга определяется направлением вращения изделия, указанным на чертеже стрелкой (сектор устанавливается по ходу вращения изделия) . Поверхность изделия плотно охватывается полым сектором 14, при этом его устанавливают со смещением относительно вертикальной оси устройства на 20-30° с помощью зажима 5 что способствует удержанию флюса в зоне горения сварочной дуги, незавиWMO от изменяющегося рельефа шва в время сварки, так как флюс, заключен-ный в - смещенной нижней части сектора, давит в обратном направлении, что препятствует его высыпанию. Если угол i20°/ то зона сварочной ванны оказывается ограниченной, что приводит к прерыванию сварочной дуги, т.е. сварочного процесса. Если угол 30°, не обеспечивается надежное удержание флюса в зоне горения сварочной дуги. Затем с противоположной стороны изделия при помощи зажима 4 и стержня 6 устанавливаются щеки 8 с набранным комплектом флюсоудерживающих элементов 10 на расстоянии от центральной вертикгшьной оси устройства, обеспечивающим удержание флюса в зоне сварки и предотвращающим загиыкание элементов на электрод. После установки флюсоудерживающего устройства к изделию подводится электрод, засыпается флюс и производится сварка, во время которой по мере необходимости в ону горения дуги добавляется флюс из бункера сварочного автомата, Использование предлагаемого устройства позволит применить автоматическую сварку под флюсом для приварки патрубков к крышкам насосов, улучшить качество сварного соединения и снизить брак по сварке/ повысить производительность труда.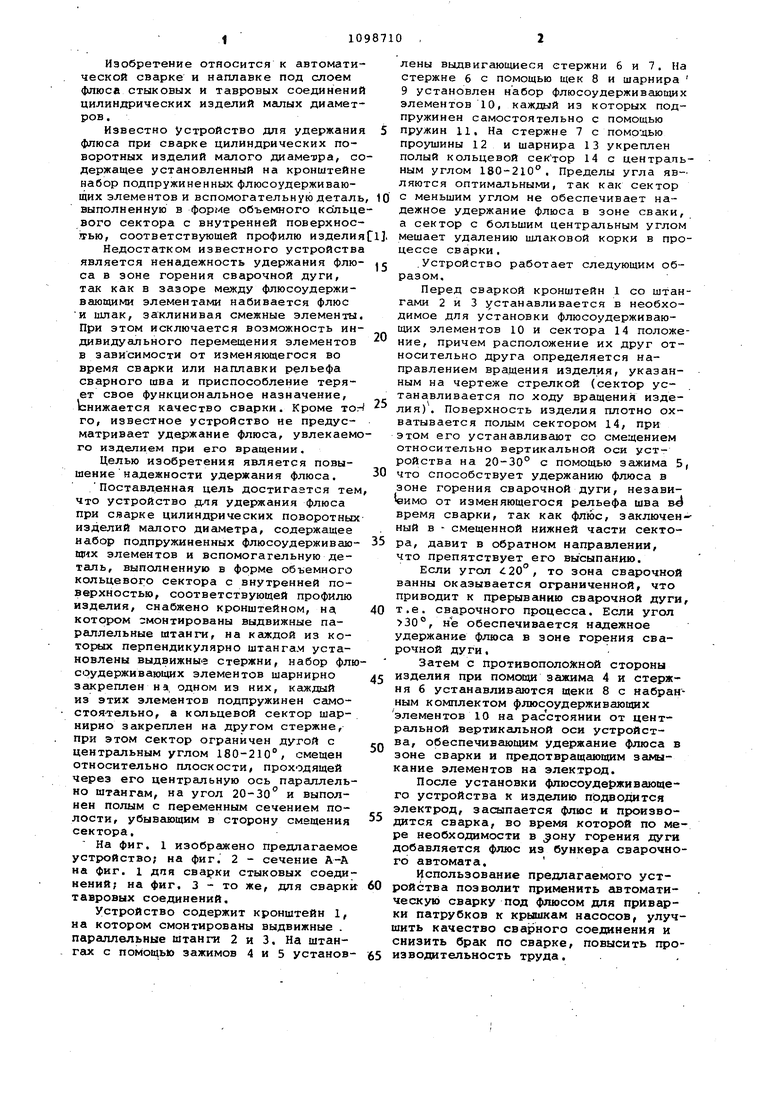
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Установка для сварки под флюсом | 1983 |
|
SU1159739A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Устройство для двухдуговой сварки | 1975 |
|
SU742088A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для удержания сварочного флюса | 1981 |
|
SU961914A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2106949C1 |
| Флюсоудерживающее устройство для автоматической сварки в вертикальном положении | 1981 |
|
SU956195A1 |
| Способ сварки плавлением под флюсом | 1972 |
|
SU472767A1 |
УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ «JHOCA ПРИ СВАРКЕ ЦИЛИНДРИЧЕСКИХ ПОВОРОТНЫХ ИЗДЕЛИЙ МАЛОГО ДИАМЕТРА, содержащее набор подпружиненных флюсоудерживающих элементов и вспомогательную деталь, выполненную в форме объемного кольцевого сектора с внут..„SU.,.JOQ8710 А 3150 В 23 К 9/18, В 23 К 37/06 : ренней поверхностью, соответствующей профилю изделия, отличающееся тем, что, с целью повышения надежности удержания , устройство снабжено кронштейном, иа ко тором с 1Юйтированы выдвижные параллельные штанги, на каждой из которых перпендикулярно штангам установлены вьсдвижные стержни, набор флюсоудерживаюпшх элементов шарнирно закреплен на одном из них, каждый из этих элементов подпружинен самостоятельно, а кольцевой сектор шарнирно эа1креплен на другом стержне, при этом сектор ограничен дугой с центральным углом 180-2ю, смещен относительно плоскости, проходящей через его цент-g ральнуго ось параллельно штангам, на угол 20-30 и выполнен полым с песл ременным сечением полости уйлвающим в сторону смещения сектора.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Флюсоудерживающее приспособление для автоматической наплавки и сварки цилиндрических деталей небольших диаметров | 1950 |
|
SU90162A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
