2.Установка по п. 1, от л и,ч а ю .щ а я с я теМ, что каждая
каретка связана с нижней балкой сваро-чной машины параллельными тягами, образующими с балкой шарнирные параллелограммы.
3.Установка по п.1, отличающаяся тем, что нижняя бака снабжена приводом вертикального перемещенияf /выполненным в виде кривошипно-шатунного механизма, установленного в зоне верхней балки сварочной машины.
4.Установка по п. 1, о т л и.чающаяся тем, что формующее устройство имеет привод, выполненный в виде пневмоцилиндра, установленного на основании и связанного штоком с первой кареткой.
5.Установка по п. 1, отличающаяся тем, что каждая из кареток снабжена средством для фиксации каркаса, имеющим двуплечий рычаг и пневмоцилиндр,.
6.Установка по п. 1, отличающаяся тем, что другая каретка снабжена дополнительной сварочной машиной.
7.Установка. по п. 1, о т л ичающаяся тем,что она снабжена установленной на станине перед другой кареткой сеткосварочной машиной,

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Устройство для подачи поперечных прутков в зону сварки | 1986 |
|
SU1495038A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1255339A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
1. УСТАНОВ1СА ДЛЯ -ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ, содержащая установленные на станине формующее устройство, имеющее каретку, сварочную машину с верхней и нижней балками, несущими электроды, о тличающаяся тем, чту, с целью расширения технологических возможностей, формующее устройство установлено на основании с возможностью воэврат-но-поступательного перемещения относительно оси каркаса и снабжено другой кареткой, установленной с возможностью взаимодействия с первой кареткой посредством нижней- балки сварочной машины,, размещенной на этой каретке, причем нижняя балка выполнена с возможное- . (9 тью вертикального перемещения. (Л :о :л
Изобретение относится к сварочной технике, а более конкретно - к установкам для изготовления с помощью сварки пространственных арматур ных каркасов, применяемых в строительных конструкциях типа плит, балок , колонн и т.п. Известна установка для изготовления арматурных каркасов, представляющая собой многоэлектродную сварочну машину, предназначенную для изготовления проволочной плоской сетки, кот рую затем ручной сваркой преобразуют в пространственный армокаркас, приваривая к ней анёшогичную сетку с помощью вертикальных стоек или равных им по высоте сеток. Этот.способ изготовления один из наиболее распространенных в настоящее время, несмотря на весьма низкую производительность из-за большой доли ручного труда на сборочной и сварочной oneрациях. Кроме того, такой способ при крупносерийиом производстве прак тически реализуется поточной линией с мaшинны aI сеткосварочными участками в сочетании со сборочными и сва:ро ными постами с применением ручного труда 1 . Недостатком этой установки яззлйется то, что такие линии занимают значительные производственные площади и требуют их оснгоцения высокЬпрои водительиыми подъемно-тр нспортныьш механизмсЦФ. Известна также установка для изготовления арматурных каркасов, в которой формунхцее устройство представляет собой пару валков, снабженных радиальными штырями, между кото. рьот пропускают проволоку, формиру1 емую вследствие этого в змейку f Недостатком такой установки является жесткость параметров шага и высоты элементов змейки, которая происходит из-за невозможности регулирования собственного формующего устройства. Известна установка для изготовления арматурных каркасов, представля-; надаЯ собой рамное жесткое основание, на котором последовательно ходу тех-, нологического процесса расположены : приемное устройство, предназначенное для поддержания и направления проволок, идущих от правильных механизмов ; формующее устройство, осуществлякхцее формование средней проволоки в змейку « представляющее . собой подвижную раму, содержащую пневмоцилиндр с направляющими, на котором закреплена стойка, шарнирно связанная рычагами с другой стойкой, снабженной,как и первая, переч движными хомутами с калеными штырями J зсосватное устройство, обеспечивав кщее захват сформированного участка проволоки} подвижная каретка, несущая на себе захватное устройство и осуществляющая перемещение сфор мированной змейки на шаг и протаскивание при этом всех трех проволок через правильные устройства сварочная машина, содержащая верхнюю и нижнюю бгшки с закрепленными на них электродами, электрически свя- , занНыми со сварочными трансформа- i торами 3 ., Недостатком известного решения , является его конструктивная сложHQpTb, обусловленная наличием ряда функционально самостоятельных узлов, расположенных по ходу техноло гического процесса. Кроме того, известная установка не дает возможности изготовления пространственных армокаркасов, Цель изобретения - расширение технологических возможностей. Цель достигается тем, что формующее устройство размещено на осно вании с возможностью возвратно-поступательного перемещения относитель нр оси каркаса и снабжено другой кареткой, установленной с возможное тью взаимодействия с первой кареткой посредством нижней балки свароч ной машины, размещенной на этой каретке, причем нижняя балка выполнена с.возможностью вертикального перемещения, кроме того, каждая карет ка связана с нижней балкой сварочной машины параллельнь1ми тягами, об разующими с балкой шарнирные паргшлелограммы, а нижняя балка снабжена приводом вертикального ггеремещения:, . выполненным в виде кривошипно-шатун ного механизма, установленного в зо верхней бсшки сваррчной машины. Кроме того, формующее устройство имеет привод, выполненный в виде пнёвмЬцилиндра,. установленного на основании и связанного штоком с первой кареткой, и к-аждая из кареток снабжена средством для фиксации каркаса, имеющим двуплечий рычаг и пнев мрцилиндр, а другая каретка снабжена дополнительной сварочной машиной при этом установка снабжена установленной на станине перед другой кареткой сеткосварочной Машиной. Такая конструкция установки в целом обеспечивает изготовление пространственных армокаркасов, так как не создается проЪлеьвл вывода формующего устройства из зоны армокаркаса после формования сетки в змейку. . . На, фиг, 1 изображена предлагаемая установка, общий вид; на фиг. 2- циклограмма, поясняющая техиологичес кий процесс изготовления пространстX венного армокаркаса на предлагаемой установке. Установка состоит из основания 1 выполненного в виде сварной жесткой рамы, на которой закреплены на- правляквдие 2, ориентированные в направлении перемещения каркаса. В этих направляющих 2 установлены каретки 3 и 4. На каретке 4 смонтиро вана сварочная машина, имеющая корпус 5, верхнюю 6 и нижнюю 7 балки; На балках 6 и 7 установлены свароч ные электроды, связанные электрически с трансформаторами (не показаны) . Нижняя бапка .7 сварочной машины установлена с возможностью вертикального перемещения и связана с кареткой 4, а точнее с расположенной на ней опорой 8, с помрцью , параллельных тяг 9, образующих с балкой .7 шарнирный параллелограмм. Посредством такого же параллелограмма нижняя балка 7 связана и со второй кареткой 3, на которой установлена дополнительная сварочная машина 10. Каретки 3 и 4 со всем размещенным на них оборудованием образуют формующее устройство и снабжены пневмоцилиндром 11, установленным ; на основании 1, шток 12 которого связан с кареткой 4, несущей сварочную машину с подвижной нижней балкой 7. Последняя, как указывалось выше, выполнена подвижной в вертикальном направлении, что достигается путем подвески этой балки 7 на связи 13, являющейся шатуном кривошипно-шатунного механизма 14, -вклк чающего силовой пнёвмоцилинд 15, и закрепленного на корпусе 5 сварочной машины в зоне верхней электрюдной балки 6. Каждая из каретрк 3 и 4 снабжена средством фиксации армокаркаса за поперечный пруток сварочной сетки , которое выполнено в виде поворотного двуплечего рычага 16, связанного с пневмоцилиндром 17. Двуплечие рычаги 16, установленные на каретке 4, предназначенные для фиксации сваренной части армокаркаса за поперечный пруток в момент формирования змейки, а также для сцепления с каркасом при перемещении его на шаг в процессе изготовления. Двуплечие рычаги 16, установленные на.каретке 3,предназначены для фиксации поперечного прутка .22, расположенного между электродами машины 10, в момент формирования змейки. На основании 1 размещена также сеткосварочная машина 18, предшествующая каретке 3. За кареткой 4 по ходу технологического процесса изготовления армокаркаса расположены роликовые направляющие 19 и дисковые «ожи 20, предназначенные для . резки пространственного армокарка- . са, образуемого из сетки 21 с поперечными прутками 22 и продольными . связями вершин змейки верхней 23 и нижней 24. Перед началом работы в устанойку через правильные устройства заводят продольные проволоки 23 - 25, причем проволоки 24 и 25 располагают над нижними электродгииш маин 18 и 10, а проволоку 23 - под верхними электродами балки 6 машины, установленной на каретке 4. Установка для изготовления арматурных каркасов работает следующим образом. На сеткосварочной машине 18 нарабатывают сетку 21 приваркой попереч ных прутков 22 к продольным проволокам 25 и вводят ее в зону сварочной машины, расположеннсЯ) на каретке 4, пропускаемой через зону дополнительной сварочной машины 10, установленной на каретке 3.
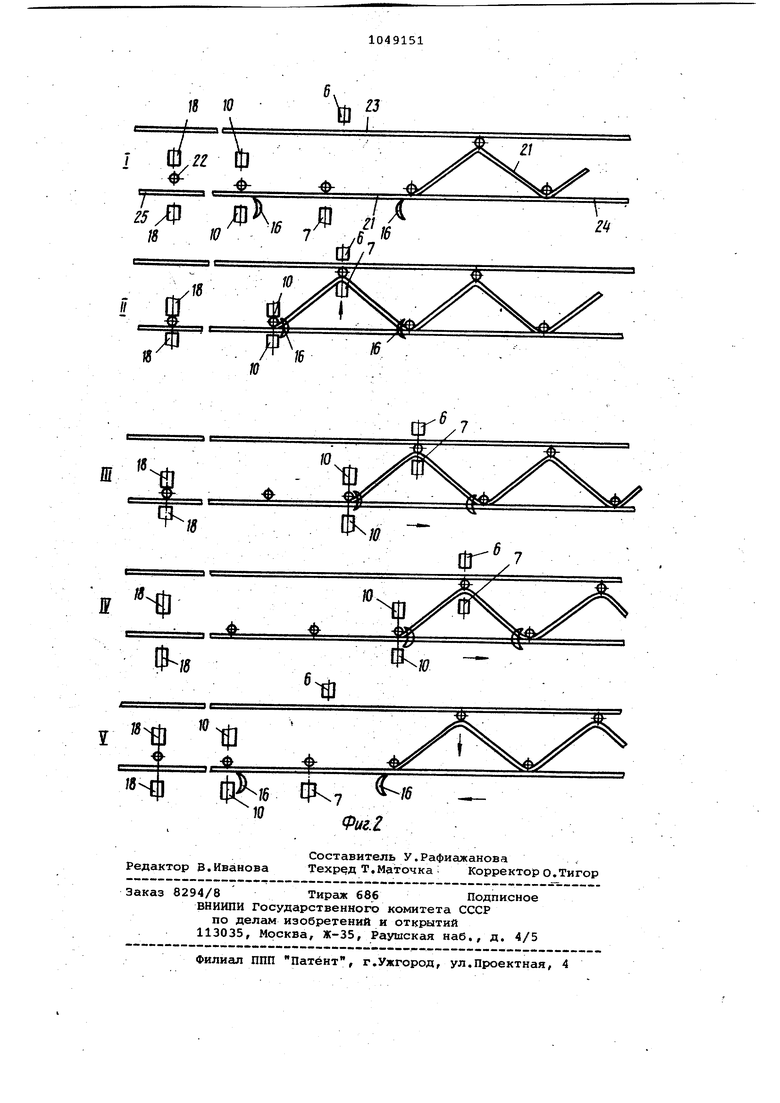
Перед началом очередного рабочего цикла один из поперечных прутков сваренной сетки оказывается между электродами машины 10 для последующей его фиксации рычагами 16 и привар-ки к продольным проволокам 24, другой над электродами бгшки 7, третий - в зоне опоры 8 для последующей фиксаци его рычагами 16..В зону сварки машины 18 подается очередной поперечный пруток 22,
Описанная выше ситуация соответствует положению(фиг. 2).
Очередной рабочий цикл начинается с захвата поперечных прутков 22 двуплечими рычагами 16, расположенными На каретках 3 и 4 (положение П на фиг. 2), фиксируя сва, ренную сетку 21 перед ее формовкой.
Под действием силового пневмоцилиндра 15 кривощипно-шатунный механизм 14 поднимает нижнюю балку 7 вверх, формируя таким образом сваренную сетку 21 в змейку, при этом каретка 4 удерживается неподвижно пневмоцилиндром 11, а каретка 3 подтягивается к каретке 4, следовательно перемещается на некоторое расстояние и часть сетки 21, расположенная в зоне машин 18 и 10.
После формирования змейки осуществляются сварочные операции всеми имеющимися в установке мшиинами, т.е. машиной, установленной на каретке 4, приваривают поперечный прУток сетки 21 к продольным проволокам 23, дополнительной машиной 10 приваривают сетку 21 к нижним проволокам 24, а на сеткосварочной машине приваривают очередной поперечный пруток 22 к продольным проволоКам, после чего каркас перемещается на
величину, равную заданному расстоянию между поперечными прутками 22 сетки 21.
Перемещение каркаса осуществляется пневмоцилиндром 11-, воздействукхцим через шток 12 на каретку 4, на которой установлены двуплечие рычаги 16,.сцепленные с поперечным прутком каркаса. Перемещается также и каретка 3, связанная с кареткой 4 тягами 9.
После перемещения каркаса на заданный шаг подается очередной поперечный пруток 22 и затем осуществляется его приварка к продольным проволокам 25 (положение 111 на фиг. 2), Затем каркас вторично перемещается пневмоцилиндром 11 на величину, равную разности между шагом змейки и шагом сетки 21 (положение IV на фиг. 2). Рабочий цикл заканчивается возвратом механизмов в исходное положение, т.е. двуплечие рычаги 16 разцепляются с каркасом, балка 7 занимает нижнее положение (при этом каркас 3 отходит влево фиг. 1), пневмоцилиндр 11 перемещает каретки 3 и 4 с установленными на них сварочными мгииинами влево на расстояние, равное шагу змейки (положение V на фиг. 2).
все механизмы установки приходят в исходное перед началом очередного рабочего цикла положение, при этом сварочные электроды машин, установленных на каретках 3 и 4, располагаются относительно определенных поперечных прутков сетки 21 (положение 1 на фиг. 2).
Изготовленный армокаркас режут дисковыми ножницами на отрезки мерной длины.
I
Изобретение полностью автоматизирует изготовление пространственных армокаркасов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПРОИЗВОДСТВА АРОМАТИЗИРОВАННОГО ЯКОНО-ВИНОГРАДНОГО НАПИТКА | 2009 |
|
RU2390174C1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ закалки пил | 1915 |
|
SU140A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ предохранения аэростатов и дирижаблей от атмосферных разрядов | 1925 |
|
SU1957A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
