Изобретение относится к области механизированного изготовления арматурных каркасов железобетонных изделий.
Известны установки, содержащие устройство для контактной точечной сварки и установленные на станине механизмы подачи поиеречных стержней и шаговой подачи каркаса. Однако недостатком таких устройств является невысокая производительность и малая точность сборки каркаса.
Предложенная установка для изготовления каркасов, преимуидественно пространственных, отличается от известных тем, что, с целью повышения производительности и точной сборки под сварку, механизм подачи поперечных стержней выполнен в виде снабженных подающими пневмоцилиндрами сдвоенной вертикальной кассеты с расположенными на разных уровнях поперечными стержнями, соответствуюпи-ix им штанг-отсекателей, зажимного устройства и подпружиненных призм с зашелками, установленных с возможностью иеремеш,ения на роликах по пазам копиров, смонтированных на штоке соответствующего нневмоцилиндра и обеспечиваюш,их подачу поперечных стержней под электроды сварочного устройства. Кроме того, механизм шаговой подачи каркаса выполиен в виде жестко связанных между собой рам, несущих зажимные гидроцилиндры и установлеиных с возможностью перемещения под действием гидроцилиндра шаговой подачи.
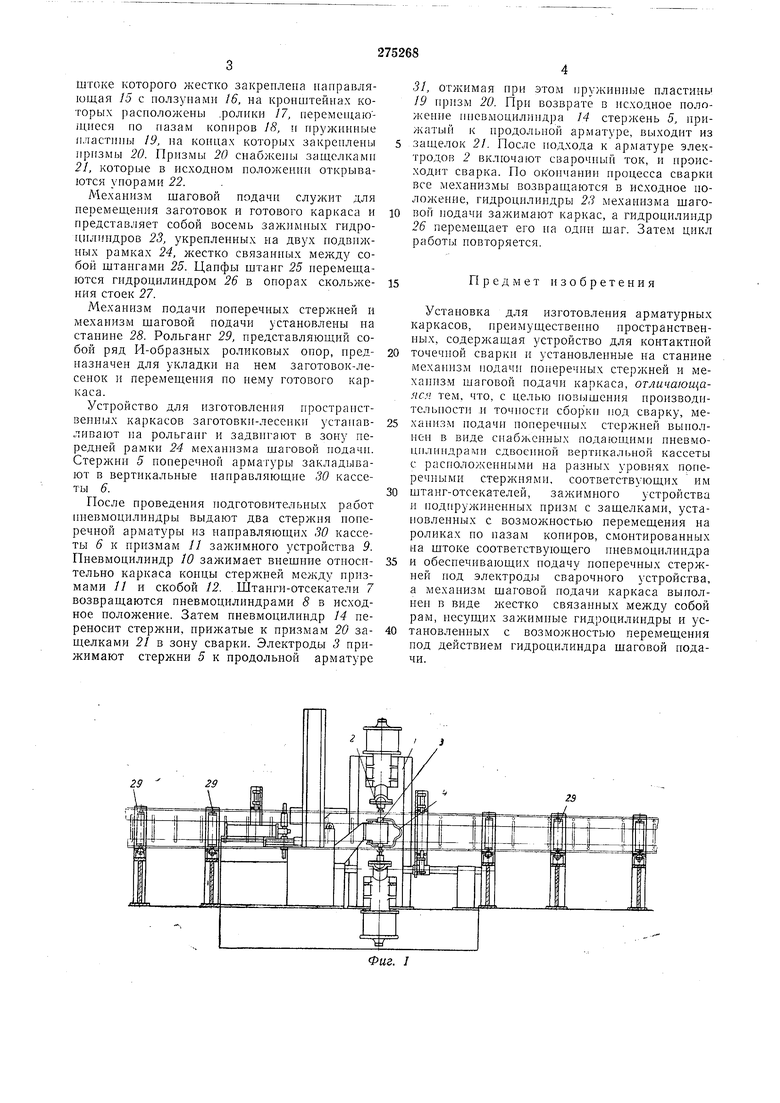
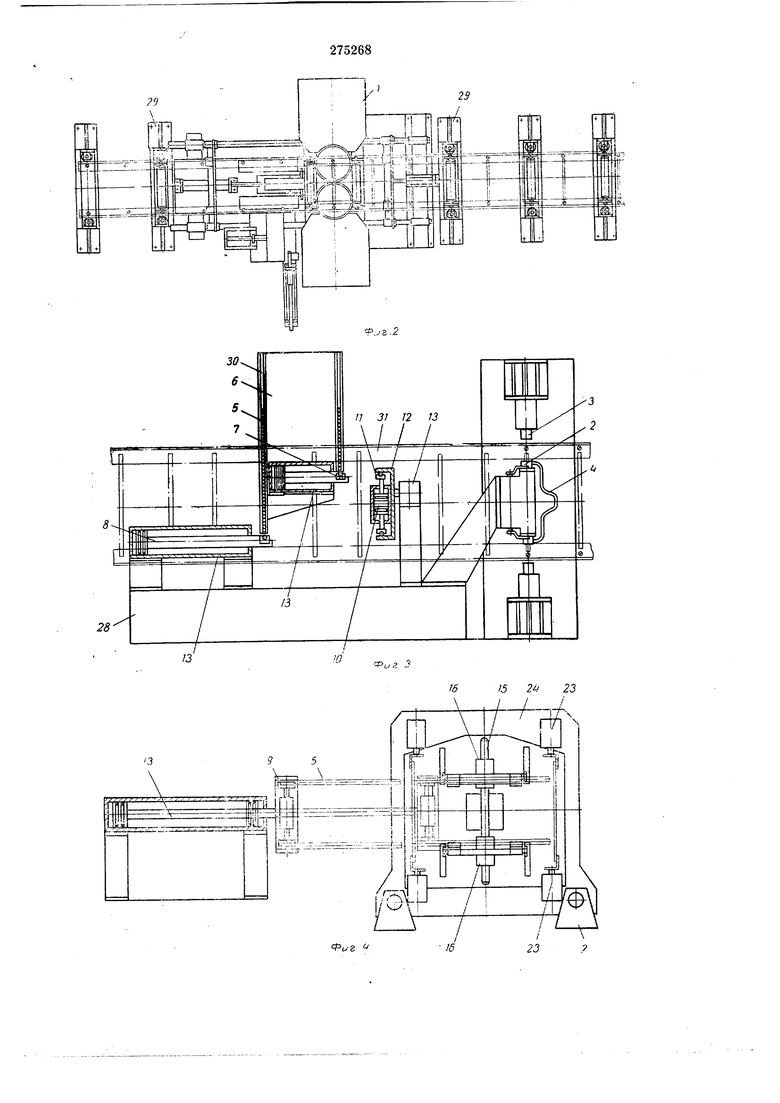
На фиг. 1 схематично изображена описываемая установка в нродольном разрезе, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - поперечный разрез кассеты зажимного устройства и устройство для контактной сварки; на фиг. 4 - пневмоцилиндр и зажимное устройство, разрез; на фиг. о - разрез
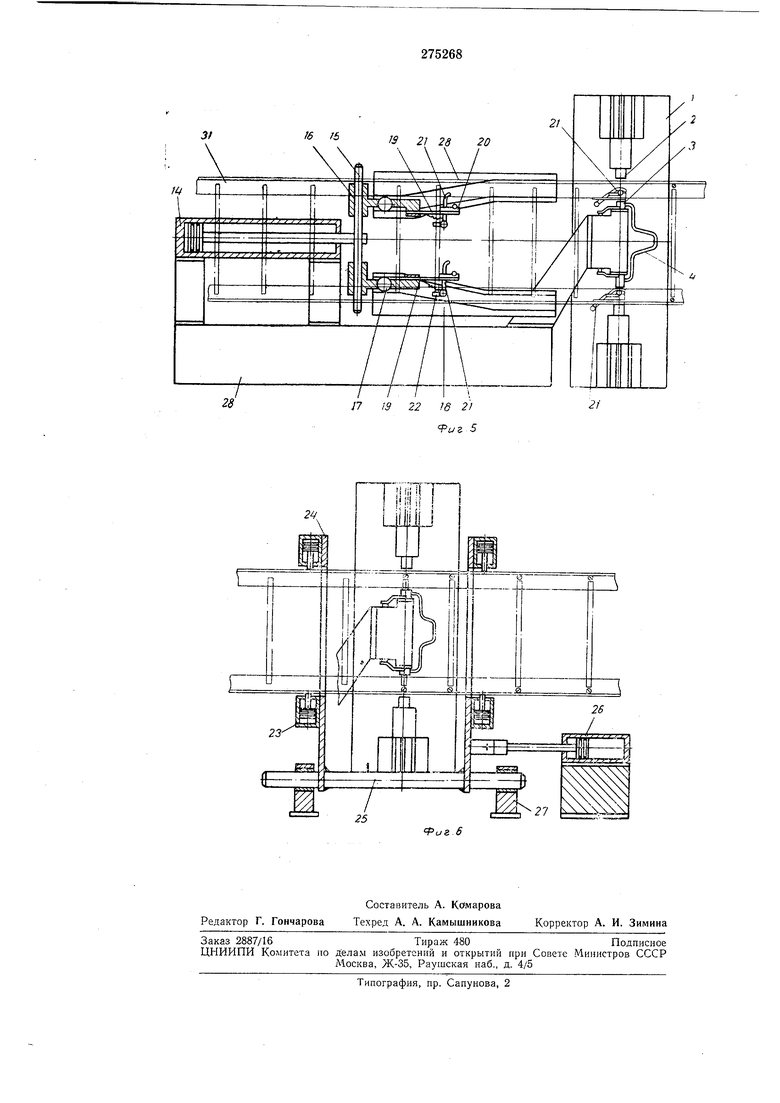
устройства для контактной сварки и призм с
зашелками; на фиг. б - механизм шаговой
подачи в разрезе и устройство для контактной
сварки.
Устройство / для контактной точечной сварки состоит из наружных 2 и внутренних 3 сварочных электродов, расположенных друг против друга симметрично относительно продольной оси свариваемого каркаса, при этом внутренние электроды 3 попарно соединены
между собой медными шинами 4. Механизм подачи поперечных стержней 5 включает в себя вертикальную сдвоенную кассету 6 и штанги-отсекатели 7, связанные с пневмоцилиндром 8. Зажимное устройство 9 выполнено в виде сдвоенного нневмоцилиндра 10, на штоках которого закреплены призмы 11, прижимаюшие внешний относительно каркаса конец стержня к скобе 12. Зал имное устройство связано с пнезмоцилиндром 13. Мехаштоке которого жестко закреплена направляющая /5 с ползунами 16, на кронштейнах которых расположены .ролнкн П, неремен1.ающпеся по пазам копиров 18, п пружннные пластины 19, на концах которых закреплены прнзмы 20. Призмы 20 снабжены защелкамн 21, которые в исходном ноложенни открываются упорами 22.
Механизм шаговой нодачн служит для неремешения заготовок и готового каркаса и представляет собой восемь зажимных гидропилиндров 23, укрепленных на двух подвижных рамках 24, жестко связанных между собой штангами 25. Цанфы штанг 25 неремеш;аются гндроцилиндром 26 в опорах скольжения стоек 27.
Механизм подачи поперечных стержней и механизм шаговой подачн установлены на станине 28. Рольганг 29, представляюш,ий собой ряд И-образных роликовых опор, предназначен для укладки на нем заготовок-лесенок и перемещения но нему готового каркаса.
Устройство для изготовления пространственных каркасов заготовкн-лесенки устанавливают на рольганг и задвнгают в зону передней рамки 24 механизма шаговой подачн. Стержни 5 поперечной арматуры закладывают в вертикальные наиравляющие 30 кассеты 6.
После проведения подготовительных работ пневмоцилиндры выдают два стержня ноперечной арматуры из направляющих 30 кассеты 6 к призмам // зажимного устройства 9. Пневмоцнлиндр 10 зал имает внешние относительно каркаса концы стержней между призмами // и скобой 12. . Штанги-отсекатели 7 возвращаются пневмоцилнндрами 8 в исходное положение. Затем нневмоцилиндр 14 переносит стержни, прижатые к призмам 20 защелками 21 в зону сварки. Электроды 3 прижимают стержни 5 к продольной арматуре
31, отжимая при этом пружинные пластины 19 призм 20. При возврате в исходное ноложенпе гп1евмоцилипдра 14 стержень 5, нрижатый к нродольпой арматуре, выходит из защелок 21. После подхода к арматуре электродов 2 включают сварочный ток, и проис.ходит сварка. По оКончапин процесса сварки все механизмы возвращаются в исходное положение, гидроцилиндры 23 механизма шаговой нодачи зажимают каркас, а гидроцнлиндр 26 перемещает его на один шаг. Затем цикл работы повторяется.
Предмет изобретения
Установка для изготовления арматурных каркасов, преимущественно иространственных, содержащая устройство для контактной
точечной сварки и установленные на станине механизм нодачи поперечных стержней и механизм шаговой подачи каркаса, отличающаяся тем, что, с целью повышения нронзводительиостн .и точности еборкп под сварку, механизм нодачи иоперечиых стержней вынолнеп в виде снабженных подающими пневмоцплппдрами сдвоенной вертикал1)НОЙ кассеты с расположенными иа разных уровнях поперечными стержнями, соответствующих нм
штанг-отсекателей, зажимного устройства и подпружиненных призм с защелками, устаповлеиных с возможностью неремещения на роликах но пазам кониров, смонтированных на штоке соответствующего пневмоцилиндра
и обеспечивающих подачу поперечных стержней под электроды сварочного устройства, а механизм щаговой подачи каркаса выполнен в виде жестко связанных между собой рам, несущих зажимные гидроцилиндры и установленных с возможностью перемещения под действием гидроцнлиндра шаговой подачи.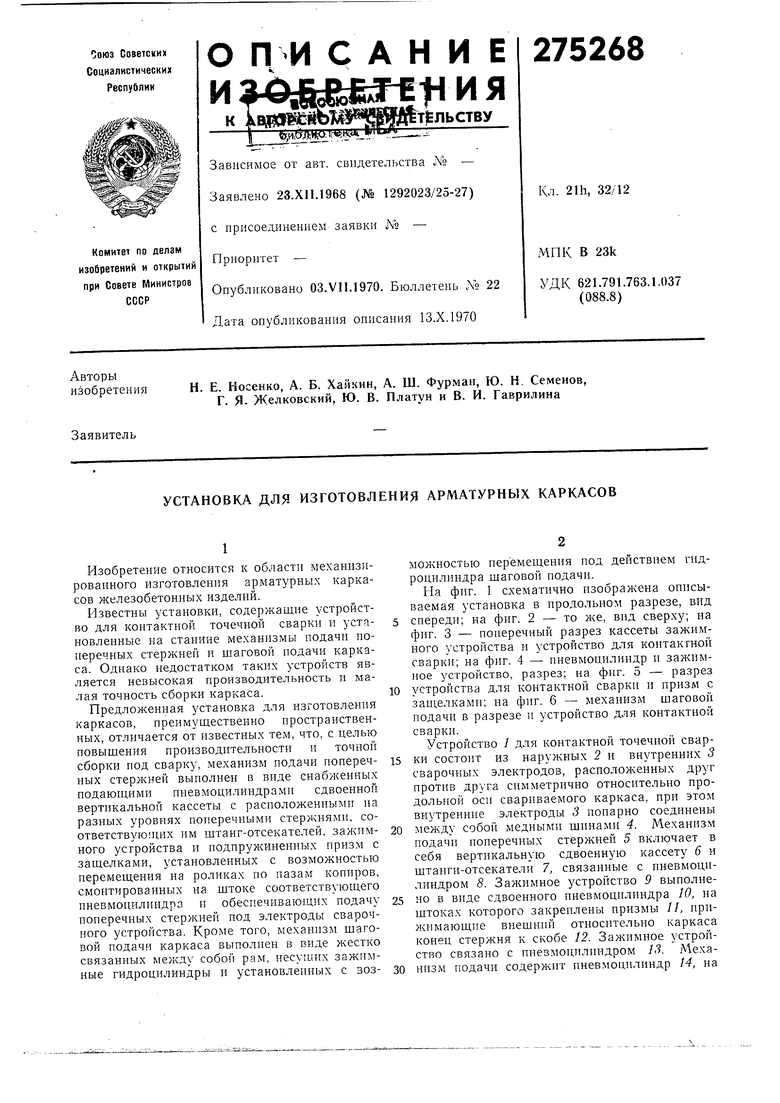
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ШИРОКИХ СЕТОК | 1969 |
|
SU247433A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| Устройство для сварки пространственных арматурных каркасов | 1972 |
|
SU472768A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
2 I I I 17 19 22 16 21 иг 5
