1
Изобретение относится к заточным станкам и может быть использовано для автоматизированной заточки многолезвийного режущего инструмента.
Известны устройства для заточки многолезвийного инструмента, например фасонных фрез с прерывистой режущей кромкой, снабженные механизмом прижима зуба фрезы к неподвижно закрепленной на шлифовальной бабке упорке и следящим копиром, взаимодействующим через конирный ролик с указанным механизмом.
Однако такие устройства невозможно использовать для автоматической заточки инструмента с переменным шагом зубьев.
Цель изобретения - обеспечение автоматической заточки инструмента как с постоянным, так и с переменным шагом.
Для этого предлагаемое устройство снабжено несущей копировальный ролик ползушкой, которая связана с механизмом прижима зуба фрезы к унорке с возможностью фиксации ползушки относительно этого механизма с помощью гидрозажима.
Для сохранения постоянного зазора между копирным роликом и следящим копиром при обработке каждого зуба фрезы на следящем копире предусмотрена установочная площадка.
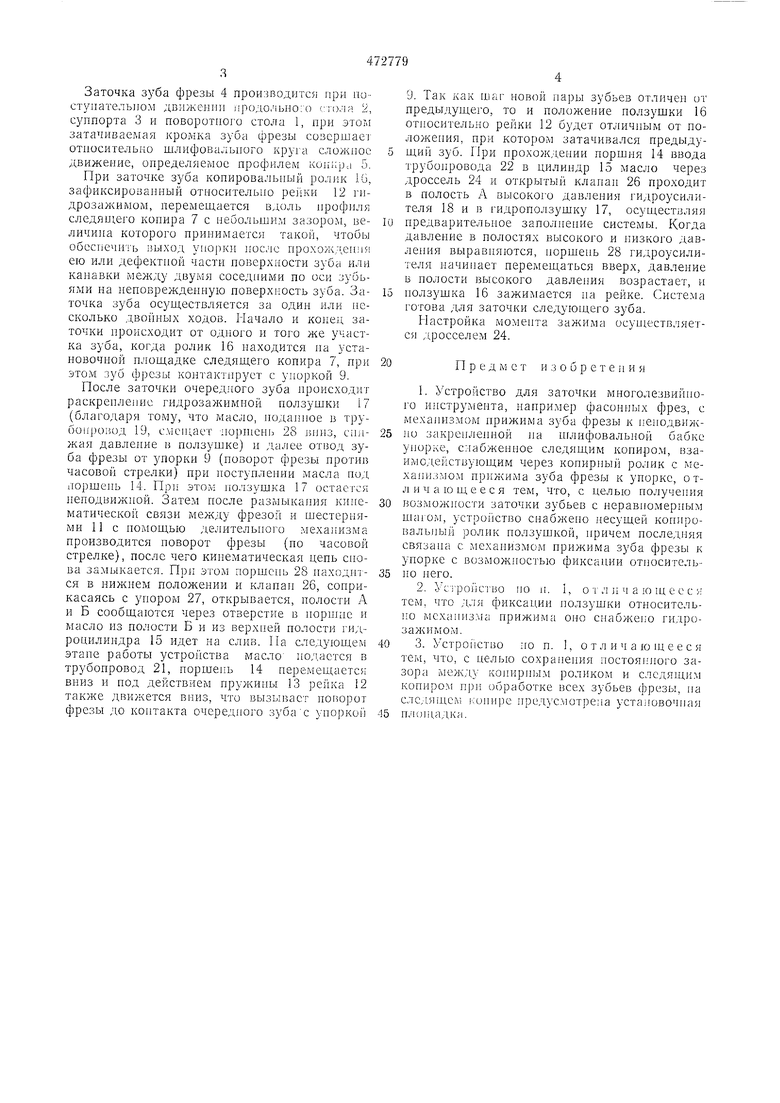
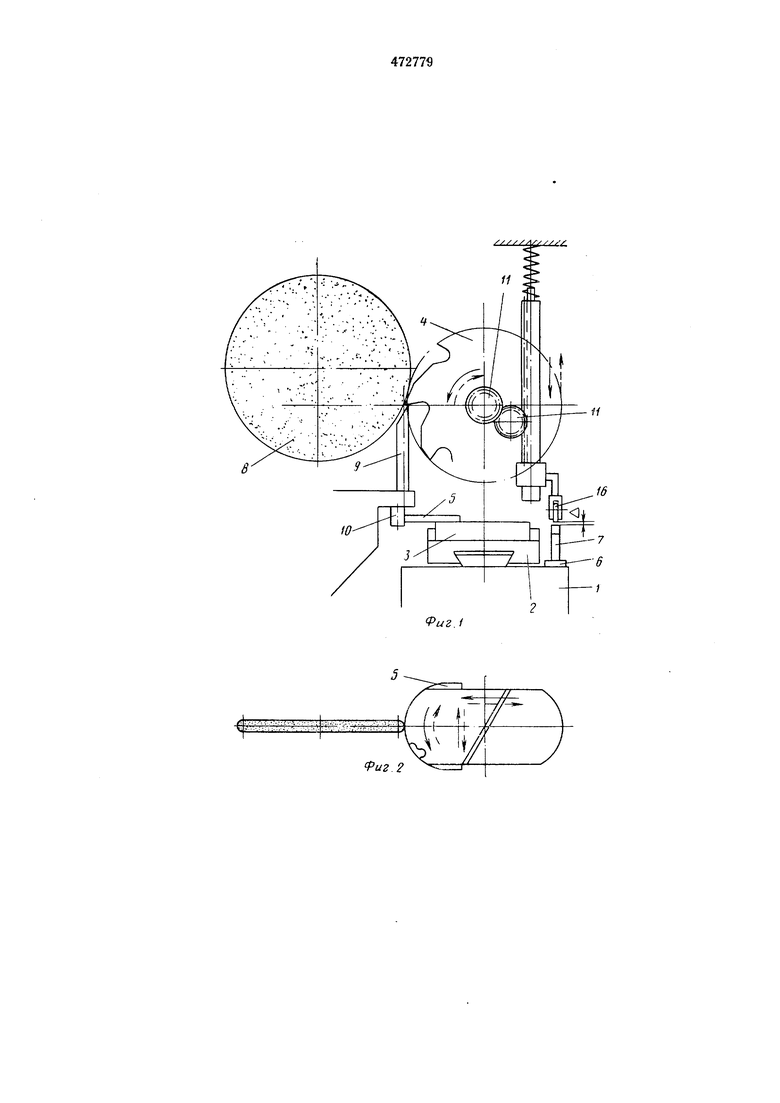
Иа фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - схема относительных движенией щлифовального круга и детали; на фиг. 3 - гидросхема узла зажима ползушки и сопряженные с ней элементы. Устройство состоит из поворотного стола 1, на котором установлен продольный стол 2, несущий поперечный суппорт 3. На нем установлены бабки с затачиваемым инструментом 4
и копир 5. На столе 1 установлен также столик 6 со следящим копиром 7. На кронштейне шлифовальной бабки под шлифовальным кругом 8 закреплены упорка 9 н копнрный палец 10.
В одной из центровых бабок смонтирован механизм для поджатия зуба фрезы п унорке, состоящий из шестерен И и рейки 12, связанной через пружнну 13 и шток с поршнем 14 гидроцилиндра 15. На нижний конец рейки установлена несушая копирный ролик 16 гидрозажимная нолзушка 17, гидравлически связанная через гидроусилитель 18 с гидросистемой стенка. Гидроусилитель связан с гидроцилиндром 15 трубопроводами 19-23.
На трубопроводе 22 установлен дроссель 24 н обратный кланан 25. Нолостн высокого н низкого давления гидроуснлителя соединяются отверстием, в нижней частн которого расположен обратный кланан 26; ниже клапана
26 установлен унор 27.
Заточка фрезы 4 производится при поступателыюм движении |родо,мы-ю:о столя 2, суппорта 3 и поворотного стола 1, при этом затачиваемая кромка зуба фрезы совершает отиосительао шлифовального круга сложное /.вижеиие, определяемое профилем Koiii;p,i 5.
При заточке ззба копирова.чьиый ролик 1G, зафиксированный отноеителыю peiiKH 12 гидрозажиыом, перемещается вдолв ирофпля следяи1е О коиира 7 с иебольшим зазором, величина которого принимается такой, чтобы обеспечи1ь 1ыход упорки иосло нрохож;,еиия ею или дефектной части поверхности зуба или канавки между двумя еоседиими по оси зубьями иа неповрежденную поверхность зуба. Заточка зуба осуществляется за один или несколько дво11иых ходов. Начало и конец заточки нроисходит от одного и того же участка зуба, когда ролик 16 находится на устаноБОЧпой нлощадке следящего копира 7, при этом зуб фрезы контактнрует с уиоркой 9.
После заточки очередного зуба ироисходнт раскренлеиие гидрозажимной ползугики 17 (благодаря тому, что масло, ноданное в трубопровод 19. смеи1,ает поршень 28 низ, снижая давление в ползугпке) и далее отвод зуба фрезы от упорки 9 (новорот фрезы нротив часовой стрелки) при поступлении масла под поршень 14. При этом нолзушка 17 остается неподвижной. Затем после размыкания кипематическо связи между фрезой и шестерпями 11 с помощью делительного механизма производитея поворот фрезы (по часовой стрелке), после чего кинематическая цепь снова замыкается. При этом поршень 28 находится в нижнем положении и клапан 26, соприкасаясь с упором 27, открывается, полостн А и Б сообщаются через отверстие в поршне и масло из полости Б и из верхней полости гидроцилиидра 15 идет на слив. Иа следующем этапе работы устройства масло подается в трубопровод 21, порщень 14 перемещается вниз и под действием пружипы 13 peiiKa 12 также движется вниз, что вызывает поворот фрезы до контакта очередного зубас упоркой
9. Так как таг новой пары зубьев отличен от предыдущего, то и положение ползущки 16 относительно рейки 12 будет отличным от положепия, при котором затачивался предыдущий зуб. При прохождепии поршпя 14 ввода трубопровода 22 в цилипдр 15 масло через дроссель 24 и открытый клапан 26 проходит в полость А высокого давления гидроусилителя 18 и в гидрополззшку 17, осуществляя предварительное заполнение системы. Когда давлеиие в полостях высокого и низкого давлеиия выравняются, норшепь 28 гидроусилителя начинает перемещаться вверх, давление в полости высокого давления возрастает, и иолзушка 16 зажимается иа рейке. Система готова для заточки следующ.его зуба.
Настройка момеита зажима осуп1ествляется дросселем 24.
П р е д м е т и з обретения
1.Устройство для заточки многолезвийного инструмента, например фасонных фрез, с механизмом прижима зуба фрезы к неподвижно закреилеппой па пкаифовальпой бабке упорке, снабженное следящим копиром, взаимодействующим через копирпый ролик с механизмом прижима зуба фрезы к упорке, отличающееся тем, Что, с целью получения возможности заточки зубьев с неравномерным HiaiOM, ycTpoiicTBo снабжено несущей коппровальпый ролнк ползушкой, причем последняя связана с мехаиизмом прижима зуба фрезы к упорке с возможностью фиксации отпосительно него.
2.ycrpoiiCTBO но н. I, отличающееся тем, что д;1я фиксации иолзушки относительно механизма нрнжима оно снабжено гидрозал имом.
3.YcrpoiiCTBO по п. 1, о т л и ч а ю пд е е с я тем, что, с целью сохрапения постоянного зазора между конирным роликом и следянги.м копиром npii обработке всех зубьев фрезы, па следяи1ел копире предусмотрена установочная пл()111,адка.
а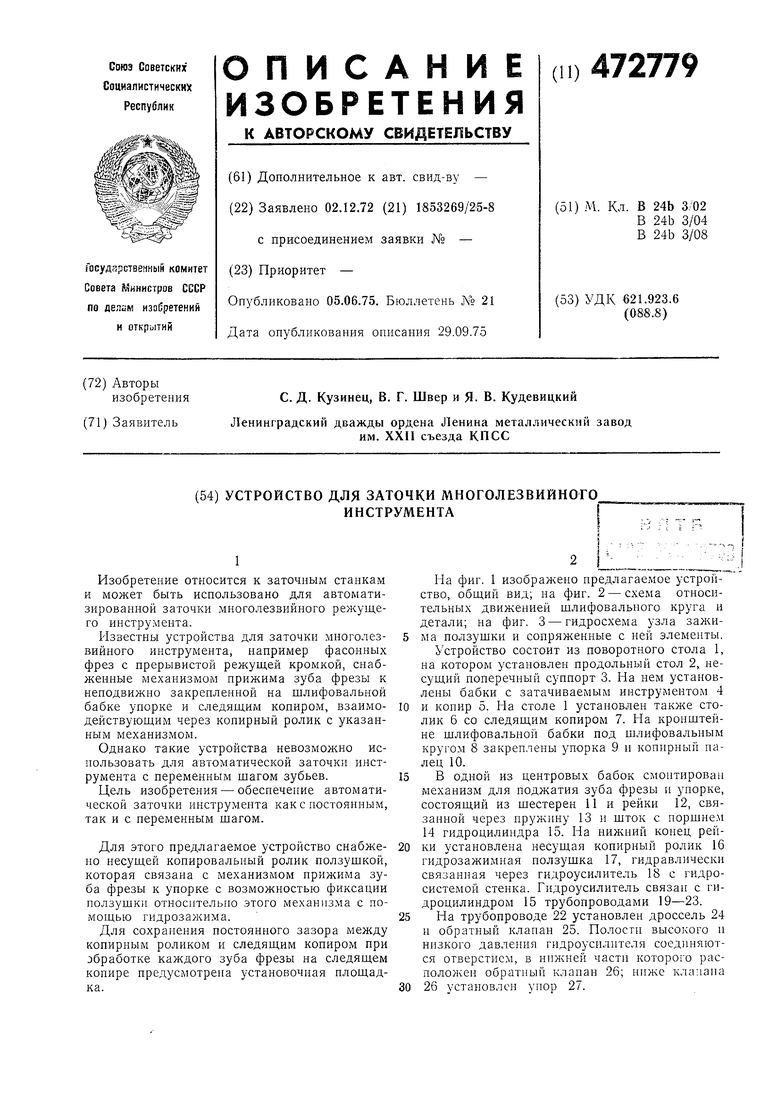
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Способ заточки многолезвийных буровых коронок и устройство для его осуществления | 1986 |
|
SU1355459A1 |
| Приспособление к заточному станку для затачивания многолезвийного инструмента | 1959 |
|
SU132090A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУЛ1ЕНТА | 1973 |
|
SU366061A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Приспособление для фасонной заточки многолезвийных инструментов | 1958 |
|
SU123048A1 |
| Станок для заточки фрез | 1984 |
|
SU1248767A1 |
| Приспособление к универсально-заточному станку для заточки фасонных острозаточенных фрез | 1960 |
|
SU141398A1 |

fu2.2
стапоёочная площадка
18 i9
27 21
