Изобретение относится к способам изготовления из стеклопластика круговых шпангоутов с переменным сечением ирофиля, применяемых для судовых конструкций.
Известны способы изготовления шпангоутов с перемениЕзГм сечением путем иамотки шпангоута постоянного сечения, расфрезеровки и наформовывания в нужны.х местах дополнительного материала. Известный способ непозволяет получить шпангоут с высокими прочностными свойствами, кроме того, образуются большие отходы.
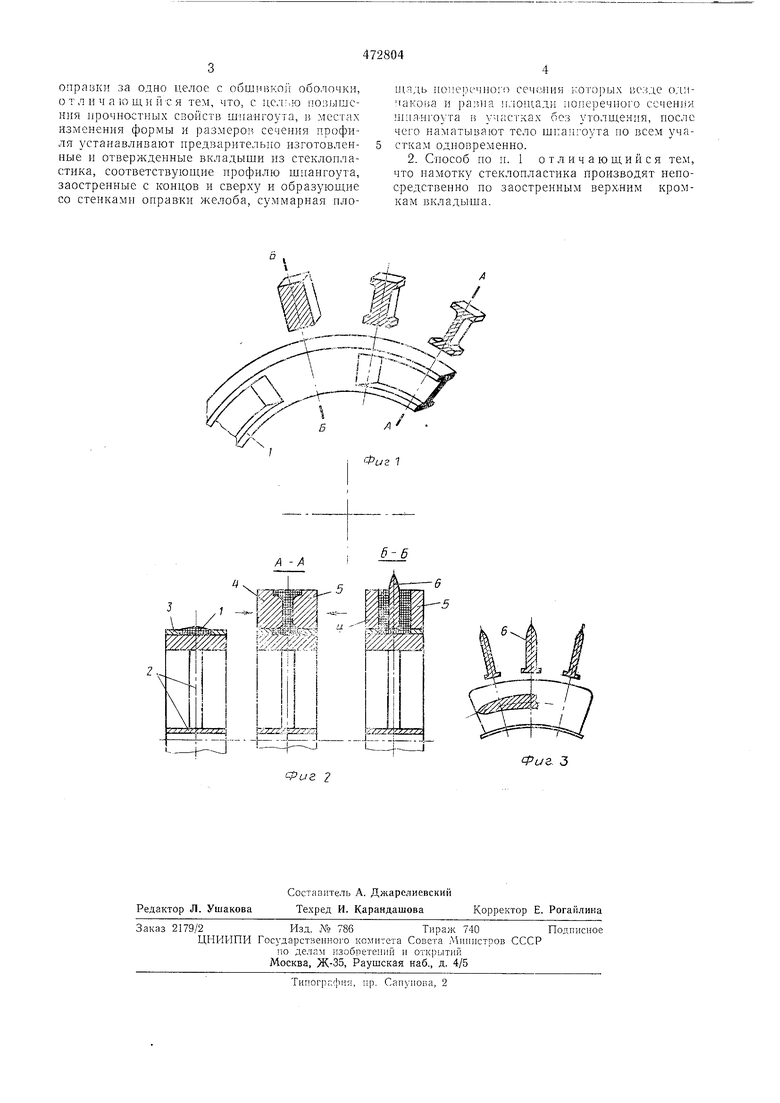
Предложенный способ отличается тем, что в местах изменения формы и размеров сечения профиля Шпангоута устанавливают предварительно изготовленные и отвержденные вкладыши из стеклопластика, соответствуюшие профилю шпангоута, заостренные с концов и сверху, образуюшие со стенками оправки желоба, суммарная плош,адь поперечного сечения которых везде одинакова и равна плошади поперечного сечения шпангоута в участках без утолшений, после чего наматывают тело шпангоута по всем участкам одновременно, при этом намотку производят непосредственно по заостренным верхним кромкам вкладышей. Способ поясняется чертежами, где на фиг. 1 изображен шпангоут; на фиг. 2 показана постадийная намотка шпангоута; на фиг. 3 - вкладыш.
Предложенный способ изготовления шпангоутов заключается в изготовлении нижней полки 1, которую получают намоткой стеклоленты на оправку 2 между двумя съемными
кольцами 3. Поверх колец 3 устанавливают боковые ш,еки 4 и 5 переменного профиля, зазор между которыми соответствует необходимому профилю шпангоута. В нужных местах, там где шпангоут имеет утолш,ение профпля, на полку 1 помешают заранее изготовленные вкладыши 6, заостренные у концов и сверху (см. фиг. 3), имеюшие у основания буртики, которые обеспечивают фиксацию вкладыша на полке.
После установки вкладыша 6 наматывают тело шпангоута, причем лента из стеклонитей, набегая на острый край вкладыша 6, разрезается им и ложится в желоба, образованные стенками оправки 2 и вкладышей 6.
После намотки тела шпангоута его термообрабатывают для отверждения стеклопластика, снимают с оправки 2 и механической обработкой удаляют выступаюшие острые кромки вкладышей.
Предмет изобретения
1. Способ изготовления шпангоута из сте30 клопластика намоткой в кольцевых проточках
оправки за одно целое с обшивко1 оболочки, о т л н ч а 10 щ и и С я тем, что, с целью повышения прочностных свойств Шиангоута, л местах изменения формы и размеров сечения профиля устанавливают предварительно изготовленные и отвержденные вкладыши из стеклонластика, соответствуюише ирофилю шпангоута, заостренные с концов и сверху и образующие со стенками оправки желоба, суммарная нлопьядь поперечного сечелия которых ве.чде одичако а и рар,иа площади поперечного ссченпя шпЛНгоута в уч;;стках без утолшепия, после чего наматывают тело шпапгоута по всем участкам одновременно.
2. Способ по п. 1 отличающийся тем, что намотку стеклопластика производят неносредственно по заостренным верхним кромкам вкладыша.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых изделий из композиционного материала | 1990 |
|
SU1799742A1 |
| Способ изготовления замкнутого профиля | 2023 |
|
RU2807265C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2011 |
|
RU2492048C1 |
| Способ получения нетканой ленты и устройство для его осуществления | 1989 |
|
SU1737051A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| УЗЕЛ СОЕДИНЕНИЯ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ СУДНА | 2011 |
|
RU2470821C1 |
| ГАЗООТВОДЯЩИЙ СТЕКЛОПЛАСТИКОВЫЙ СТВОЛ ДЫМОВОЙ ТРУБЫ И СПОСОБ СБОРКИ ГАЗООТВОДЯЩЕГО СТЕКЛОПЛАСТИКОВОГО СТВОЛА ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2253723C1 |
| Способ изготовления звукопоглощающего устройства турбореактивного двигателя | 2022 |
|
RU2796302C1 |
| Способ изготовления слоистых изделий из композиционных материалов | 1982 |
|
SU1100111A1 |
| Соединение деталей | 1990 |
|
SU1756668A1 |
А -А
6-6
Фиг. 3
