Изобретение относится к области производства электротехнических приборов, в частности электрических машин малой мощности.
Известен способ сварки лучом лазера изолированных проводников с деталями, при котором свариваемые элементы предварительно собирают, а излучение направляют на проводник. При таком способе сборки приварка изолированного проводника к основанию происходит при горизонтальном нахлесточном расположении, а заполнение свободных промежутков под действием силы тяжести неэффективно из-за отсутствия в верхней части свариваемого объекта избыточного материала.
С целью повышения надежности сварного соединения предложен способ, по которому сборку осуществляют путем изготовления паза в детали, в который укладывают проводник, обеспечивая касание проводником края паза и дна паза, а весь узел сварки располагают под углом 30-60о к горизонтали.
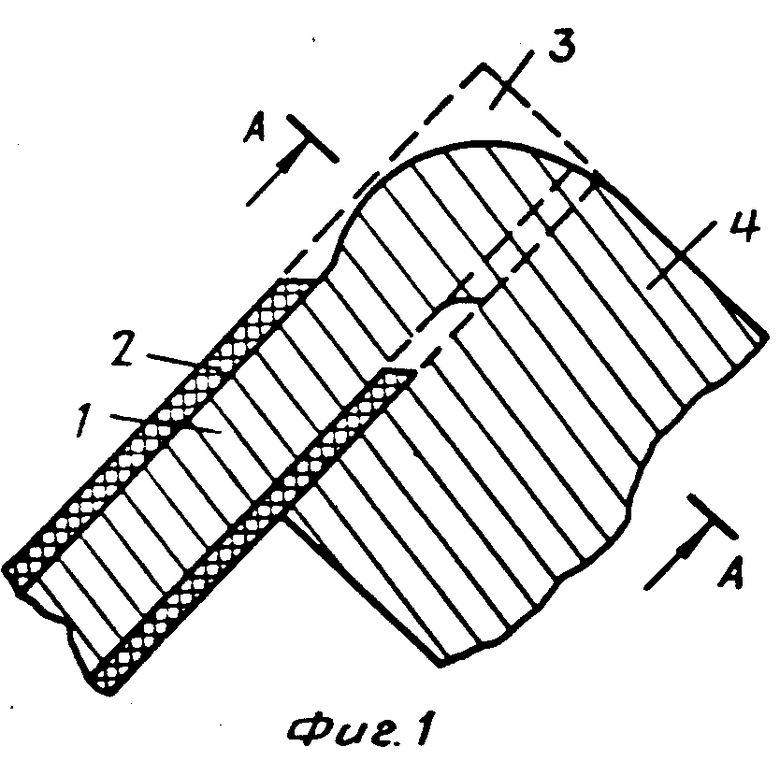
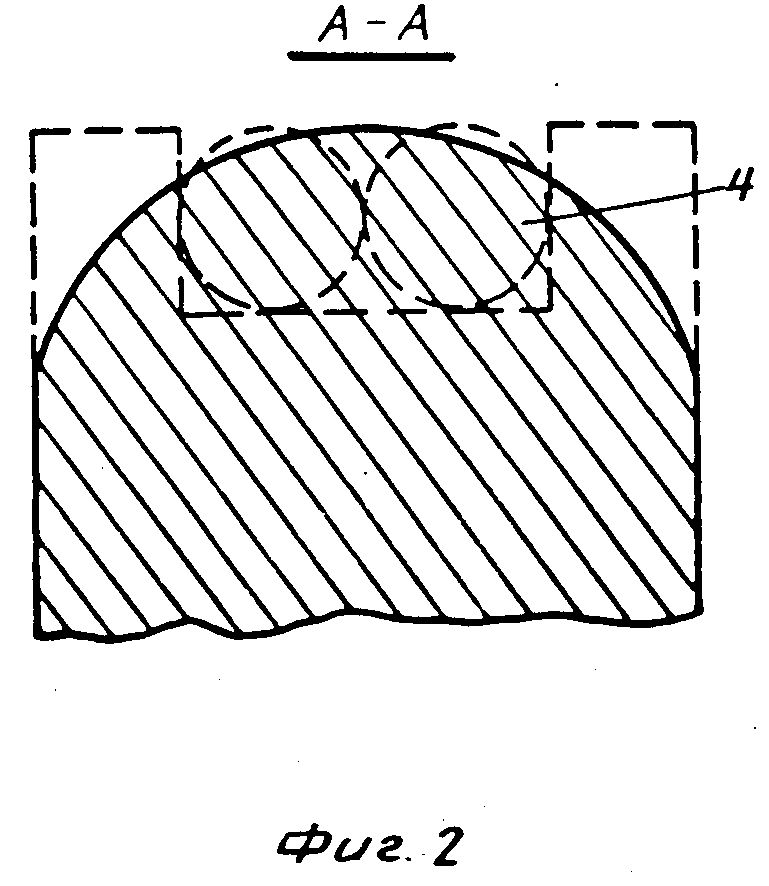
На фиг. 1 показан продольный разрез проводников и основы детали; на фиг. 2 - разрез по А-А на фиг. 1.
Проводник 1 с изоляцией 2 укладывают в паз 3 детали. Весь узел сварки располагают под углом 30-60о к горизонтали. Под воздействием излучения в зоне сварки слой изоляции проводника сгорает и частично испаряется, а металл проводника и стенок паза 3 расплавляется и под действием силы тяжести опускается, заполняя свободные промежутки между проводником и пазом, образуя единую металлическую массу 4.
Преимущество наклонной сборки над горизонтальной заключается в том, что металл, стекая под действием силы тяжести в нижнее положение, заполняет свободное пространство, что приводит даже к увеличению сечения соединения по сравнению с первоначальным сечением проводника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| Способ сварки деталей малого сечения с массивными деталями лучевыми источниками энергии | 1988 |
|
SU1648694A1 |
| Способ изготовления контактного узла коммутационного аппарата | 1976 |
|
SU649056A1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| СВАРНАЯ КОНСТРУКЦИЯ И СПОСОБ ПОЛУЧЕНИЯ НАХЛЕСТОЧНОГО СВАРНОГО СОЕДИНЕНИЯ ТОЧЕЧНОЙ ЛАЗЕРНОЙ СВАРКОЙ | 2020 |
|
RU2756958C1 |
| Устройство для сварки микродеталей | 1980 |
|
SU872112A2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
СПОСОБ СВАРКИ ЛУЧОМ ЛАЗЕРА ИЗОЛИРОВАННЫХ ПРОВОДНИКОВ С ДЕТАЛЯМИ, при котором свариваемые элементы предварительно собирают, а излучение направляют на проводник, отличающийся тем, что, с целью повышения надежности сварного соединения, сборку осуществляют путем изготовления паза в детали, в который укладывают проводник, обеспечивая касание проводником края и дна паза, а весь узел сварки располагают под углом 30 - 60o к горизонтали.
