Изобретение касается обработки металлов давлением и относится к штампам для отбортовки деталей полузакрытого типа прямоугольной формы в плане со скругленными участками.
Цель изобретения - повышение качества отбортовываемых деталей путем исключения местного выпучивания деталей на скругленных участках.
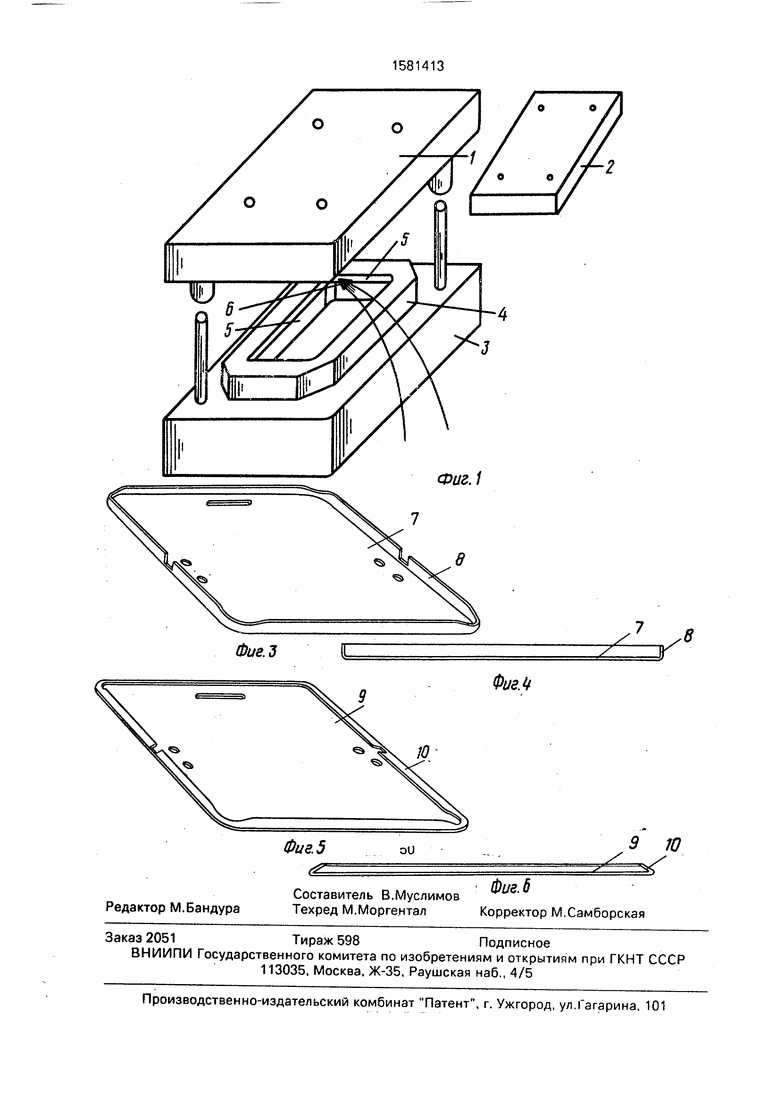
На фиг. 1 изображен штамп, вид в аксонометрии; на фиг,2 - фрагмент матрицы, вид в аксонометрии; на фиг.З - полуфабрикат с вертикальными стенками, вид в аксонометрии; на фиг.А - полуфабрикат, продольный разрез; на фиг.5 - готовая деталь, вид в аксонометрии; на фиг.6 - то же, продольный разрез.
Штамп содержит верхнюю плиту 1, несущую пуансон 2, нижнюю плиту 3 и жестко закрепленную на ней матрицу 4 с полостью, имеющей заходную фиксирующую часть и рабочую часть, выполненную в плане с чередующимися между собой прямолинейными 5 и скругленными угловыми 6 участками.
Стенки рабочей части матрицы 4 имеют форму вогнутой цилиндрической поверхности, образующая которой эквидистантна контуру в плане рабочей части матрицы 4.
На прямолинейных участках 5 радиус указанной поверхности имеет постоянную величину, а на скругленных угловых участках б он выполнен переменным с максимальным значением в середине участков 6 и уменьшающимся к их периферии до значения, равного величине радиуса на прямолинейных участках 5.
Штамп работает следующим образом.
Предварительно изготовленный полый полуфабрикат 7 с вертикальными стенками 8, имеющий в плане прямоугольную форму со скругленными углами, устанавливают в заходную фиксирующую часть полости матрицы 4 открытым торцом. При рабочем ходе пуансон 2 воздействует на дно полуфабриката 7. вследствие чего его стенки 8 рабочей частью матрицы 4 отбортовываются внутрь. Вследствие того, что на скругленных участках б стенки рабочей части матрицы 4 имеют форму цилиндрической вогнутой поверхности с переменным радиусом,
уменьшающимся от середины участков 6 к их периферии, исключается местное выпучивание стенок 8 полуфабриката 7. Это объясняется тем, что при рабочем ходе в первоначальный момент торец полуфабриката 7 входит в контакт со стенками рабочей части матрицы 4 в середине угловых участков 6, благодаря чему исключается потеря устойчивости вертикальных стенок 8 полуфабриката.
В процессе отбортовки торцом полуфабриката 7 осуществляется затачивание рабочей части матрицы 4.
На фиг.5 и 6 обозначено; 9 - готовая деталь; 10 - наклонные стенки готовой дета
ли 9.
Данный штамп по сравнению с извес - ными обеспечивает повышение качества отбортовываемых деталей путем исключения выпучивания металла на скругленных участках.
Формула изобретения Штамп для отбортовки деталей полузакрытого типа прямоугольной формы в плане
со скругленными участками, содержащий верхнюю плиту, несущую пуансон, нижнюю плиту и закрепленную на ней матрицу с полостью, имеющей заходную фиксирующую и рабочую части, выполненную в плане с
чередующимися между собой прямолинейными и скругленными угловыми участками, отличающийся тем, что, с целью повышения качества отбортовываемых деталей путем исключения местного выпучивания деталей на скругленных участках, стенки рабочей части матрицы имеют форму вогнутой цилиндрической поверхности г пе ременным радиусом на скругленных угловых участках, уменьшающимся от середины
упомянутых участков к их периферии, образующая которой эквидистантна контуру в плане рабочей части матрицы.
Фие.З
L
/ xtf
/
У
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| Способ изготовления полых деталей | 1986 |
|
SU1423222A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Способ изготовления разрезных втулок с фланцем | 1985 |
|
SU1269883A1 |
| Пуансон для отбортовки горловин полых деталей | 1974 |
|
SU473542A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при обработке деталей полузакрытого типа. Цель изобретения - повышение качества отбортовываемых деталей путем исключения местного выпучивания деталей на скругленных участках. Стенки рабочей части матрицы 4 имеют форму вогнутой цилиндрической поверхности с переменным радиусом на скругленных угловых участках 6, имеющим максимальную величину в середине этих участков и уменьшающимся к их периферии. Образующая цилиндрической поверхности эквидистантна контуру в плане рабочей части матрицы. При рабочем ходе стенки полуфабриката отбортовываются внутрь. Вследствие того, что на скругленных угловых участках 6 стенки рабочей матрицы имеют форму вогнутой цилиндрической поверхности с переменным радиусом в первоначальный момент отбортовки торец полуфабриката входит в контакт со стенками рабочей части матрицы в середине угловых участков, благодаря чему исключается потеря устойчивости стенок полуфабриката. 6 ил.
Фиг. 5
Фие4
Ю
oU
9 Ю
| ШТАМП ДЛЯ ОТБОРТОВКИ ДЕТАЛЕЙ ПОЛУЗАКРЫТОГО ТИПА | 0 |
|
SU179731A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
