1
Изобретение относится к оснастке токарных станков и предназначено для бесконирной обработки деталей сложной формы, например, бесшпоночных соединений деталей машин, штампов, фильер, профильных винтов и т. д.
Известны устройства для обработки сложных поверхностей, представляющие собой механизм-построитель в сочетании с настроенной кинематической цепью.
Цель изобретения - повысить точность и расширить технологические возможности устройства, уменьшить массу противовеса и обеспечить возможность обработки винтовых поверхностей, имеюш,их в поперечном сечении сложный профиль.
Для этого в предлагаемом устройстве механизм-построитель выполнен в виде сопрягаюш.егося с резцедержателем балансира зубчатого параллелограммного механизма, оснаименного средствами регулировки его кривошипов и уравновешивания смеш,енных вращающихся масс, выполненных, например, в виде регулировочного винта с правой и левой резьбой, который связывает кривошип и противовес, предназначенный для уравновешивания, причем для уменьшения массы противовеса, сопряженная с ним нарезка на регулировочном винте выполнена с большим шагом, чем нарезка, сопряженная с кривошипом, а
для обработки винтовых поверхностей, имеющих в поперечном сеченни сложный профиль, приводной вал выполнен с винтовыми щлицами, шаг которых равен шагу обрабатываемой винтовой поверхности.
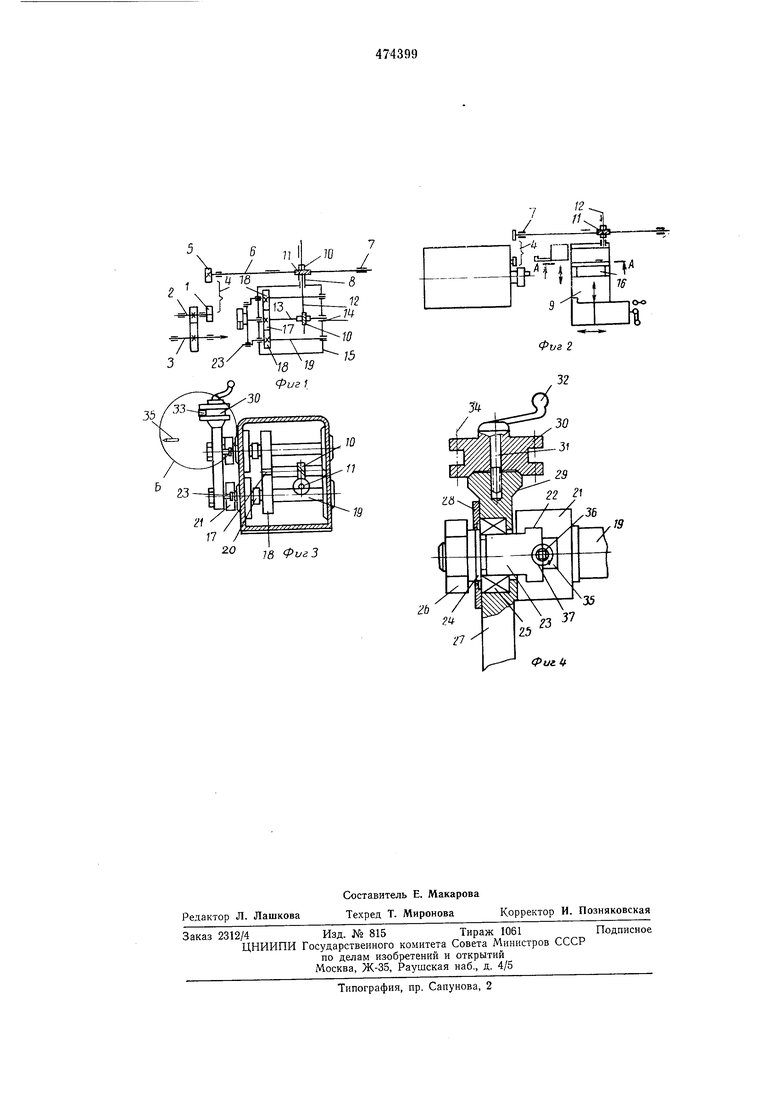
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2-компоновка устройства на токарном станке; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - узел, Б на фиг. 3.
Устройство для бескопирной обработки сложных поверхностей состоит из колеса 1, закрепленного на валу 2 (удлиненном) коробки скоростей, получаюшего вращение от шпинделя станка 3. Колесо 2 через сменные колеса делительной гитары 4 сцеплено с колесом 5, закрепленным на валу со скользящей щпонкой б, расположенном в неподвижных опорах 7. Подвижно на валу 6 в вилке 8, прикрепленной к тыльной части суппорта 9, сидит винтовое колесо 10, сцепленное с парным колесом 11, также подвижно сидящем на своем валу 12, на котором закреплено второе колесо 11, сцепленное со своим колесом 10, расположены на валу 13, размещенным в подшипниках 14 корпуса 15 механизма подачи инструмента, который, в свою очередь, укреплен на каретке суппорта 9 или на каретке дополнительных салазок 16. Па валу 13 закреплено колесо 17, сцепленное с двумя одипаковыми колесами 18, закрепленными на своих валах 19, имеющих противовесы 20. С внешией стороны валы 19 выполнелы с головками 21, имеющими диаметральные Т-образные иазы 22. В пазах 22 расположены подвижно кривошипы 2i3, несущие шайбу 24, подшипники качения 25 и гайки 26. Наружные кольца подщиппиков качения 25 запрессованы в балансир 27 и закрыты крышками 28. В верхней части балансир 27 имеет коническую поверхность 29, сопрягающуюся с посадочной поверхностью резцедержателя 30. В верхней части балансира 27 ввернута шпилька 31, противоположный конец резьбы которой сопрягается с гайкой рукоятки 32. Режущий инструмент об закрепляется в резцедержателе 30 винтами 34. Для обработки длинных деталей, как и при обычном точении, они поддерживаются центром задней бабки. Для бесступенчатого изменения хода инструмента, т. е. эксцентриситета кривощипов 23, в одной из головок 21, в пазу 22 укреплен неподвижный упор Зо, который поворотно удерживает випт 36, сопрягающийся с винтовой поверхностью торца кривощипа 37. Для бесступенчатого изменения эксцентриситета кривощипов 23 и одновременного самоуравновещивания вращающихся масс, винт ЗЬ выполнеп с правой и левой нарезками, сопрягающимися с кривощипом 23 и противовесом 20. Для уменьшения массы противовеса и габаритов балансировочного устройства, оно выполнено с винтом, у которого нарезка, сопрягающаяся с противовесом, имеет больший шаг, чем нарезка, сопрягающаяся с кривощипом 23. Для обработки винтовых поверхностей (эксцентриковых и профильных) вал со скользящей шнонкой b заменяют валом, имеющим винтовой паз.
Для расширения возможностей устройства и токарного станка в целом механизм подачи инструмента может быть установлен на дополнительном суппорте (на чертеже не показано).
Работа устройства происходит следующим образом.
Вариант 1. При обработке профильных поверхностей делительная гитара 4 пастраивается с передаточным отношением, равным числу кратности профильного контура. Механизм подачи инструмента настраивают на заданный эксцентриситет в соответствии с характером кривизны однородных поверхностей.
Вариант 2. При обработке круглых эксцентриков и эксцентриковых винтов делительмая гитара 4 настраивается на передаточное отношение, равное единице. Механизм подачи инструмента настраивается на заданный эксцентриситет.
В а р и а н т 3. При обработке гладких профильных винтов, делительная гитара 4 и эксцентриситет механизма нодачи инструмента настройка производится согласно варианту 1.
При обработке винтовых поверхностей по вариантам 2 и 3, вместо вала 6 применяют вал, выполненный с винтовым пазом, шаг которого соответствует шагу обрабатываемого винта, независимо от его кратности и диаметра.
После настройки токарного стайка и устройства на заданный вид обработки включают двигатель станка, в результате чего режущий инструмент 33 получает круговое поступательное движение, производя обработку вращающегося изделия.
Скорость резания, осевая и радиальная подачи инструмента осуществляются как при обработке обычных изделий (круга).
11ри наличии дополнительных салазок 16, или отдельного суппорта с механизмом подачи инструмента, обработку обычных и сложных поверхностей можно производить одновременно.
iFI р е д м е т изобретен и я
1. Устройство для обработки сложных поверхностей, представляющее собой механизмпостроитель в сочетании с настроенной кинематической ценью, содержащей шлицевой вал со скользящей шпонкой, относительно которого в продольном направлении движется инструментальный суппорт, например, токарного станка, отличающееся тем, что, сцелью повышения точности и расширения технологических возможностей, механизм - построитель выполнен в виде сопряженного с резцедержателем балансира зубчатого параллелограммного механизма, оснащенного средствами регулировки его кривошипов и уравновешивания смещаемых вращающихся масс, выполненных, например, в виде регулировочного винта с правой и левой резьбой, который связывает кривощип и противовес для уравновешивания.
2.Устройство по п. 1, отличающееся тем, что, с целью уменьшения массы противовеса, нарезка на регулировочном винте, сопряженная с противовесом, выполнена с большим шагом, чем нарезка, сопряженная с кривошипом.
3.Устройство по п. 1, отличающееся тем, что, с целью обработки винтовых поверхностей, имеющих в поперечном сечении сложный профиль, шлицы приводного вала в кинематической цепи выполнены винтовыми, шаг которых равен шагу обрабатываемой винтовой поверхности.
f
17
2 75
35
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки сложных поверхностей | 1974 |
|
SU545117A1 |
| Способ бескопирной обработки многократных синусоидальных поверхностей | 1967 |
|
SU460943A1 |
| Устройство к токарно-винторезному станку для нарезания винтов с переменным шагом | 1982 |
|
SU1038125A1 |
| Токарный станок для нарезания винтов с переменным шагом | 1979 |
|
SU891223A2 |
| Устройство для обработки криволинейных поверхностей | 1980 |
|
SU965598A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| ТОКАРНЫЙ СТАНОК G РАВНОУСКОРЕННОЙ ПОДАЧЕЙ | 1970 |
|
SU261094A1 |
| Токарный станок для нарезания винтов с переменным шагом | 1979 |
|
SU772723A1 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1992 |
|
RU2026160C1 |