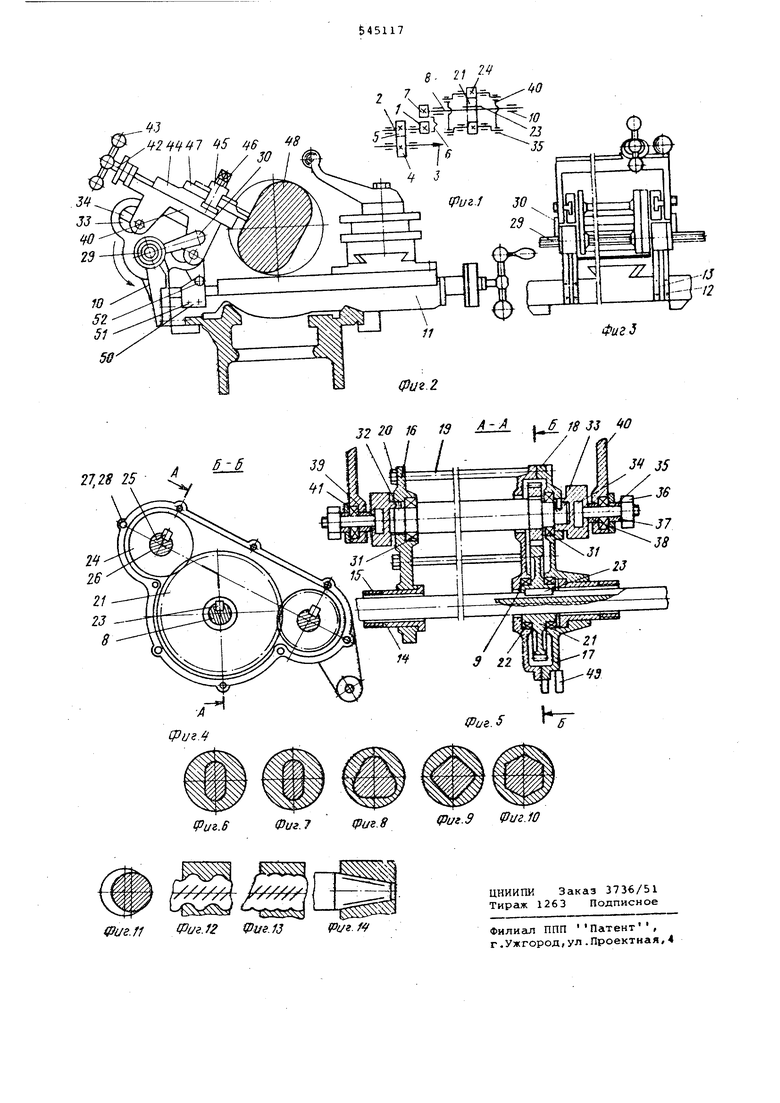
Изобретение относится к области станкостроения и предназначено для бескопирной обработки деталей сложной фоцячш, например бесшпоночных со динений деталей маишн, штампов, фильер пр5 фильных винтов и т.д. По авт.св. 474399 изйестно уст ройство для обработки сложных повер хностей, вьшолненное в виде механиз ма-построителя, сопряженного с резцедержателем балансира с эуе5чаТ4 параллелограммным механизмом, оснащенного средствами регулировки его кривсишшов и уравновеишвания смещен ных инерционных масс в сочетании с настроенной кинематической цепью, содержгицей шлицевой вал со скользящей шпонкой, относительно которого в продольном направлении движется инструментальный суппорт. Однако такое устройство имеет сложную конструкщ1ю из-за применени передачи между валами соскользящей шпонкой и валами кривсжшпов механи ма-построителя, установленного на основании суппорта станка. К-роме то устройство имеет удлиненную кинемат ческую цепь и низкую точность обработки. Предлагаемое устройство отличается от известиого тем, что балансир механизма-построителя снабжен направляющими, на которых размещена каретка, сопряженная с резцедержателем. Это упрощает коиструкци, и повышает точность обработки. Кретле того, для удобства эксплуатации механизм-построитель установлен с возможностью поворота относительно вала со скользящей шпонкой и снабжен фиксирующим устройством рабочего положения. На фиг.1 представлена кинаматичесчесКая схема устройства; на фиг.2 - предлагаемое устройство, общий вид; на фиг.З - то ке, вид сбокуf на фиг.4 и 5 - то же, взаимные разрезы А-А и Б-Б соответственно; на фиг.6 - 14осяовные виды допускаемой обработки изделий. Устройство содержит колесо 1, закрепленное на валу 2 коробки скоростей и связанное со шпинделем 3 посредством зубчатых колес 4,5. Колесо 1 через сменные колеса делительной гитары 6 находится в зацеплении с колесом 7, закрепленным .на валу 8 со шлицевь пазом 9. -Вал 8 расположен в неподBH HtD опора iilO. С тыльйой стороны К инструментальному Суппорту 11 болтами 12 прикреплены кронштейны 13,головки которых соосны с валом 8 несут в себе втулки 14 и реэьбовьФ1 участком 15. На втулках 14, внутри которых с зазором проходит вал 8, поворотно расположен сборный корпус механизмапостроителя, предназначенный для взаимосвязанной с вращением шпинделя подачи инструмента на вращающееся изделие. Корпус механизма-построителя состоит из боковины 16 и коробки 17 привода механизма-построителя, закрепляемой крышкой 18. Детали 16,17,18 корпуса соединены между собой связями 19 и гайками 20. Привод механизмапостроителя имеет ведущее колесо 21, которое своей ступицей расположено на похЕШипниках качения 22 и сопрягает ся го шлицевым пазом 9 вала 8 скользящей шпонкой 23. Колесо 21 сцеплено с парными колесами 24, закрепленными шпонками 25 на своих валах 26. Коробка 17 привода с крышкой 18 соединены болтами 27 и гайками 28. С резьбовыми участками 15 втулок i сопрягаются специальные гайки 29 с рукоятками 30 Валы 26 расположены в подшипниках 31 боковины 16 и крышки 18 и несут на концах закрепленные штифтами 32 планшайбы 33 с Т-образными пазами 34 в которых подвижно расположены пальцы кривошипов 35, фиксирующие свое полож ние затягиванием гайки 3i6, втулки 37 и 38 и внутреннего кольца подшипника 39 качения. Подшипники 39 качения вмонтированы в корпус балансира механизма-построителя,снабженного направляющ;-1ми 40,я закрыты крышками 41. На направляющих 40,мeющиx связанный с гайкой (на чертежах не показана) винт 42 с рукояткой 43,расположена каретка 44,которая сопряжена с резцедержателем 45,снабженным винтами 46 для кре ления инструмента 47,обрабатывающего изделие 48. Для фиксации механизмапостроителя в рабочем положении, кроме специальной гайки 29 с рукояткой 30, на крышке 18 привода предусмотрены проушины 49 и кронштейи 5.0, прикрепленный к основанию суппорта И винтами 51. Фиксация осуществляет в результате сопряжения поверхностей отверстий проушины 49 и кронштейна 50 со штифтом 52, Настройка станка и предлагаемого устройства осущесталяется следующим образом. Для всех видов обработки эксентричых и профильных изделг1й делительную итару 6 предварительно настраивают а передаточное отношение 1,2,3,4,5, ли 6, которое соответствует числу днородных криволинейных поверхностей заданного профильного контура изделия, пальцы кривошипов 35 устанавливают на требуемый радиус. Для обработки гладких круглых и профильных винтов (см.. 12 ,13) вал 8 заменяют аналогичным валом, в котором прямолинейный шлиц заменен винтовьм с заданные шагом.Обработка конических изделий (см.фиг.14) Может быть осуществлена, например, смещением задней бабки станка . При обработке изделий механизмпостроитель приводится в рабочее положение, для чего из исходного положения его поворачивают относительно втулок 14, после чего проушину 4-9 соединяют с кронштейном 50 штифтом 52 и рукоятками 30 и затягивают гайки 29. После настройки токарного станка и устройства включают двигатель станка, в результате чего режущий инструмент 47, получая круговое поступательное движение, производит враиаакадегося изделия 48. Режимы резания принимаются такими же, как: при обработке круга. При обычной токарной обработке, поворотом относительно вала со скользящей шпонкой втулок 14) механизмпостроитель ВЫВОДЯТ из рабочей зоны станка. Формула изобретения 1.Устройство для обработки сложных поверхностей по авт.св. f 474399, отличающеес я тем, что, с целью упрощения конструкции и повышения точности, балансир механизмапостроителя снабжен направляющими на которых размещена каретка, сопряженная с резцедержателем, 2.Устройство поп.1отличаю щ е е с я тем, что, с целью обеспечения удобства эксплуатации, механизм-построитель установлен с возможностью поворота относительно вала со скользящей шпонкой и снабжен фиксирующим устройством рабочего положения .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки сложных поверхностей | 1971 |
|
SU474399A1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ БАНДАЖА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1996 |
|
RU2107586C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| Способ бескопирной обработки многократных синусоидальных поверхностей | 1967 |
|
SU460943A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| Трубоотрезной станок | 1985 |
|
SU1296320A1 |
| Устройство для обработки деталей сложной формы | 1976 |
|
SU650722A2 |