1
Изобретение относится к области станкостроения и касается оборудования, применяемого при обработке сферических крупногабаритных изделий на тяжелых карусельных ставках.
Известно устройство для точения сферических поверхностей крупногабаритных изделий на карусельном станке, содержащее планшайбу для закрепления изделия и механизм для воспроизведения сферы.
Предложенное устройство отличается от известного тем, что с целью повышения качества обработки, во время которой инструмент остается неподвижным, механизм для воспроизведения сферы выполнен в виде поворотной платформы, которая наклонена к плоскости планшайбы и кинематически с ней связана посредством, например, храпового механизма.
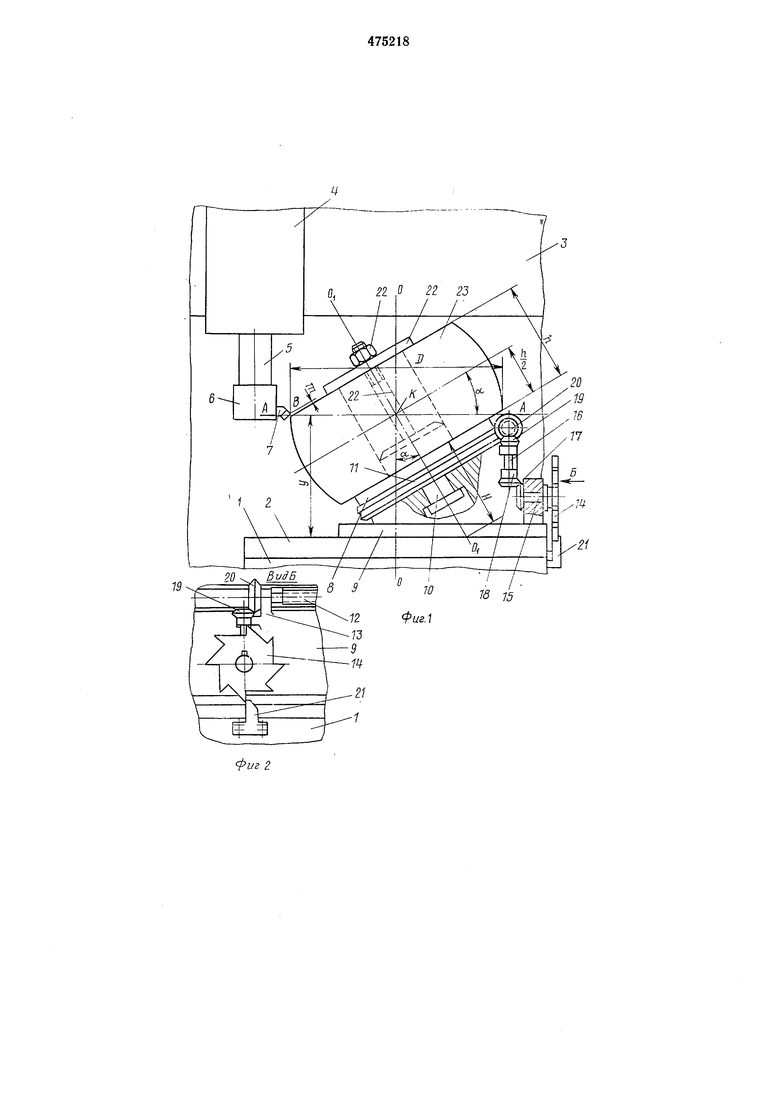
На фиг. 1 показана схема размеш;ения предложенного устройства на планшайбе карусельного станка при обточке наружных сфер; на фиг. 2 - вид по стрелке Б на фиг. 1; на фиг. 3 - схема устройства при обработке внутренних сфер.
На станине 1 карусельного станка смонтированы планшайба 2, траверса 3 с вертикальным суппортом 4, в котором noMenien ползун 5 с разцедержателем 6 и закрепленным п нем резцом 7.
На планшайбе 2 смонтирована платформа 8, поверхность которой наклонена к поверхности планшайбы под углом таким образом, что ось О - О вращения планшайбы и ось Oi-Oj поворота платформы пересекаются в точке К, являющейся теоретическим центром сферы.
Платформа 8 установлена на основании 9 и снабжена осью 10, вмонтированной в расточку основания. На ободе платформы 8 выполнена червячная шестерня 11, с которой сцеплен червяк 12, закрепленный в подшипнике 13 на основании 9. Вращение червяку 12 сообщается периодически от звездочки 14, посредством валиков 15, 16 и шестерен 17, 18, 19, 20, что происходит в лроцессе вращения планшайбы 2 вследствие контакта одного из зубцов звездочки 14 с упором 21, который закреплен на станине 1 станка.
На платформе 8 смонтировано приспособление 22 с установленным и закрепленным в нем изделием 23, диаметр сферы которого Д, а высота /г. В исходном положении, перед обработкой
сферы, элементы устройства расположены следующим образом.
Платформа 8 наклонена под углом а и установлена таким образом, чтобы точка пересечения осей О - О и Oi - Oi - К была удалена от поверхности планшайбы на расстояние
у. Значения у и а определяются из следующих условий:
Я-Ь-у)со8а; a arcsin
где Н - расстояние от поверхности платформы до плоскости до основания, измеренное по оси GI-Oi; h - наибольшая высота изделия; D - наибольший диаметр сферы. Резец 7-установлен таким образом, что линия А-А, проходящая через точку /С параллельно плоскости планшайбы, проходит также через точку Б, являющуюся вершиной резV-D
ца 7, расположенной на расстоянии - от
оси О-О. Траверса 3, вертикальный суппорт 4 и ползун 5 закреплены неподвижно посредством стопорных устройств станка (не показаны).
Изделие 23 закреплено в приспособлении 22, при этом планшайба 2 установлена в положение, показанное на фиг. 1, характерное тем, что точка Б находится на рассстоянии т от верхнего торца изделия 23, при этом величина его рассчитана по формуле
/га D sin а - и
в которой значения величин указаны ранее.
Как видно из формулы, чем меньше высота изделия h при постоянном диаметре D, тем больше величина зазора т и, следовательно, величина холостого пробега резца по окружности точения изделия. Звездочка 14 установлена таким образом, чтобы зубцы ее нахо адлись непосредственно за упором 21 (по направлению вращения планшайбы).
Для обработки изделия включают вращение планшайбы 2, в результате чего резец, вначале пройдя зазор т вхолостую, встречает заготовку и протачивает на ней бороздку, диаметр впадины которой равен диаметру сферы D.
По мере приближения к завершению одного оборота планшайбы, когда резец 7 вновь оказывается в пределах зазора т, т. е. вне контакта с заготовкой, один из зубцов звездочки 14 зацепляется за упор 21, вследствие чего звездочка 14 от продолжающегося движения планшайбы 2 поворачивается на часть оборота.
Как указано ранее, звездочка 14 кинематически соединена с червяком 12 и поэтому ее вращение передается червяку, который поворачивает относительно оси Oi-Oi червячное
колесо 11, платформу 8 и изделие 23 на расчетную величину угловой подачи, -поэтому при совершении следующего оборота планшайбы 2 вершина резца 7 вступает в контакт с заготовкой в другом диаметральном сечении и
протачивает на заготовке очередную бороздку диаметром D.
В дальнейшем тот же диаметр будет проточен во всех новых сечениях изделия до завершения полного оборота относительно оси
Oi-Oj. В результате этого на изделии образуется поверхность из сети перекрещивающихся диаметров Д которая является сферой.
Точение сферы производится неподвижно, в одном положении закрепленным резцом в
то время, когда изделие неподвижно относительно планшайбы станка, благодаря чему обеспечиваются наулучшие условия жесткости в процессе точения, а следовательно получение высокой точности и чистоты обрабатываемой поверхности.
Это позволяет повысить режим обработки сфер и в значительной мере или полностью устранить шабрение, что, в свою очередь, повышает производительность труда и улучшает качество изделия.
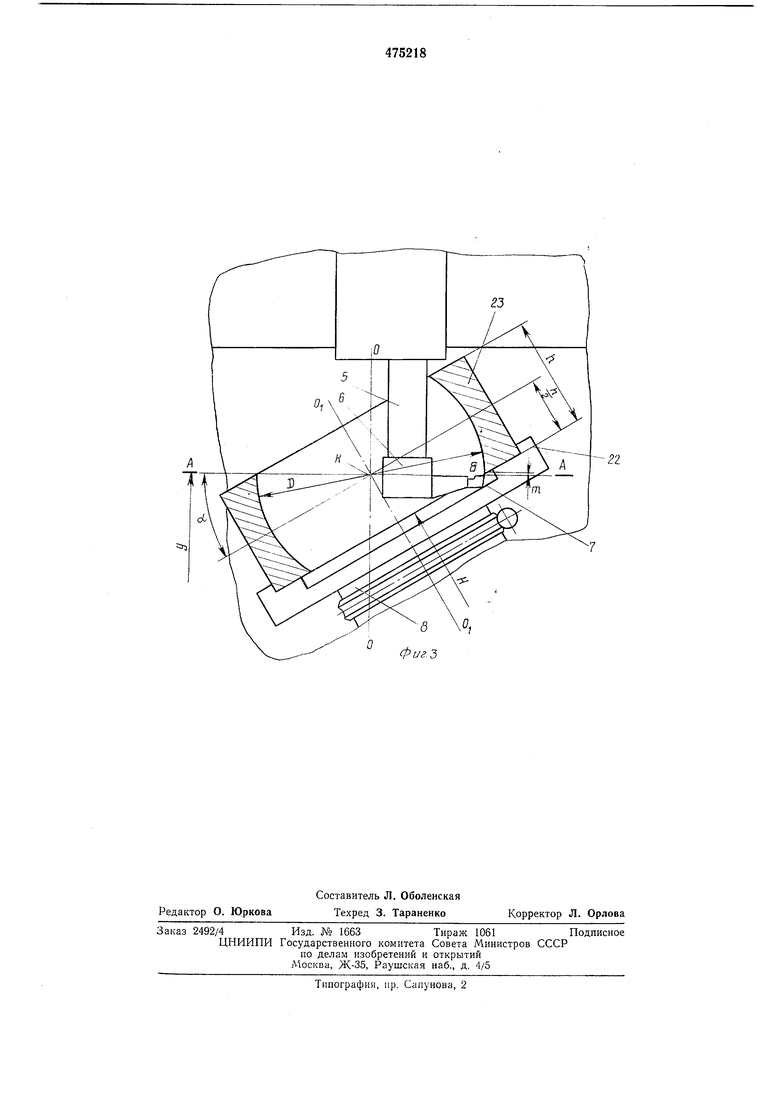
Процесс расточки внутренних сферических поверхностей с помощью рассматриваемого устройства показан на фиг. 3. Установка изделия и устройства в исходное
положение, расчетные величины и процесс обработки аналогичен описанному ранее, отличным является исходная установка резца, изображенная на фиг. 3.
Предмет изобретения
Устройство для обработки сферических поверхностей крупногабаритных изделий на карусельном станке, содержащее планшайбу для закрепления изделия и механизм для
воспроизведения сферы, отличающееся тем, что, с целью повышения качества обработки, во время которой инструмент остается неподвижным, механизм для воспроизведения сферы выполнен в виде поворотной платформы, которая наклонена к плоскости планшайбы и кинематически с ней связана посредством, например, храпового механизма.
/
Гх
фиг.-5
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для точения сферических поверхностей | 1976 |
|
SU670387A1 |
| Устройство для прецизионного точения сферических поверхностей | 1967 |
|
SU468710A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Устройство для механической обработки точением с нагревом срезаемого слоя | 1980 |
|
SU897402A1 |
| Станок для обработки сферических поверхностей большого диаметра | 1982 |
|
SU1039650A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА КОПИРОВАЛЬНО-ФРЕЗЕРНОМ СТАНКЕ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ ДЕРЕВА И ДРУГИХ ТВЕРДЫХ МАТЕРИАЛОВ | 2002 |
|
RU2245243C2 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |