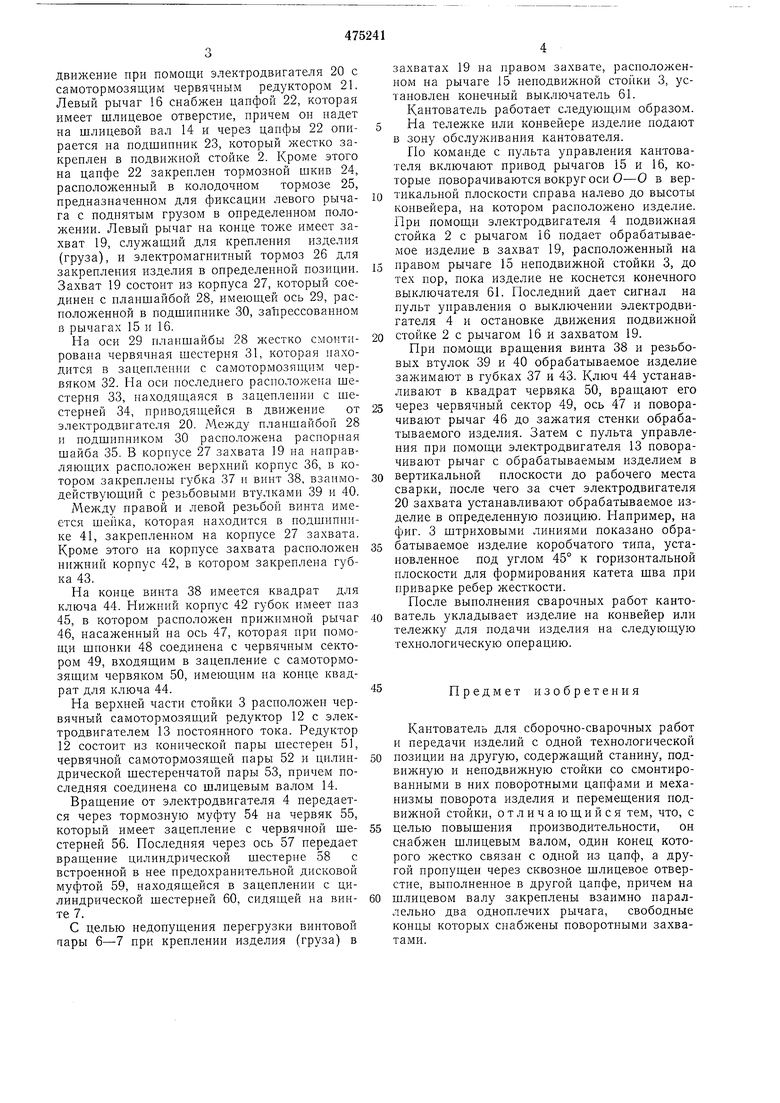
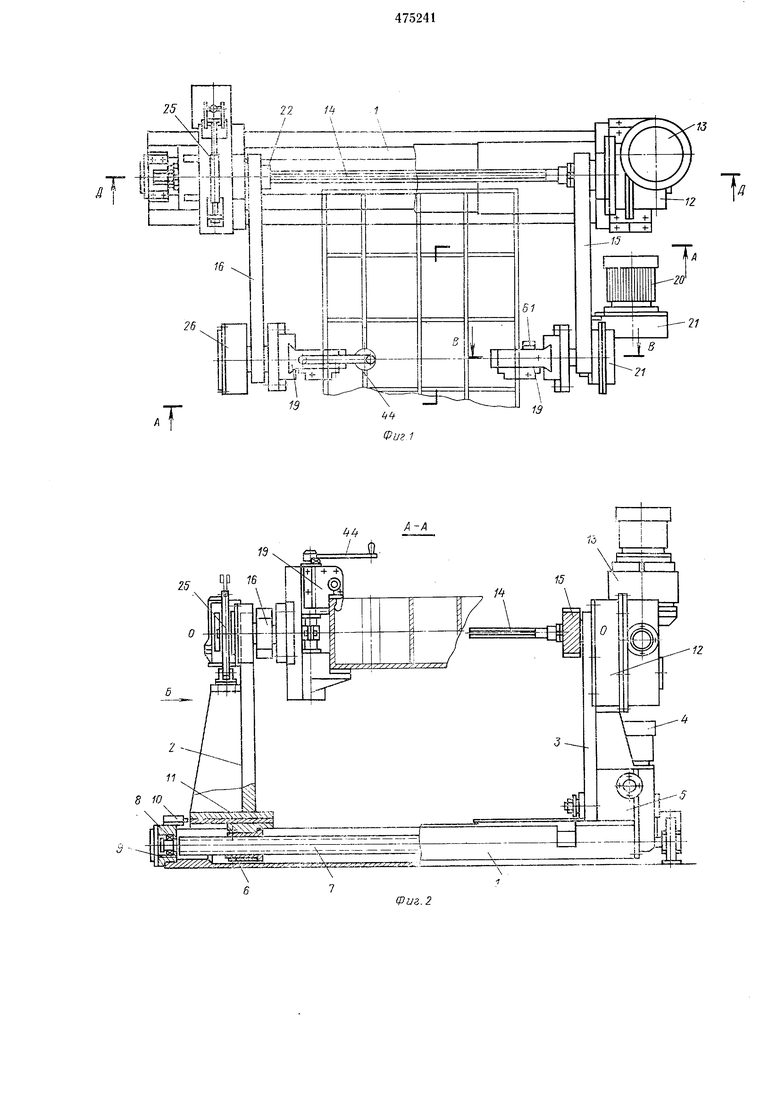
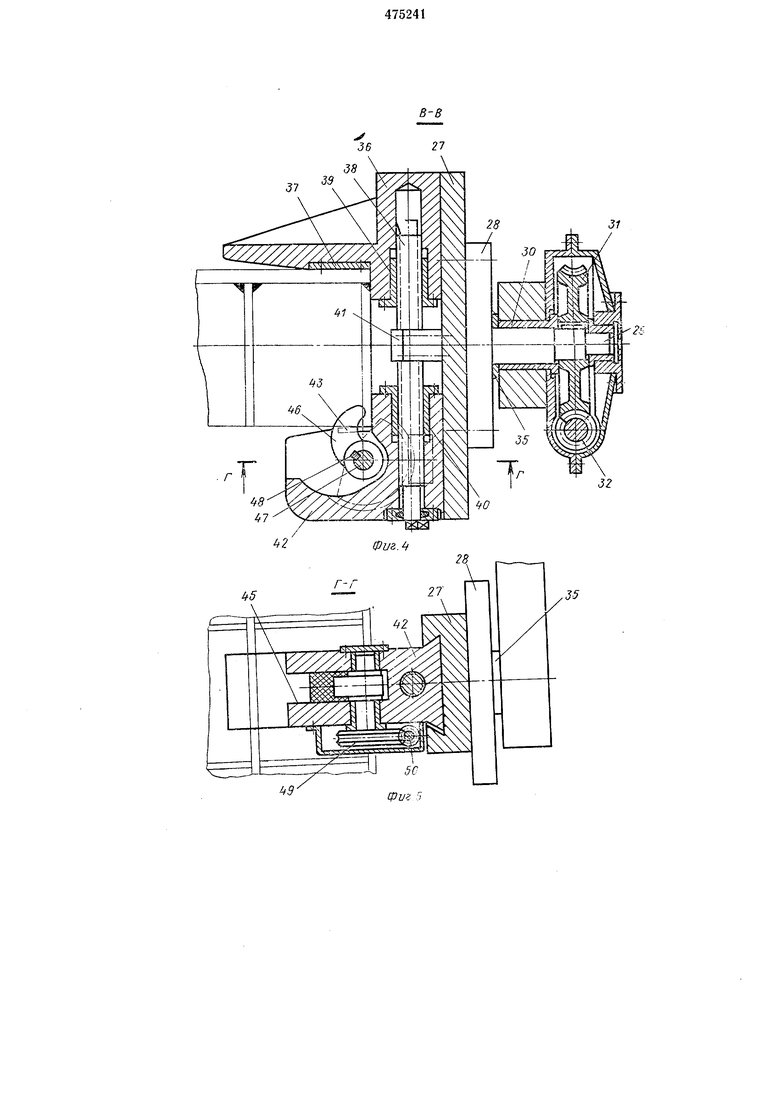
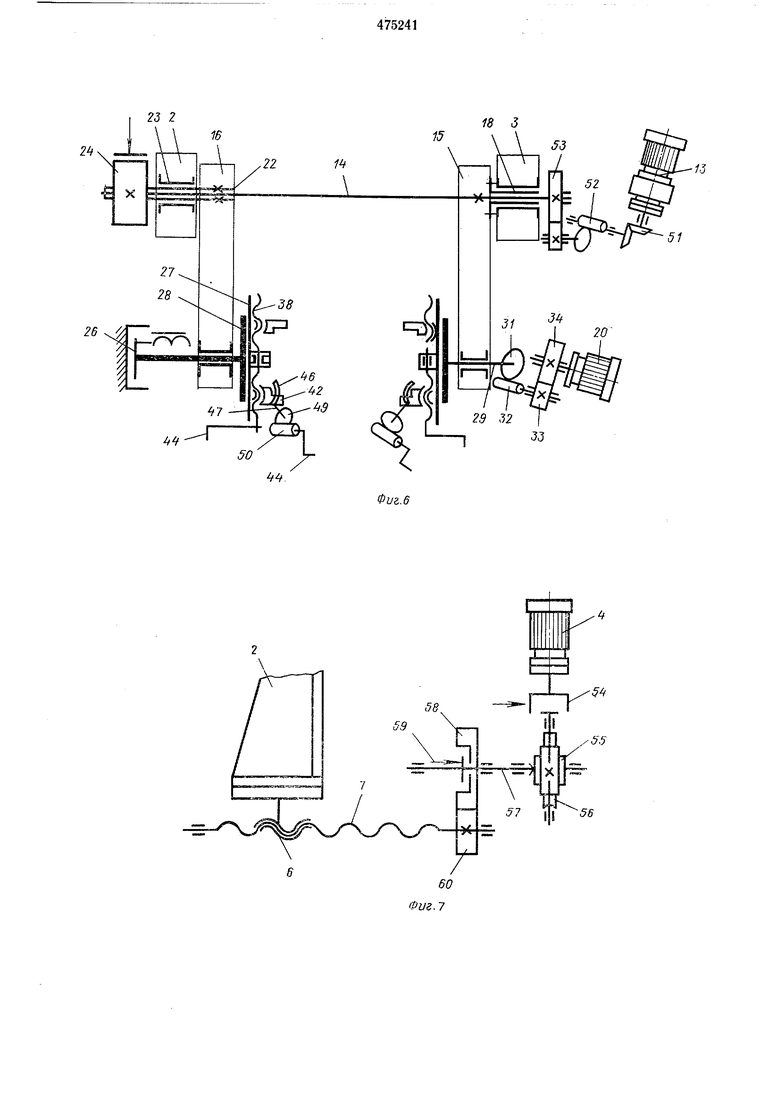
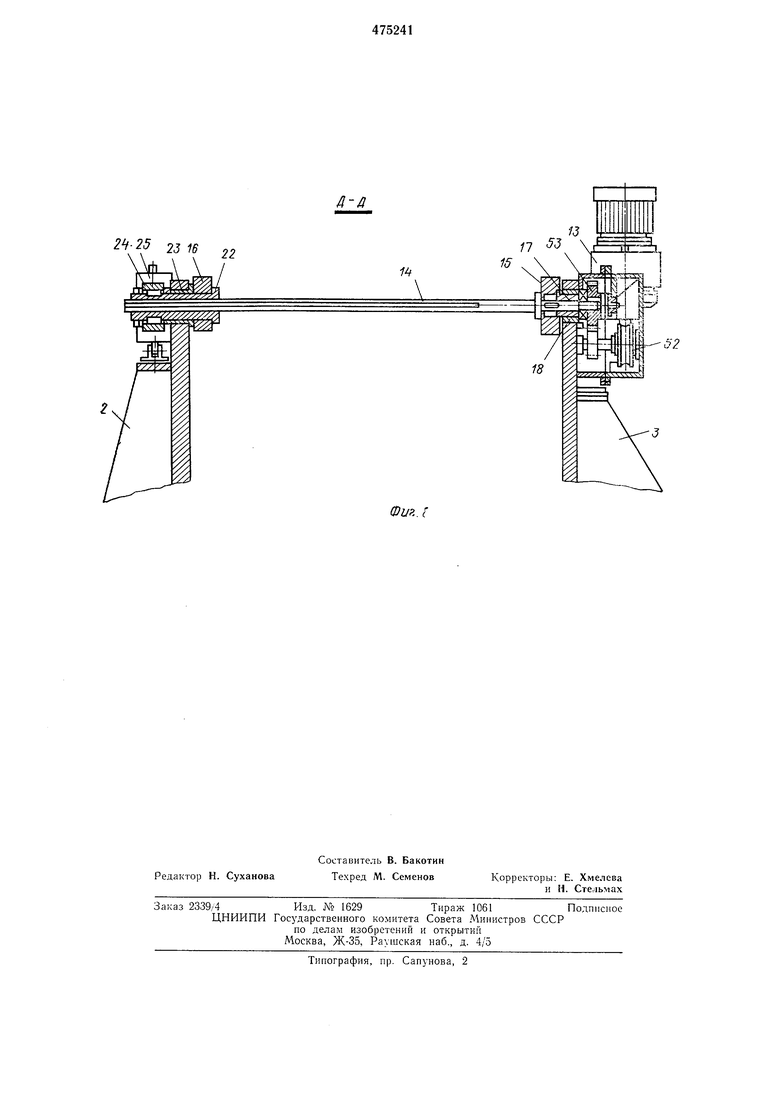
движение при помощи электродвигателя 20 с самотормозящим червячным редуктором 21. Левый рычаг 16 снабжен цапфой 22, которая имеет шлицевое отверстие, причем он падет на шлицевой вал 14 и через цапфы 22 опирается на подшипник 23, который жестко закреплен в подвижной стойке 2. Кроме этого на цапфе 22 закреплен тормозной шкив 24, расположенный в колодочиом тормозе 25, предназначенном для фиксации левого рычага с поднятым грузом в определенном положении. Левый рычаг на конце тоже имеет захват 19, служащий для крепления изделия (груза), и электромагиитиый тормоз 26 для закрепления изделия в определеииой позиции. Захват 19 состоит из корпуса 27, который соединен с планшайбой 28, имеющей ось 29, расположенной в подшипиике 30, запрессоваином в рычагах 15 и 16. На оси 29 планшайбы 28 жестко смоитпроваиа червячная шестерня 31, которая находится в зацеплении с самотормозящим червяком 32. На оси последнего расположена шестерня 33, иаходяп:,аяся в зацеплепии с шестерней 34, приводящейся в движеиие от электродвигателя 20. Между планшайбой 28 и подшипником 30 расположена распорная шайба 35. В корпусе 27 захвата 19 иа направляющих расположен верхиий корпус 36, в котором закреплены губка 37 и винт 38, взаимодействующий с резьбовыми втулками 39 и 40. Между правой и левой резьбой винта имеется шейка, которая находится в подшипиике 41, закрепленном на корпусе 27 захвата. Кроме этого иа кориусе захвата расположеп иижний корпус 42, в котором закреплеиа губка 43. На коице винта 38 имеется квадрат для ключа 44. Нижний корпус 42 губок имеет паз 45,в котором расположен прижимной рычаг 46,насаженный на ось 47, которая ири помощи шпонки 48 соединена с червячным сектором 49, входящим в зацеилеиие с самотормозящим червяком 50, имеющим иа конце квадрат для ключа 44. На верхней части стойки 3 расиоложен червячный самотормозящий редуктор 12 с электродвигателем 13 постоянного тока. Редуктор 12 состоит из конической пары шестерен 51, червячной самотормозящей пары 52 и цилиндрической щестеренчатой пары 53, причем последняя соедииена со шлицевым валом 14. Вращение от электродвигателя 4 иередается через тормозную муфту 54 па червяк 55, который имеет зацепление с червячной шестерней 56. Носледняя через ось 57 передает вращение цилиндрической шестерне 58 с встроенной в нее предохранительной дисковой муфтой 59, находящейся в зацеплении с цилиндрической шестерней 60, сидящей на винте 7. С целью иедопущеиия перегрузки винтовой тары 6-7 при креплении изделия (груза) в захватах 19 на правом захвате, расположенном на рычаге 15 неиодвижной стойки 3, установлен конечный выключатель 61. Кантователь работает следующим образом. На тележке или конвейере изделие подают в зону обслуживания кантователя. Но команде с нульта управления кантователя включают привод рычагов 15 и 16, которые поворачиваются вокруг оси О-О в вертикальиой плоскости справа налево до высоты конвейера, на котором расположено изделие. При помощи электродвигателя 4 иодвижная стойка 2 с рычагом 16 подает обрабатываемое изделие в захват 19, расположенный на правом рычаге 15 неподвижной стойки 3, до тех пор, пока изделие не коснется конечного выключателя 61. Последиий дает сигнал на пульт уиравления о выключеиии электродвигателя 4 и остановке движения подвижной стойке 2 с рычагом 16 и захватом 19. Нри помощи вращения винта 38 и резьбовых втулок 39 и 40 обрабатываемое изделие зажимают в губках 37 и 43. Ключ 44 устанавливают в квадрат червяка 50, вращают его через червячный сектор 49, ось 47 и поворачивают рычаг 46 до зажатия стенки обрабатываемого изделия. Затем с пульта управления при помощи электродвигателя 13 поворачивают рычаг с обрабатываемым изделием в вертикальиой плоскости до рабочего места сварки, после чего за счет электродвигателя 20 захвата устанавливают обрабатываемое изделие в определенную позицию. Например, на фиг. 3 штриховыми линиями показано обрабатываемое изделие коробчатого типа, установленное под углом 45° к горизонтальной плоскости для формирования катета щва при приварке ребер жесткости. Носле выполнения сварочных работ кантователь укладывает изделие на конвейер или тележку для подачи изделия на следующую технологическую операцию. Предмет изобретеиия Кантователь для сборочно-сварочных работ и передачи изделий с одной технологической позиции на другую, содержащий станину, подижную и неподвижную стойки со смонтироваииыми в иих поворотными цаифами и мехаизмы поворота изделия и перемещения подижной стойки, отличающийся тем, что, с елью повышения производительности, он набжен щлицевым валом, одии конец котоого жестко связан с одной из цапф, а друой пропущен через сквозное щлицевое отвертпе, выполненное в другой цапфе, причем на лицевом валу закреплены взаимно иаралельио два одноплечих рычага, свободные онцы которых снабжены поворотными захваами. U-P-, 7 |Ш Щ U Ftii.... т tiBr-it rtTp Т.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвесной кантователь опок | 1981 |
|
SU1090496A1 |
| Устройство для расточки соосных отверстийи пОдРЕзКи ТОРцОВ | 1979 |
|
SU848161A1 |
| Кантователь | 1973 |
|
SU524652A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Устройство для растачивания | 1976 |
|
SU555994A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| Манипулятор | 1980 |
|
SU872148A1 |
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Устройство для обработки кромок отверстий | 1977 |
|
SU611776A2 |
.
1д
А-А
fi9
31
й-Д
2316
1
Фи.. I
