1
Изобретение касается электрообработки и может быть использовано для разрезания и прорезания пазов в деталях из дорогостоящих токопроводящих материалов.
Известны способы электроэрозионного разрезания токопроводящих материалов перематываемым электродом-проволокой, который профилируют иепосредственно перед входом в зону обработки.
Целью изобретения является повышение производительности и уменьшение щирины реза.
Для этого непосредственно перед входом в зону обработки электрод-проволоку расплющивают в направлении подачи, например, с помощью валков механизма прокатки.
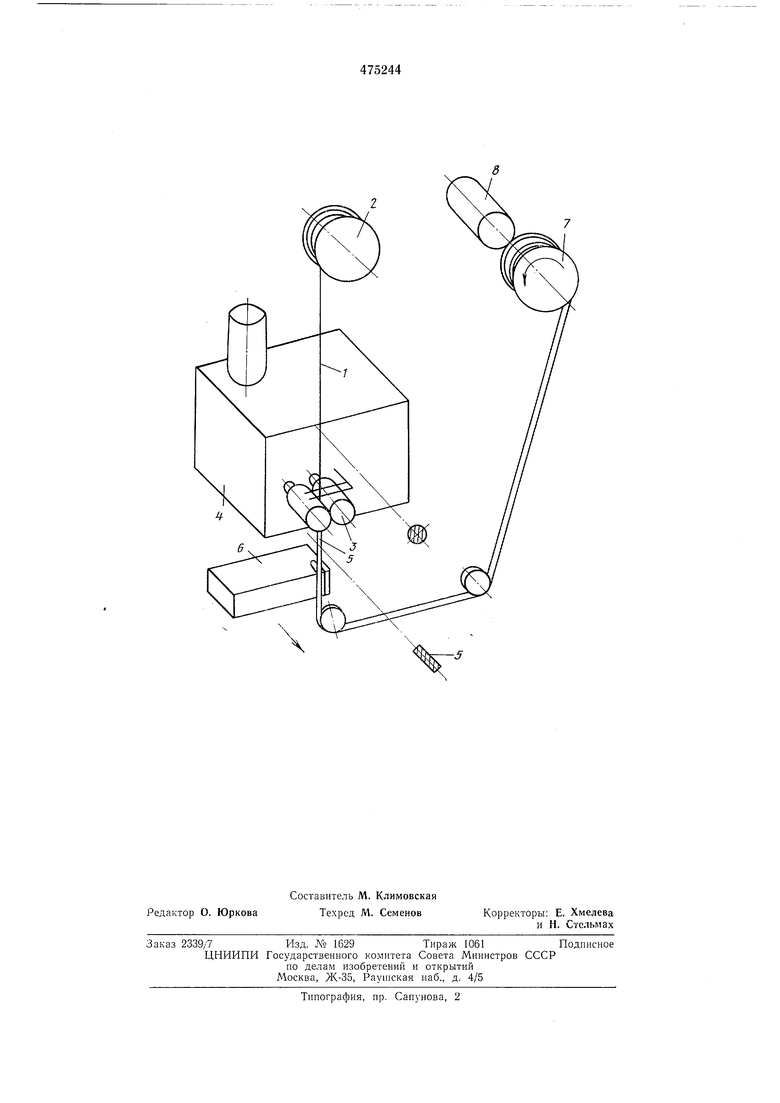
На чертеже изображена схема устройства для реализации описываемого способа.
Проволока 1 поступает со смоточной катущки 2 и с помощью роликов 3 механизма прокатки 4 прокатывается, превращаясь в плюП1,енку 5. После обработки заготовки 6 плющенка наматывается на катущку 7 узла натяжения 8.
Описываемый способ обеспечивает увеличение производительности при высокой точности обработки, а также уменьшение отходов при разрезке дорогостоящих материалов и возможность изготовления сверхузких пазов.
Наиболее целесообразно использование описываемого способа при высокопроизводительной разрезке с использованием, например, тиратронных генераторов импульсов с помощью
проволоки диаметром 0,2-0,5 мм. Проволока расплющивается, уменьшаясь по ширине в 2-3 раза. Благодаря этому щирина паза уменьщается в 1,5-2 раза, а производительность увеличивается во столько же раз.
Кроме этого, использование описываемого способа целесообразно также для получения узких пазов или при разрезании дорогостоящих материалов или заготовок (например, сотовых сеток). Получающейся из проволоки
(диаметром 30-50 мкм) плющенкой толщиной 3-5 мкм легче работать, чем нроволокой диаметром 3-5 мкм, которая часто рвется изза малого разрывного усилия.
Предмет изобретения
Способ электроэрозионного разрезания токопроводящих материалов перематываемым электродом-проволокой, который профилируют непосредственно перед входом в зону обработки, отличающийся тем, что, с целью повышения производительности и уменьшения щирины реза, электрод-проволоку расплющивают в направлении подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного разрезания токопроводящих материалов | 1977 |
|
SU695795A2 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| СПОСОБ ЭРОЗИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2466835C2 |
| Устройство для электроэрозионного вырезания сложных контуров с наклонной образующей | 1974 |
|
SU507427A1 |
| Электрод-инструмент | 1979 |
|
SU806336A1 |
| Способ и устройство для изготовления профиля в полузакрытом канале детали проволочным электродом-инструментом | 2016 |
|
RU2669673C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ЭЛЕКТРОДА-ПРОВОЛОКИ В ЭЛЕКТРОЭРОЗИОННЫХ ВЫРЕЗНЫХ СТАНКАХ | 1995 |
|
RU2094186C1 |
| СПОСОБ РЕЗКИ ОБЪЕМНЫХ МОНОКРИСТАЛЛОВ КАРБИДА КРЕМНИЯ | 2001 |
|
RU2202135C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПУЧКОВОЙ ЭЛЕКТРОННО-ОПТИЧЕСКОЙ СИСТЕМЫ | 1991 |
|
RU2031470C1 |
| Электрод-инструмент для электроэрозионного вырезания | 1980 |
|
SU952499A1 |
