Изобретение относится к технологической оснастке сборочного производства, в частности к устройстьам для сборки резьбовых соединений.
Известны автоматические гайкоперты, содержащие шпиндель с ключом, призс аы его вращения и перемещения и систему управления.
Предлагаемый гайковерт отличается от известных тем, что с целью повышения надел ности процесса свинчивания деталей, внутри шпинделя и соосно с ним смонтирован щуп, осуществляющий центрирование гайки, а снаружи - датчики его углового и осевого перемещений, связанные с системой управления. При этом торец щупа выполнен со скосом под углом 45-65°, а в щуп встроен регулируемый упор.
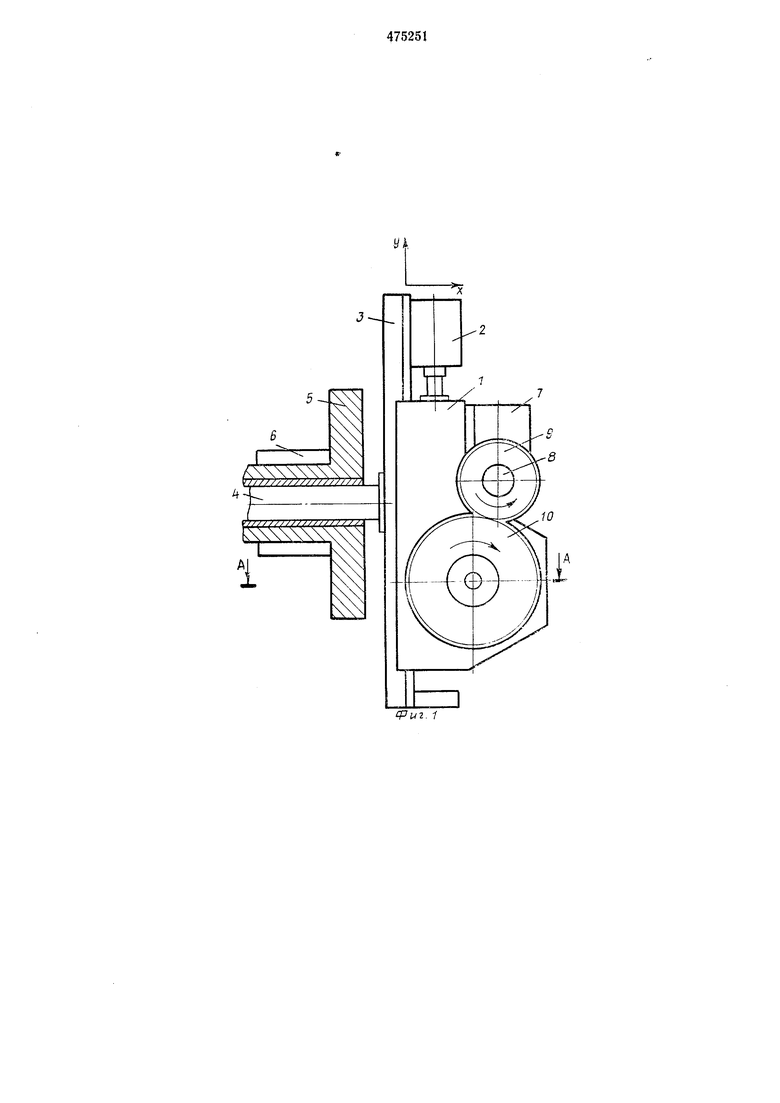
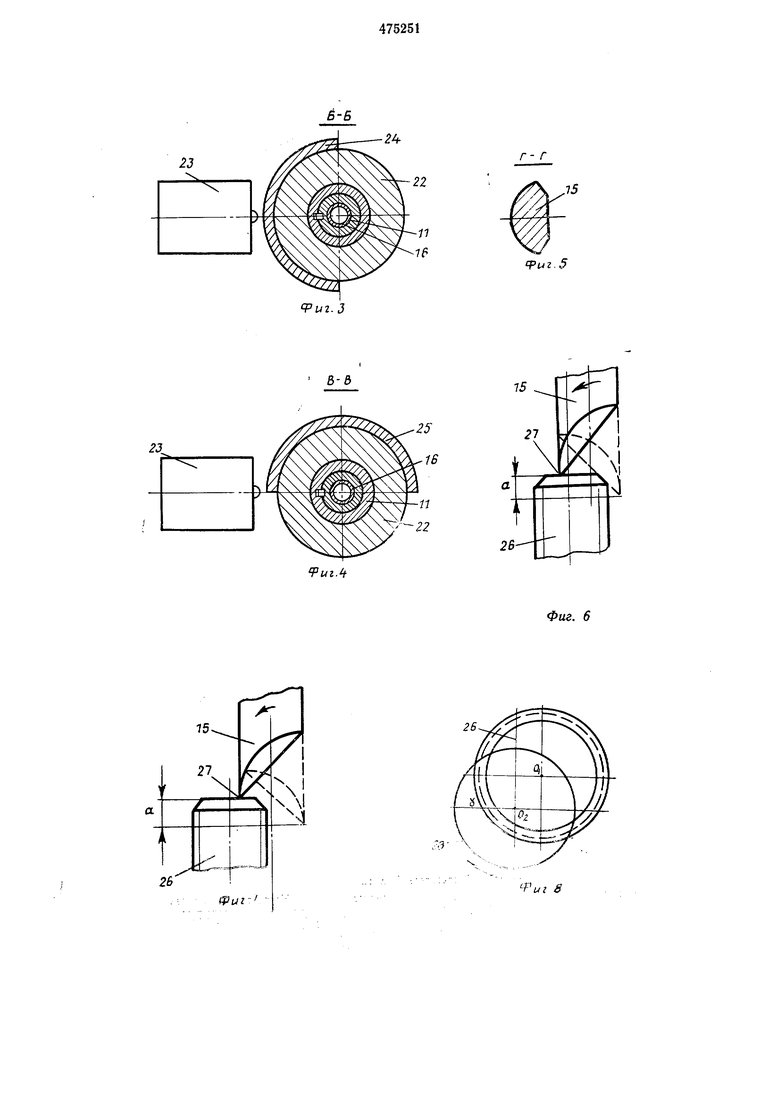
Па фиг. 1 изображен предлагаемый автоматический гайковерт, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - сечение по Г-Г на фиг. 2; на фиг. 6 - осевые положения щупа при малом относительном смещении осей собираемых деталей; на фиг. 7 - то же, при большом относительном смещении осей собираемых деталей; на фиг. 8 - схема траектории движения щупа; на фиг. 9 - график зависимости осевого положения щупа от угла
его поворота; на фиг. 10 - пример выполне ния щупа с регулируемым упором.
Гайковерт включает каретку 1 (см. фиг. 1), которая может перемещаться под действием
привода 2 по направляющей 3. Паправляющая 3 укреплена на двух штоках 4, перемещающихся в корпусе 5 под действием привода 6. Каретка перемещается под действием привода по сигналам системы управления (не
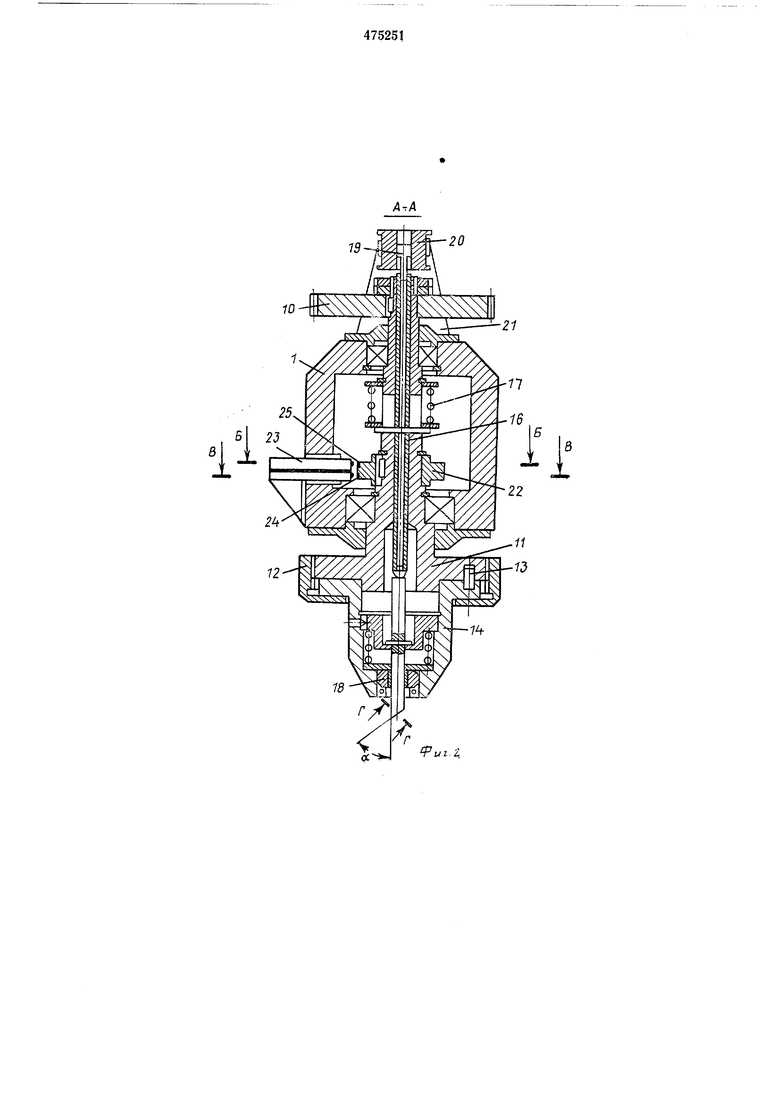
показана). Двигатель 7, например пневматический, через муфту 8 ограничения момента и зубчатую передачу (щестерня 9 и колесо 10) соединен со шпинделем 11 (см. фиг. 2). На торце шпинделя 11 укреплен
при помоши накидной гайки 12 и штифта 13 быстросменный ключ 14 со щупом 15. Щуп 15 установлен соосно с ключом 14, удерживается от вращения относительно ключа 14 и может совершать только осевые вертикальные
перемещения. Па верхний торца щупа 15 воздействует толкатель 16 через пружину 17.
Пижний торец щупа 15 скощен под углом а к образующей цилиндрической поверхности. Па щупе 15 (и в ключе 14) базируется
.подлежащая сборке обхватывающая деталь, например гайка 18, удерживаемая от выпадения известными средствами. Радиальный зазор между щупом 15 и внутренним диаметром резьбы гайки 18 гораздо меньше, чем между
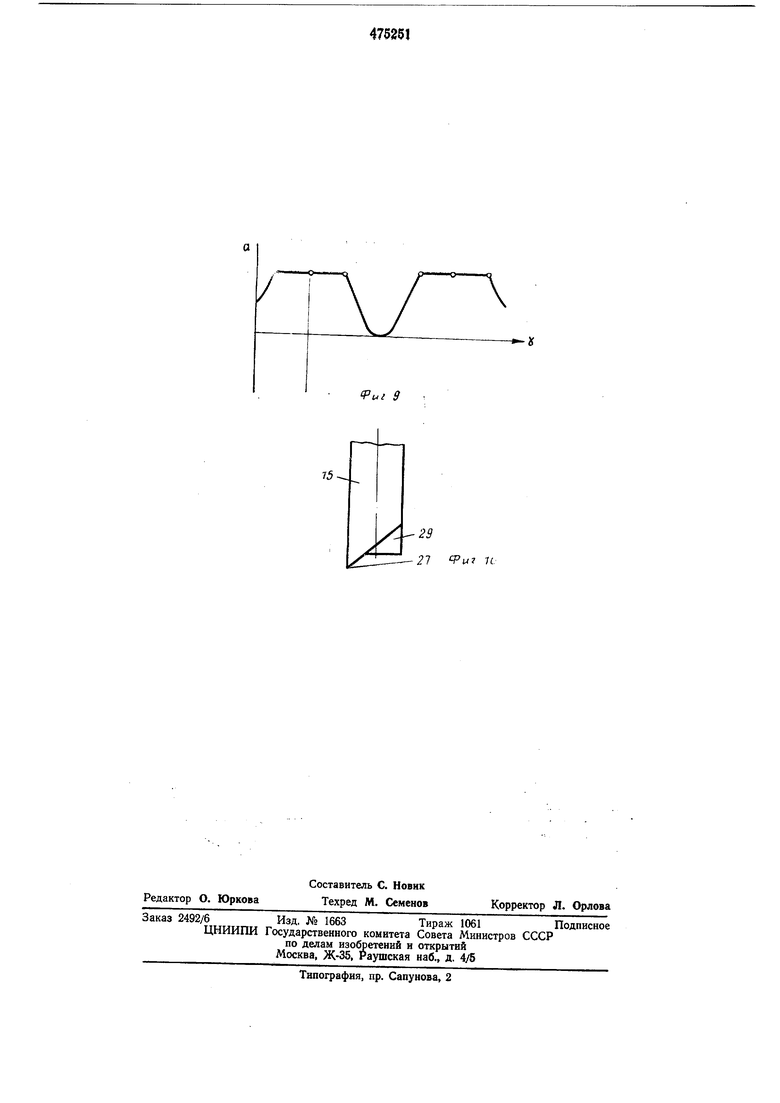
наружными гранямн этой гайки и гранями ключа. В верхней части толкателя 16 укреплена подвижная часть 19 датчика 20 осевого положения щупа, укрепленного на кронштейне 21 каретки 1. На шпинделе 11 укреплена подвижная часть датчика углового положения щупа 15, например втулка 22 из магнитного материала, в непосредственной близости от которой установлены неподвижные части 23 того же датчика. На втулке 22 укреплены один над другим полукольца 24 и 25 из ферромагнитного материала, сдвинутые одно относительно другого на 90°. Щуп 15 выполнен с фасками (см. фиг. 5). Гайковерт с вращающимся шпинделем 11 подводят к собираемой детали 26 так, что щуп 15 отходит от своего нижнего положения вверх, сжимая -пружину 17. Естественно, что ось Oi собираемой детали 26 смещена относительно оси Оа гайки 18 (щупа 15) из-за погрешностей базирования (см. фиг. 6, 7, 8). При вращении подпружиненного щупа 15 его носок 27 какое-то время скользит по торцу детали 26, занимая верхнее положение, после чего, попав на фаску, соскакивает с торца и приходит в нижнее положение. Носок 27 щупа описывает траекторию 28. Продольное перемещение а щуна 15 на каждом обороте между верхним и нижним положениями является функцией смещения осей Oi и Oz собираемых деталей при прочих равных условиях. Кроме того, имеется функциональная зависимость величины продольного перемещения а щупа 15 от угла его поворота V (см. фиг. 9). Таким образом, система управления устройства получает от датчика 20 осевого положения и от датчиков 23 углового положения щупа 15 необходимый объем информации о величине и направлении относительного смещения осей Oi и Oz. Воздействуя «а приводы 2 и 6, системы управления перемещает шпиндель 11 в такое положение, когда оси гайки 18 (щупа 15) и детали 26 совмещаются. После выполнения относительного ориентирования собираемых деталей система управления выключает приводы перемещения гайковерта в сторону детали 26. При этом гайка 18, вращаясь и перемещаясь по щупу 15, как по направляющей, входит в соприкосновение с деталью 26, наживляется на нее и затягивается до иредельного момента, величина которого регулируется муфтой 8. Затем гайковерт отводится от собранного узла и перемещается к лотку с, ориентированными гайками 18. Опускаясь на лоток, гайковерт производит наживление неподвижной гайки 18 на вращающийся щуп 15, после чего гайка известными устройствами досылается в ключ 14, и гайковерт приходит в исходное положение. Предлагаемый гайковерт может быть приспособлен для сборки гладких цилиндрических соединений, для чего ключ 14 должен быть заменен толкателем, а элементы удержания втулки могут выполняться непосредственнгна самом щупе 15. С целью предохранения механически непрочных собираемых деталей от порчи щупами 15 при больших относительных смещениях в щуп 15 встраивается регулируемый упор 29 (см. фиг. 10), который утапливается за носок 27 на необходимую величину. Цилиндрическая поверхность упора 29 должна совпадать с цилиндрической поверхностью щуна. Предмет изобретения 1. Автоматический гайковерт, содержащий шпиндель с ключом приводы его вращения и перемещения по трем координатным осям и систему управления, отличающийся тем, что, с целью повышения надежности процесса свинчивания деталей, внутри ихнинделя и соосно с ним смонтирован щуп, осуществляющий центрирование гайки, а снаружи - датчики его углового и осевого перемещений, связанные с системой управления. 2. Гайковерт по п. 1, отличающийся тем, что торец щупа скошен под углом 45- 65°. 3. Гайковерт по нп. 1 и 2, отличающийся тем, что в щуп встроен регулируемый нор.
20
:
wz./,
23
Фиг. J
г- г
75
чг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Стенд для испытаний резьбовых соединений и настройки гайковертов | 1989 |
|
SU1738633A1 |
| Гайковерт | 1987 |
|
SU1445929A2 |
| Стенд для испытаний резьбовых соединений и настройки гайковертов | 1987 |
|
SU1421515A1 |
| Устройство для автоматическогоКРЕплЕНия дЕТАли или иНСТРуМЕНТАВ шпиНдЕлЕ МНОгОшпиНдЕльНОгО CTAHKA | 1979 |
|
SU823019A1 |
| Гайковерт | 1979 |
|
SU793747A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| УСТРОЙСТВО ДЛЯ ОТВИНЧИВАНИЯ ГАЕК ПРОМЕЖУТОЧНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2305148C2 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Пневматический ударный гайковерт | 1987 |
|
SU1433784A1 |
6-S
23
г
-А
26
Фиг
75
Фиг. 6
гб
Pui 8
P.i 9
