1
Изобретение относится к инструментам для ротационно-ковочных и радиально-ковочных машин.
Известны бойки для ротационного обжатия с рабочей полостью, содержащей заходную п калибрующую части.
Работа на таких бойках с большими ступенями деформации ограничена возможностью вытекания облоя по линии их разъема.
С целью повышения производительности труда и качества обрабатываемых изделий предлагаемые бойки спабжепы до1полнительными участками калибровки и правки изделия, причем в рабочей -полости, содержащей заходиую и калибрующие части, предусмотрепы иазы для дополнительных пар бойков.
На фиг. 1 изображены предложенные бойки, вид в плане; на фиг. 2-вид по стрелке А на фиг. 1 с частичным разрезом и сечение Б - Б основной пары бойков, снабженных пазами для дополнительных пар бойков.
Бойки I и 2, имеющие заходпую с углом ai и калибрующую с размером di части, образуют зону интенсивного обжатия. Кроме гого, у бойка 1 зона интенсивного обжатия сопряжена с зоной правки и калибровки, образованной углом а2 и размером dg.
При подаче заготовки в рабочую полость инструмента происходит первоначальная обработка бойками 1 и 2. В зоне конуса с углом О происходит интенсивное обжатие заготовки, а па цилиндрическом участке диаметром d| осуществляется предварительная калибровка.
При этом по четырем разъема поверхностей 3 бойкоБ 1, 2 возможно образование заусенца. По мере продольного перемещения заготовки в зону конуса оо происходит окончательная калибровка заготовки до размера da и устранение заусенцев, так как линии разъема бойков на этом участке повернуты (смещены) на 45°, а число бойков равно двум. На цилиидрическом участке диаметром do осуществляется правка заготозкп с калибровкой.
Предмет изобретения
Бойки для ротационного обжатия с рабочей полостью, содерл ащей заходную и калибруюпл,ую части, о т л и чающиеся тем, что, с целью повыщенпя производительности труда и качества обрабатываемых изделий, бойки снабжены дополннтельнымп участками калибровки и правки изделия, причем в рабочей полоети, содержащей заходную п калибрующую части, образованы пазы для дополнительных пар бойков.
ILQ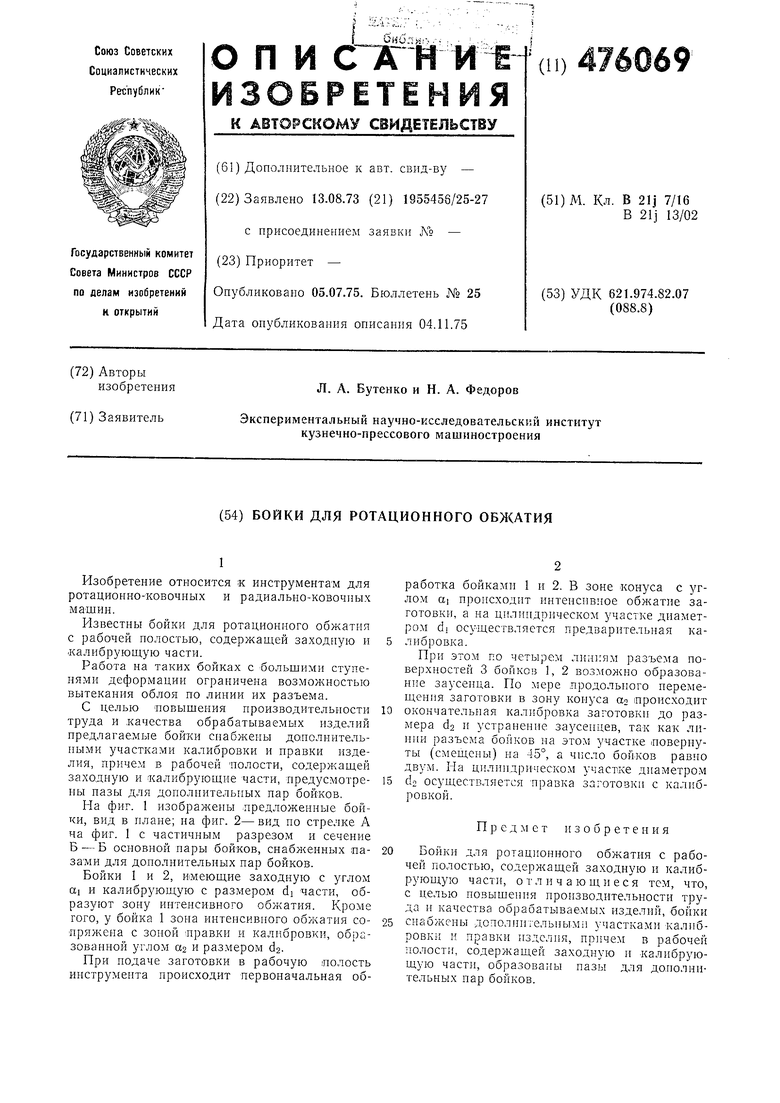
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПРОКАТА | 1992 |
|
RU2021065C1 |
| Бойки для ротационного обжатия | 1980 |
|
SU933170A1 |
| БОЕК ДЛЯ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2016 |
|
RU2633133C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 2013 |
|
RU2538129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| Инструмент для радиальной и ротационной ковки | 1986 |
|
SU1393521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1993 |
|
RU2056968C1 |
| Способ кузнечной протяжки | 1989 |
|
SU1639861A1 |
