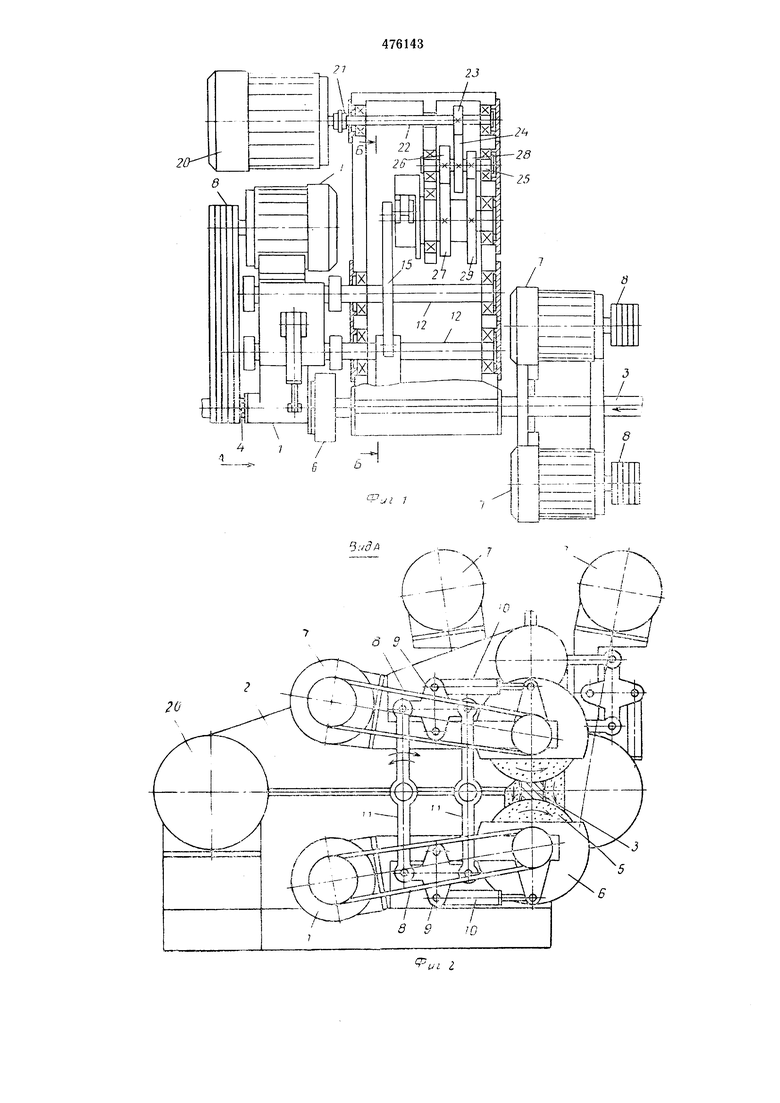
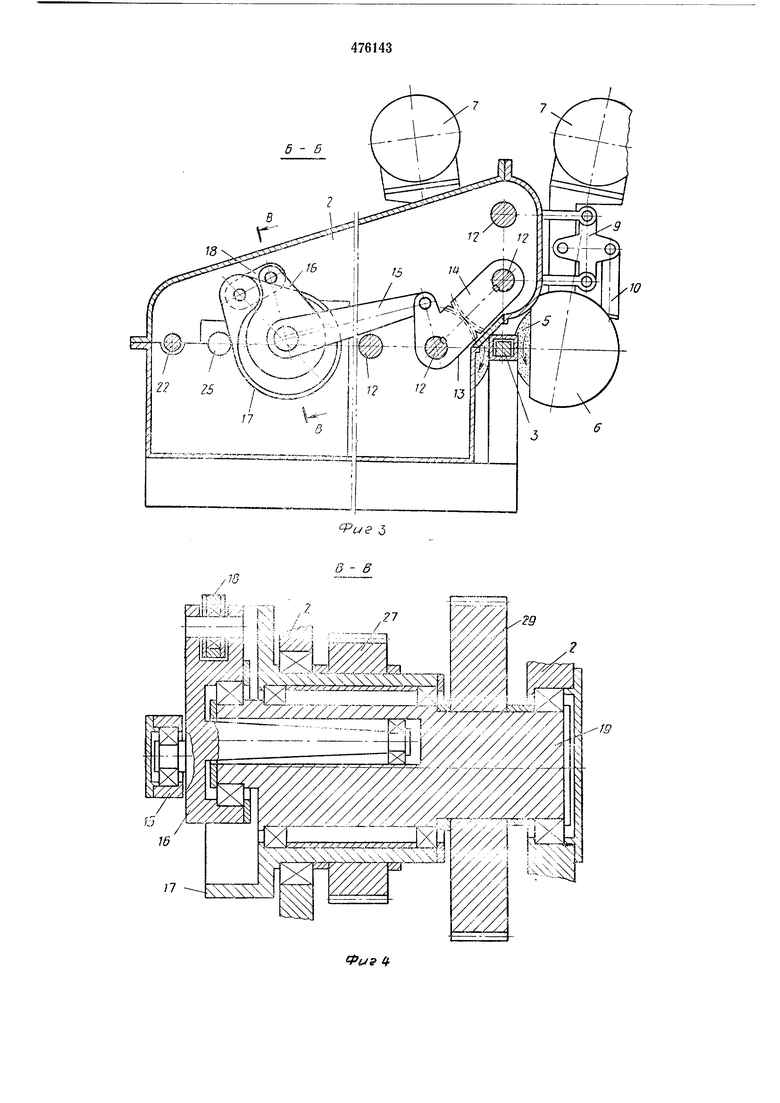
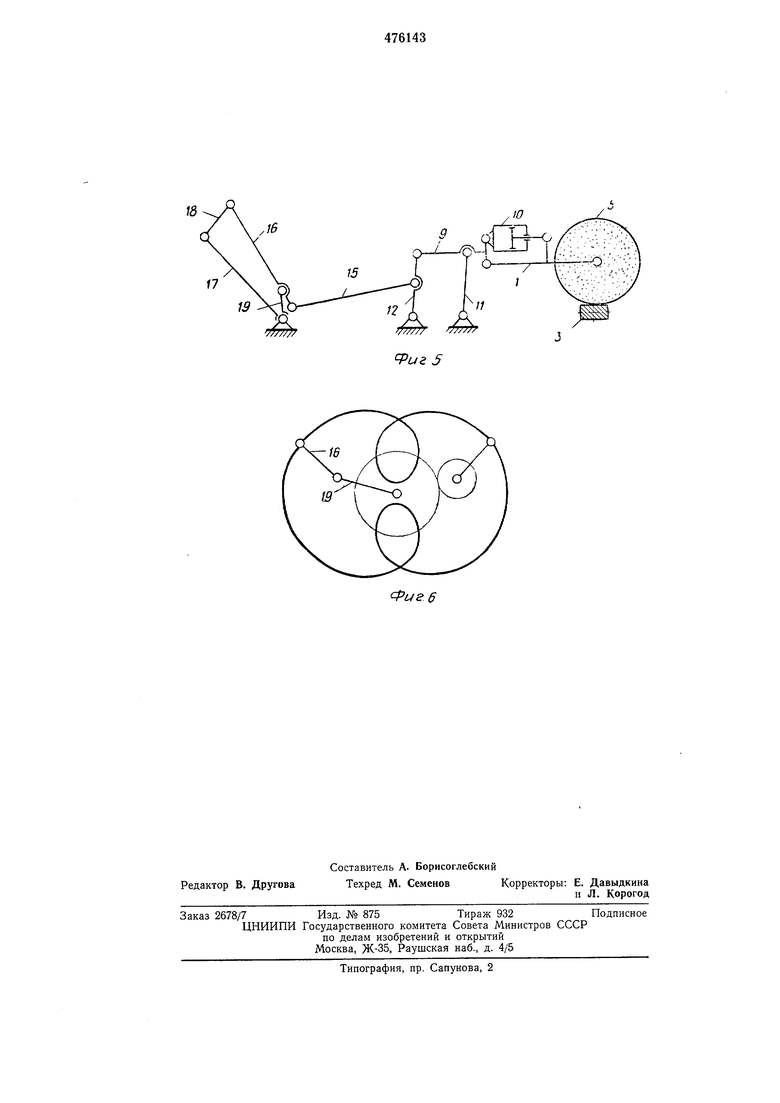
кривошипа 16. Кривошип, получаюш ий враш,ение от водила 17 через серьгу 18, посажен в эксцентриковый вал 19. Водило и эксцентриковый вал приводятся во вращение от двигателя 20, соединенного муфтой 21 с быстроходным валом 22 рабочей клети. Быстроходный вал через шестерни 23 и 24 передает вращение промежуточному валу 25, от которого через шестерни 26 и 27 приводится во вращение водило, через шестерни 28 и 29- эксцентриковый вал. Передаточное отношение шестерен 26 и 27, а также 28 и 29 выбрано таким, чтобы скорость вращения эксцентрикового вала была в три раза меньше скорости водила. При этом длина радиуса кривошипа КР выбрана большей, чем половина эксцентриситета РО эксцентрикового вала. Это обеспечивает пальцу кривошипа движение по удлиненной эпициклоиде с двумя точками возврата, которая описывается точкой М, лежащей вне подвижного круга С, на конце образующего радиуса .СМ, катящегося без скольжения по неподвижному кругу О вне его. При этом радиус неподвижного круга R вдвое больше радиуса подвижного круга г, а отношение длины образующего радиуса к длине радиуса подвижного круга больше единицы. Слиток поступательно подается сначала в первую пару шлифовальных головок, обрабатывающих вертикальные стороны слитка и прилегающие к ним углы, а затем во вторую пару щлифовальных головок, обрабатывающих горизонтальные стороны и прилегающие к ним углы. Шарнирные параллелограммы, связанные между собой зубчатыми секторами, покачиваются щатуном, присоединенным к пальцу кривошипа кривошипно-эксцентрикового механизма, сообщая поперечное перемещение режущим головкам, щлифовальные круги которых прилшмаются к поверхности слитка гидроцилиндрами. Шлифовальные круги приводятся ВО вращение двигателями через клиноременную передачу. При непрерывном поступательном движ:ении слитка на каждой его стороне круги оставляют зигзагообразный след. Сплошная обдирка достигается за счет перекрытия этих следов и выхода кругов на угол слитка, так как поперечный ход круга больше ширины стороны слитка. Достаточно равномерный съем металла с поверхности слитка достигается за счет особой траектории поперечной подачи режущих головок, создаваемой движением пальца кривошипа, которая позволяет увеличить время пребывания шлифовальных кругов па сторонах слитка за счет сокращения времени нахоладения их на поверхности углов. Предмет изобретения 1. Устройство для абразивной зачистки слитков прямоугольного сечения, содержащее четыре шлифовальные головки, попарно расположенные вдоль направления продольной подачи слитков и шарнирно связанные с механизмом поперечной подачи, отличающеес я тем, что, с целью повыщепия производительности обработки, механизм поперечной подачи выполнен в виде двух связанных между собой зубчатыми секторами щарнирных параллелограммов и снабжен дифференциальной кривошиппо-эксцептриковой передачей, в которой вращающееся с постоянной скоростью водило соединено серьгой с кривощипом, установленным на цапфе соосного водилу эксцентрикового вала и соединенным посредством щатуна с одним из зубчатых секторов. 2. Устройство по п. 1, отличающееся тем, что, с целью уменьшения съема припуска с углов слитка, радиус кривошипа больше половины эксцентриситета эксцентрикового вала, а передаточное отношение между водилом и эксцентриковым валом равно трем.
j L/ . ,-iiT-- /iJ U sfc Ti-il - kgHA.V, E fe. i : -4,1 r iJ.rw ji-p-f-l 1
us д
5 - &
/7.5
:ЩЩ /
-4 l- Л-; .
17
Фи9 Цf7
Риг S
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод манипулятора | 1985 |
|
SU1293018A1 |
| ПЛАНЕТАРНЫЙ ЦИКЛОИДАЛЬНЫЙ РЕДУКТОР С ПРЕДВАРИТЕЛЬНОЙ СТУПЕНЬЮ | 2012 |
|
RU2506477C1 |
| Устройство для улавливания обрезков движущегося проката | 1975 |
|
SU526461A1 |
| Устройство для выравнивания скорости ножей летучих ножниц | 1980 |
|
SU975256A1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2148488C1 |
| Шлаковоз | 1979 |
|
SU863646A1 |
| Устройство для резки проката | 1986 |
|
SU1360920A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Устройство для изготовления изделий "ансил | 1976 |
|
SU617126A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |