Известны станки для обработки кольцевого желоба, имеющего в диаметральном сечении форму дуги окружности, в котором бабка изделия или рабочая голозка установлены на крестовом столе, перемещаемом по дуге окружности с ломощью кулисы, камень которой с поводком, ведущим стол, взаимодействует с кулаком, приводимым в двинсение, согласованное с движением изделия.
Предлагаемый станок повышает производительность труда. Это достигается тем, что приводы качания кулисы и устройства для согласованного вращения кулака выполнены в виде механизмов прерывистой подачи, например храповых. Для поворота кулака и изделия на одинаковые углы храповые механизмы выполнены с равным числом зубцов храповых колес, и каждый из них снабжен Т-образным ползуном (или толкателем), взаимодействующим при крайних положениях кулисы с упорами и элементами для регулирования хода толкателя или угла отклонения рычага.
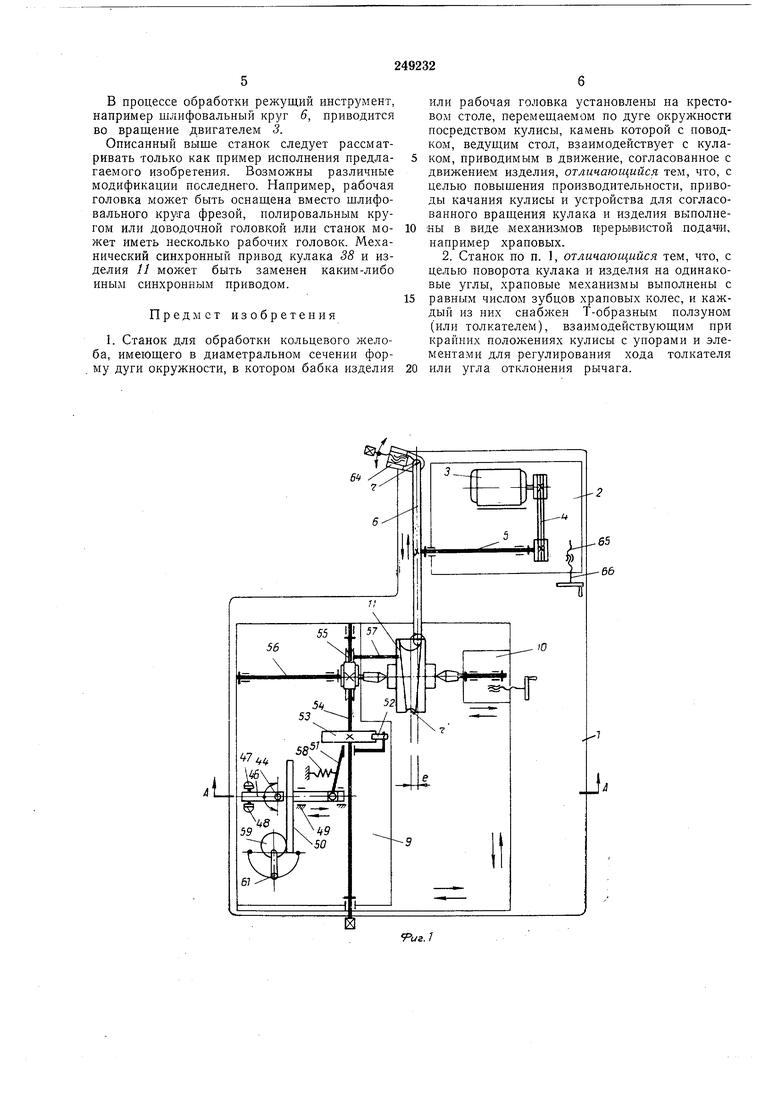
На фит. 1 показана схема предлагаемого станка; на фиг. 2 - разрез по на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - одно из крайних положений механизма, изображенного на фиг. 3.
шпинделем 5, несущим режущий инструмент 5, в данном случае шлифовальный круг. Рабочая головка выполнена подвижной в направлении, перпендикулярном оси шпинделя изделия. На направляющих станины установлен крестовый стол, состоящий из нижнего стола 7 и верхнего стола S, имеющего две степени свободы перемещений в горизонтальной плоскости. На верхнем столе закреплены бабка 9
изделия и задняя бабка 10, несущие обрабатываемое изделие 11. В станине смонтирован привод перемещения стола 8, содержащий массивный вертикальный вал 12, вращающийся в подшипниках 13, 14, а закрепленное на этом валу зубчатое колесо 15, находящееся в зацеплении со смонтированным в станине зубчатым колесом 16, которое посредством щатуна 77 и пальцев 18 и 19 связано с кривошипом 20. Кривошип 20 установлен на
выходном валу редуктора 21, а входной вал редуктора связан передачей 22 с двигателем 23.
На валу 12 закреплена кулиса 24 с камнем 25, перемещающимся в радиальных направляющих 26. Камень кулисы подпружинен упругим элементом 27.
На кулисе 24 в радиальных направляющих 28 (см. фиг. 3) установлен Т-образный толкатель 29. На расстоянии I от вала 12 в
упоры 30 и 31. В пазу толкателя -29 размещается сферический конец рычага 32, на другом конце которого шарнирно закреплена собачка 33. Собачка взаимодействует с храповым колесом 34, закрепленным на смонтированном в кулисе 24 червячном валу 35. Рычаг 32 Свободно сидит на червячном валу 35. Последний через червячное колесо 36 и валик 57, ось которого расположена параллельно оси вала 12, связан со сменным кулаком 38, взаимодействующим с закрепленным на камне 25 толкателем 39.
Рычаг 32 прижат пружиной 40 к кулачку 41, установленному на валике 42 вместе с рукояткой переключения 43. Валик 42 смонтирован на кулисе 24. На камне 25 закреплен поводок 44, связанный с верхним столом 8 с помощью подшипника 45. На верхней части поводка 44 закреплен рычаг 46 с упорами 47 и 48. В направляющих 49 верхнего стола 8 установлен Т-образный толкатель 50, в пазу которого размещен сферический конец рычага 51. На другом конце рычага 51 шарнирно закреплена собачка 52, взаимодействующая с храповым колесом 53, закрепленным на смонтированном в верхнем столе 8 червячном валу 54.
Рычаг 51 свободно сидит на червячном валу 54. Червячный вал 54 через червячное колесо 55 связан со шпинделем 56 изделия. Бабка изделия снаблсена поводком 57, ведущим изделие 11. Толкатель 50 прижат пружиной 58 к кулачку 59, установленному на валике 60 вместе с рукояткой переключения 61. Валик б( смонтирован на верхнем столе 8.
Рукоятки переключения 43 и 61 снабжены пружинными фиксаторами 62 и 63. На станине смонтированы также качающаяся алмазница 64 для правки шлифовального круга (станок в исполнении для шлифования желоба) и механизм 65, 66 для наладочного перемещения рабочей головки. Радиус г профиля режущего инструмента не должен превышать минимального радиуса г профиля изделия (см. фиг. 1).
Станок работает следующим образом.
Двигатель 23 через передачу 22 приводит во вращение входной вал редуктора 21. Кривошип 20, установленный на выходном валу редуктора 21, сообщает посредством щатуна /7 и пальцев 18 и 19 зубчатому колесу 16 возвратно-качательное движение. Это движение передается зубчатому колесу 15 и, следовательно, валу 12 (промежуточное зубчатое колесо 16 установлено для получения большого угла качания вала 12. Нри этом поводок 44, ось которого смещена относительно оси вала 12 на величину эксцентриситета е, сообщает верхнему столу 8 и изделию 11 возвратно-поступательное перемещение,, по дуге окружносги радиуса е. Величина этого радиуса должна быть равна разности радиуса г , обрабатываемого желоба и радиуса г профиля режущего инструмента. Она задается сменным кулаком 38, имеющим профиль, выполненный
по тому же закону, в соответствии с которым изменяется величина радиуса по длине желоба изделия.
Кулак 38 периодически поворачивается на небольшой угол в результате поступательных перемещений Т-образного толкателя 29, который своим правым или левым плечом (см. фиг. 3) набегает на неподвижные упоры 30 или- 31, что заставляет его совершать перемеидения в сторону от оси вала 12 в конце каждого качания в ту или другую сторону. В исходное положение толкатель 29 возвращается пружиной 40. В это же время происходит и поворот храпового колеса 34 через рычаг 32
собачкой 33. Исходное положение системы толкатель 29 - рычаг 32 - собачка 33 и, следовательно, ход толкателя 29 и угол поворота храпового колеса 34 определяются положением кулачка 41, которое можно изменять
путем поворота валика 42 рукояткой переключения 43. Далее поворот храпового колеса, передается червячному валу 35, червячному колесу 36, валику 37 и сменному кулаку 38. Новорот изделия производится аналогичным
образом с тем лишь отличием, что в возвратно-качательном движении участвует рычаг 46 с упорами 47 и 48, а не толкатель (поводок 44 совершает относительно верхнего стола 8 аналогично валу 12 возвратно-качательные движения). Итак, упоры 4-7 и 48 при качапии в ту или другую сторону набегают на левое или правое плечо толкалеля 50 и перемешают его в наиравлении от оси поводка 44, толкатель 50 поворачивает рычаг 51 с собачкой 52. Собачка 52 через храповое колесо 53, червячный вал 54 и червячное, колесо 55 поворачивает шпиндель 56 изделия. Исходное положение системы толкатель 50 - рычаг 5/ - собачка 52 и, следовательно, ход толкателя 50 и угол поворота храпового колеса 53 определяются положением кулачка 59, которое можно изменять путем поворота валика 60 рукояткой переключения 61.
Величины передаточных отношений от толкателя 29 до кулака 38 и от толкателя 50 до шпинделя 56 изделия выбираются такими, чтобы при установке рукояток переключения 43 и 61 в одинаковое положение угол поворота кулака 38 был равен углу поворота изделия //. Таким образом, обеспечивается синхронизация иоворота кулака 38 к изделия. Величина угла поворота кулака 38 и изделия 11 регулируется поворотом рукояток переключения 43 и 61. Это определяет продолжительность обработки и чистоту обработанной поверхности.
Режущий инструмент обходит профиль желоба при качании вала 12 в одну сторону, обрабатывая поперечную полоску поверхности желоба. Одновременно в конце прохода кулак 38 и изделие 11 поворачиваются на одинаковый угол, и при обратном ходе вала 12 обрабатывается следующая поперечная поВ процессе обработки режущий инструмент, например шлифовальный круг 6, приводится во вращение двигателем 3. Описанный выше станок следует рассматривать только как пример исполнения предлагаемого изобретения. Возможны различные модификации последнего. Например, рабочая головка может быть оснащена вместо шлифовального крута фрезой, полировальным кругом или доводочной головкой или станок может иметь несколько рабочих головок. Механический синхронный привод кулака 38 и изделия // может быть заменен каким-либо иным синхронным приводом. Предмет изобретения 1. Станок для обработки кольцевого желоба, имеющего в диаметральном сечении форму дуги окружности, в котором бабка изделия 5 10 15 20 или рабочая головка установлены на крестовом столе, перемещаемом по дуге окружности посредством кулисы, камень которой с поводком, ведущим стол, взаимодействует с кулаком, приводимым в движение, согласованное с движением изделия, отличающийся тем, что, с целью повышения производительности, приводы качания кулисы и устройства для согласованного вращения кулака и изделия выполнены в виде ,механиз1мов П реры1вистой подачи, например храповых. 2. Станок по п. 1, отличающийся тем, что, с целью поворота кулака и изделия на одинаковые углы, храповые механизмы выполнены с равным числом зубцов храповых колес, и каждый из них снаблсен Т-образным ползуном (или толкателем), взаимодействующим при крайних положениях кулисы с упорами и элементами для регулирования хода толкателя или угла отклонения рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1970 |
|
SU268932A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛБЦЕВОГО ЖЕЛОБА | 1970 |
|
SU274677A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| Станок для насекания рашпилей прямой и полукруглой формы | 1972 |
|
SU443731A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА РАрОЧрГО ИНСТРУМЕНТА | 1973 |
|
SU384657A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |

2
