3
ту 5, которая имеет проходящие ноиерек плиты каналы 6, которые па концах соединены друг с другом с ПОМОН1ЫО трубных колеи 7.
На обратной к плите 1 стороне каждой нагревательной плиты 5 предусмотрена плита обратного подвода 8, которая пмеет пазы 9, через которые роликовая цепь 4 возвращается обратно. Следовательно, роликовые цепи 4 окружают нагревательные плиты 5 по длипе.
Силы, воздействуюндне на нлнту 1, воспринимаются опорами 10. Оиоры 10, расположеиные сверху и снизу плиты 1, соедиияются сбоку вне плиты с помощью ходовых винтов или гидравлических силовых элемеитов, так что они могут сов.местио прессовать плиту 1 через плиты обратного подвода 8 и иагреваTCvTbHbie плиты 5 и ролики 4.
Ленты 2, 3 не замыкаются сбоку краем нагревательной плиты 5 или ро;1ико1юй цепью 4, а выступают иаружу в области 11 отпосите;П)но роликовой цепи 4.
Для того, чтобы противодействовать падению температуры, предусмотрены нагревательные каналы в виде трубопроводов 12, которые простираются вдоль края лент 2, 3. К трубопроводам 12 пр11креплепы с зазором 13 стеики 14 с продольиыми ребрами 15. Последние имеют еще и ипое кроме подвода пазначение, которое состоит в том, чтобы образовать с наружнымп сторонами лепт 2, 3 лабиринтное уплотиепие, так что воздух, поступающий через отверстие 13 в область роликов 4 и выходящпй между частью стенкп М сохраняет незначительное избыточное давление для того, чтобы затрудиить попадание примесей в область роликов.
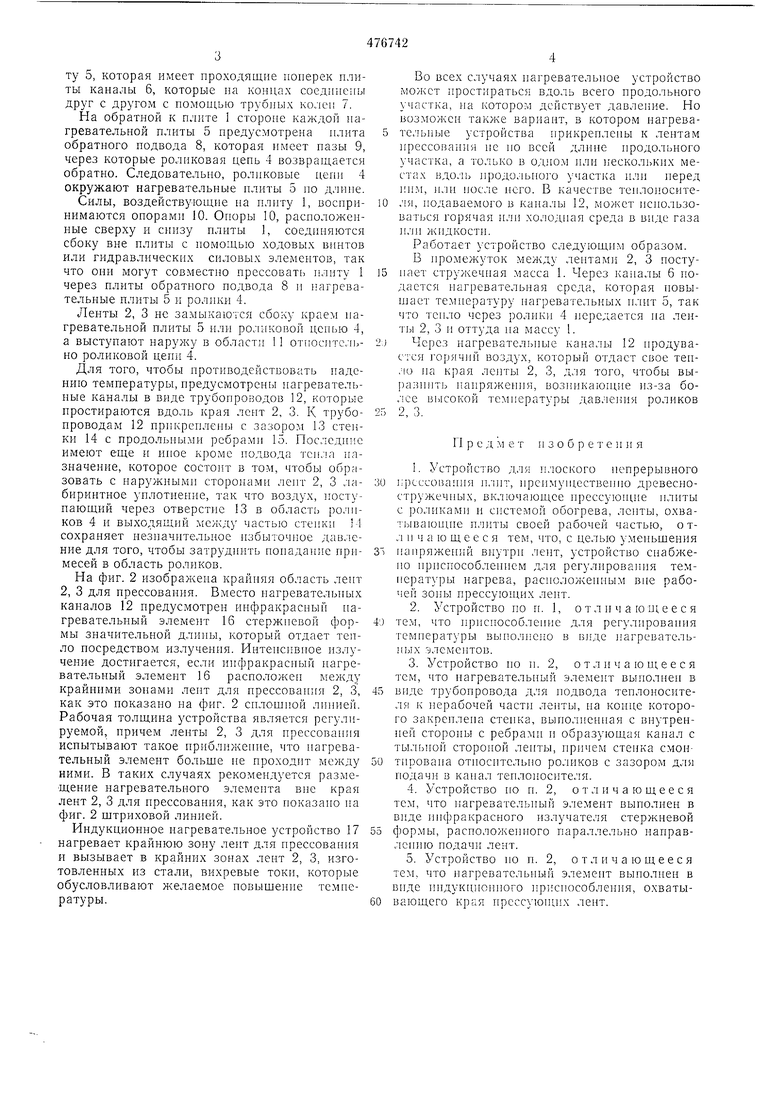
На фиг. 2 изображеиа крайняя область леит 2, 3 для прессования. Вместо иагревательиых каналов 12 предусмотрен инфракрасный нагревательный элемент 16 стержневой формы значительной длины, который отдает тепло посредством излучеиия. Интенсивное нзлучеиие доетнгается, если инфракрасный нагревательный элемент 16 расположен между крайними зонами лепт для прессования 2, 3, как это ноказано па фиг. 2 силошиой линией. Рабочая толщина устройства является регулнруемой, причем ленты 2, 3 для нрессования испытывают такое нриближеиие, что иагревательный элемент больше не проходит между ними. В таких случаях рекомендуется размещение нагревательного элемента вне края лент 2, 3 для нрессоваиия, как это показаио на фиг. 2 штриховой линией.
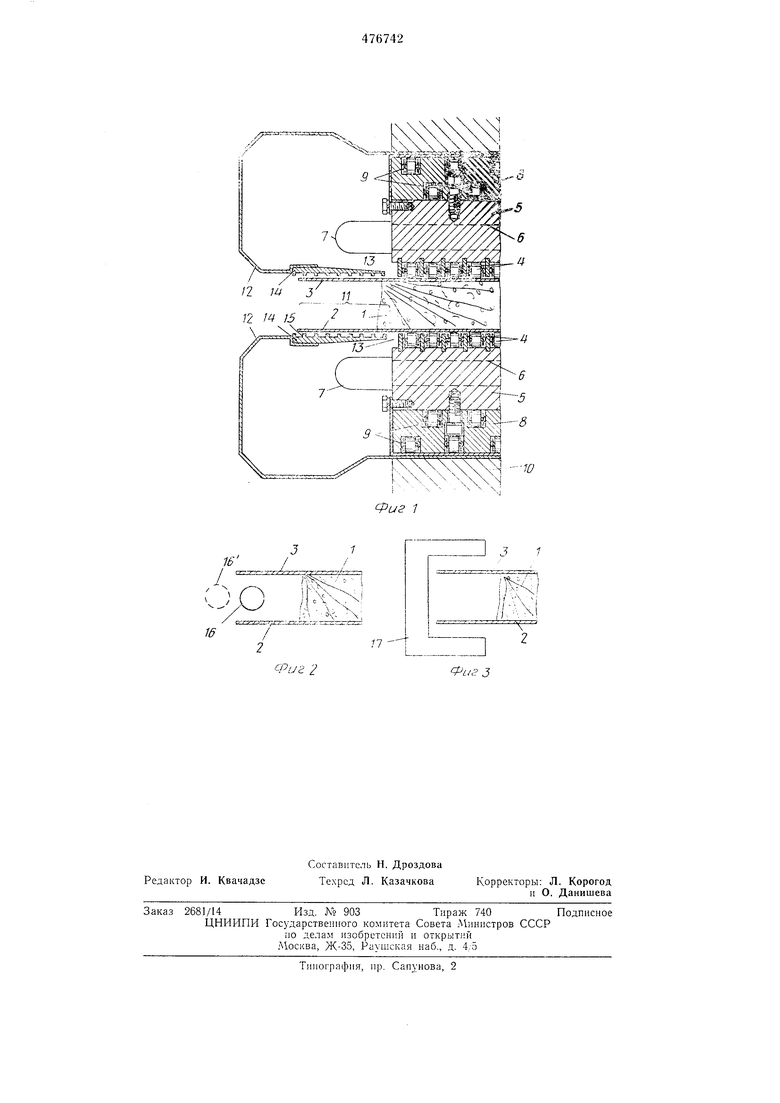
Индукционное нагревательное устройство 17 нагревает крайнюю зону лент для прессования и вызывает в крайних зонах лент 2, 3, изготовленных из стали, вихревые токи, которые обусловливают желаемое иовышенне те.мпературы.
4
Во всех случаях пагревательпое устройство может простираться вдоль всего продольного участка, на котором действует давление. Но возможен также вариант, в котором нагревательные устройства прикренлены к лентам нрессоЕшния не но всей длине иродольиого участка, а только в одном или 1;ескольких местах вдоль продольиого участка иеред ни.., или после пего. В качестве теплоносителя, подаваемого в каналы 12, может пснользоват1 ся горячая нли холодиая среда в виде газа или жидкости.
Работает устройство следующим образом. В иромежуток между леитами 2, 3 ноступает стружечная масса 1. Через каналы 6 подается нагревательная среда, которая новышает темнературу нагревательных плит 5, так что теило через ролнки 4 нередается на леиты 2, 3 и оттуда па массу 1.
Через иагревательиые каналы 12 продувается горячнй воздух, который отдает свое тенло па края лепты 2, 3, для того, чтобы выjKusniiTb наиряженпя, возникаюп1ие из-за более высокой температуры давления роликов
Пред м е т н з о б р е т е н и я
1.Устройство для плоского непрерывного прессования плит, преимуи1,ествеппо древесиостружечиых, включающее ирессуюпи1е плиты с роликами и системой обогрева, леиты, охваПзшаюниш плиты своей рабочей частью, о тл и ч а ю щ е е с я тем, что, с целью у.меньшения папряжепнй впутрн леит, уетройство снабжено прпсиособленнем для регулнровання температуры нагрева, расположенным вне рабочей зоны прессующих лент.
2.Устройство но н. 1, о т л и чающееся тем, что приспособление для регулирования
температуры выполнено в виде нагревательных элементов.
3.Устройство по п. 2, о т л н ч а ю п;е е с я тем, что нагревательный элемент вынолнеи в
виде трубонровода для подвода теплоносителя к нерабочей части ленты, на конце которого закреплена етенка, выполненная с внутренней стороны с ребрами и образующая канал е тыльной стороной ленты, иричем стенка смонтироваиа относительно роликов с зазором для подачи в капал теплоносите..
4.Устройство по п. 2, отличающееся тем, что пагревательиый элемент выполнен в виде ппфракраспого излучателя стержневой
формы, расноложенного параллельно направлешпо подачи лент.
5.Уетройство по п. 2, отличающееся тем, что пагревательный элемент выполнен в виде 1И1дукцио1И10го нриспособлення, охватывающего края нрессуюнцх леит.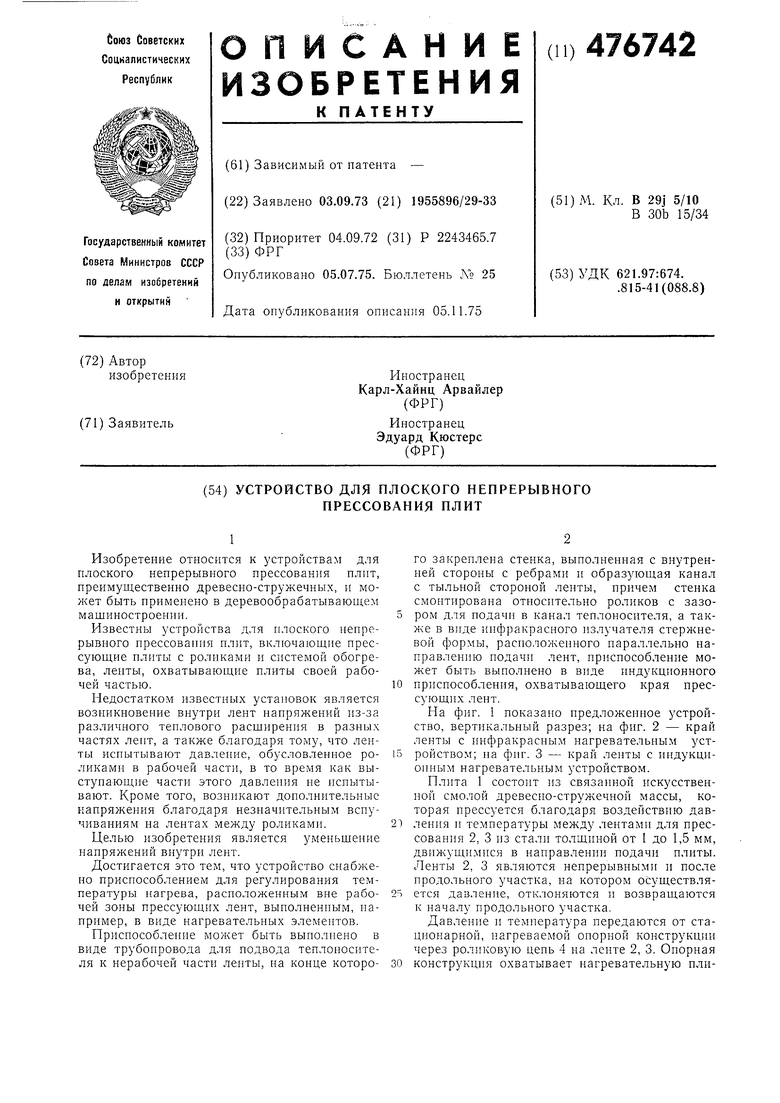
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс | 1975 |
|
SU637069A3 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| Пресс | 1975 |
|
SU701524A3 |
| Пресс непрерывного действия | 1975 |
|
SU592345A3 |
| Установка для резки и склейки пленок | 1973 |
|
SU476539A1 |
| Способ непрерывного изготовления древесностружечных плит и аналогичных плитных материалов и установка для осуществления способа | 1991 |
|
SU1836209A3 |
| Устройство для обработки ленты излубяНыХ ВОлОКОН | 1979 |
|
SU827624A1 |
| Приспособление к швейным машинам для подачи сшиваемых изделий к игле | 1940 |
|
SU62753A1 |
| МАШИНА ДЛЯ ПРОДОЛЬНОГО РЕЗАНИЯ ПОЛОТНАНА ЛЕНТЫ | 1964 |
|
SU161625A1 |
| Пресс для склейки кинопленки | 1972 |
|
SU439781A1 |
3
16
Л
/ c::;:5: ;jrr ;:r:zr.:z::c.
16/
сриг 2
1 3 1
Щ|
J
