(54) ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для создания давления к ленточному прессу непрерывного действия | 1974 |
|
SU581851A3 |
| Пресс | 1975 |
|
SU701524A3 |
| Способ непрерывного изготовления древесностружечных плит и аналогичных плитных материалов и установка для осуществления способа | 1991 |
|
SU1836209A3 |
| Пресс | 1975 |
|
SU637069A3 |
| Пресс для изготовления плит | 1975 |
|
SU541677A1 |
| ФОРМОВЫРАВНИВАЮЩАЯ ПЛИТА ПРЕССА, ДВУХЛЕНТОЧНЫЙ ПРЕСС, ОДНО- ИЛИ МНОГОЭТАЖНЫЙ ПРЕСС | 1992 |
|
RU2085391C1 |
| Система управления верхним и нижним приводами пресса непрерывного действия для производства древесностружечных плит | 1978 |
|
SU923356A3 |
| Пресс непрерывного действия для изготовления древесно-стружечных плит | 1991 |
|
SU1812132A1 |
| Пресс проходного действия для изготовления древесностружечных плит | 1979 |
|
SU791554A1 |
| Пресс | 1975 |
|
SU534371A1 |
1
Изобретение относится к прессам непрерывного действия для изготовления плит типа древесностружечных и может быть применено в деревообрабатывающем машиностроении.
Известны прессы непрерывного действия для изготовления древесностружечных плит, включающие непрерывные прессущие ролики, охваченные лентами, и силовые элементы 1.
Однако такие прессы не обеспечивают изготовления плит хорошего качества и ненадежны в эксплуатации.
Известны также прессы непрерывного действия для изготовления плит типа древесностружечных, включающие опорные конструкции и роликовые цепи, охваченные формирующими лентами 2.
Однако в этих прессах цепи, проходящие снаружи, подвергаются температурным изменениям и не защищены от пыли и грязи.
Цель изобретения - улучщение условий эксплуатации роликовых цепей.
Это достигается тем, что между опорными конструкциями и формующими лентами установлены промежуточные плиты с пазами для холостого хода цепей, причем глубина пазов превосходит диаметр роликов. Кроме того, каждая промежуточная плита может быть выполнена составной из двух отдельных плит, пазы расположены в щахматном порядке в верхней плите, имеющей толщину, превосходящую удвоенный диаметр роликов. Промежуточная плита с торцов выполнена с направляющими приспособлениями для цепей.
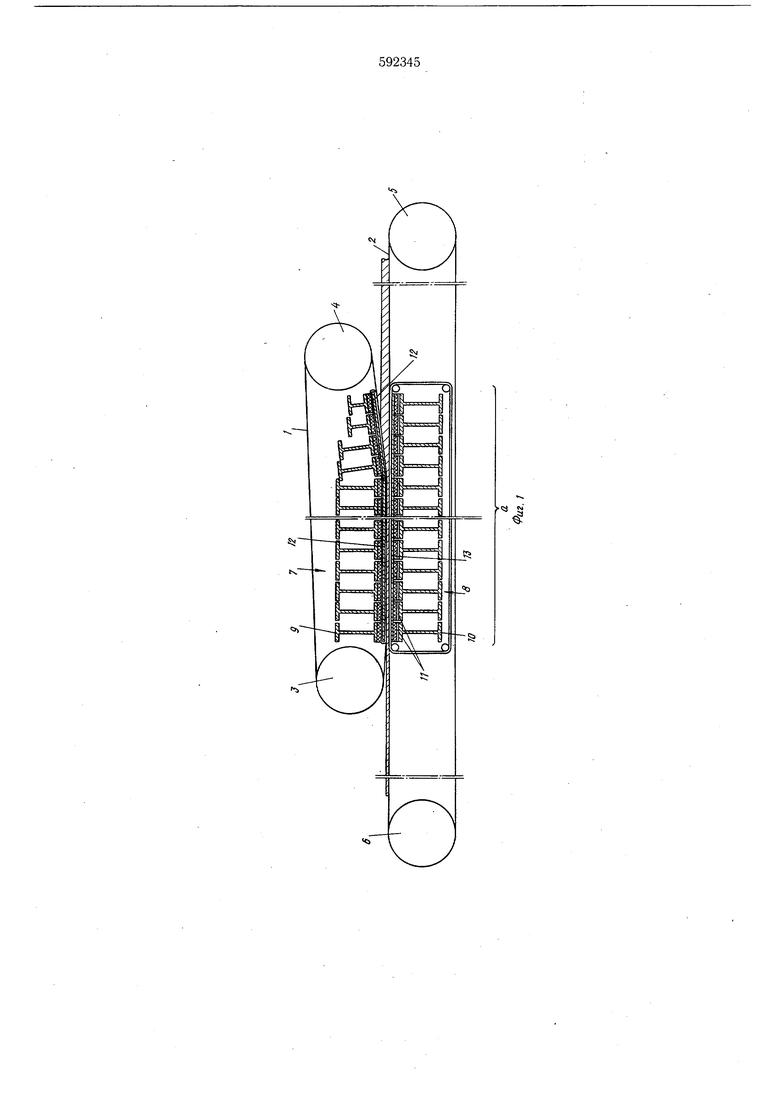
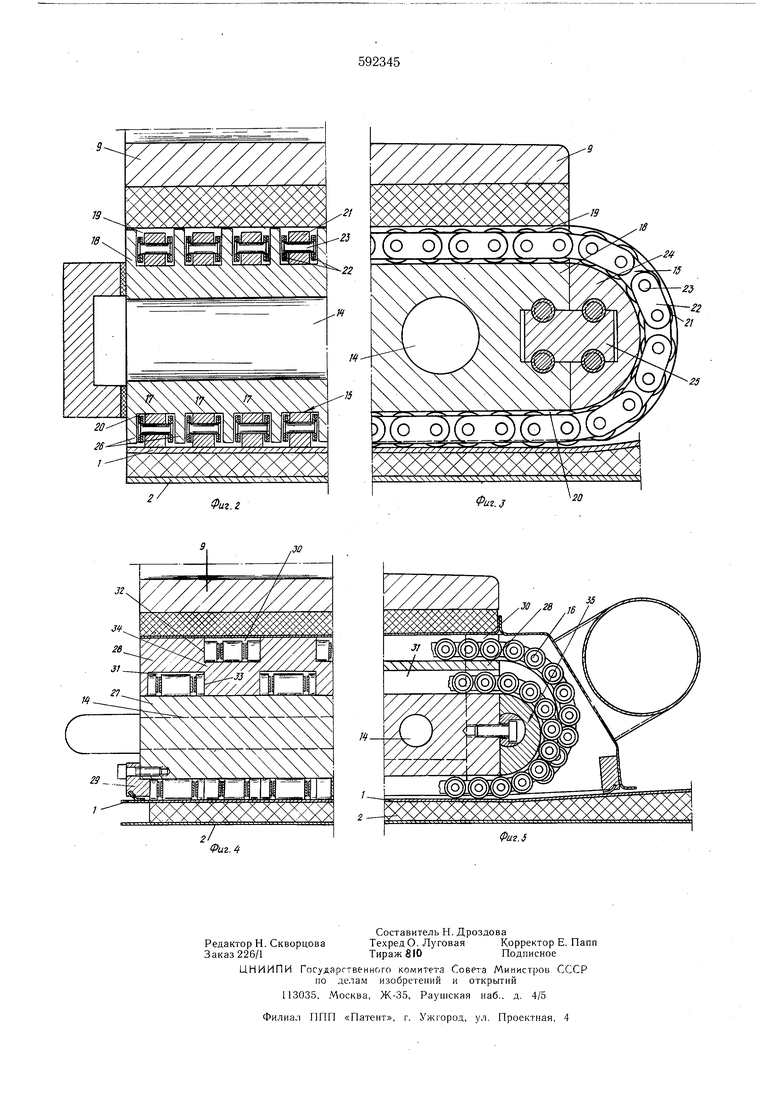
На фиг. 1 изображен предлагаемый пресс, вертикальное продольное сечение; на фиг. 2 и 3 - промежуточная плита, разрез; на фиг. 4 и 5 - вариант выполнения промежуточной плиты.
Пресс состоит из верхней 1 и нижней 2 форму ющих лент, проходящих вокруг барабанов 3-6. Внутри формующих лент предусмотрены опорные конструкции 7, 8. Опорные конструкции состоят соответственно из отдельных кронштейнов 9, 10, которые образуют зону прессования.
Формующие ленты 1, 2 проходят в направлении, обозначенном стрелкой, через неизображенное на чертежах приспособление для засыпки.
Каждая пара кронштейнов 9, 10 с боков скреплена друг с другом снаружи полотна, так что образуются отдельные силовые, замкнутые на себя элементы давления. Между кронштейнами 9, 10 и формующими лентами 1, 2 расположены нажимные подущки 11 и жесткие промежуточные плиты 12, 13, которые передают
усилие от кронштейнов 9 и 10 равномерно но плоскости формующих лент 1, 2. Плиты выполнены с каналами 14, в которых расположены нагревательные элементы.
Между обращенными друг к другу сторонами плит 12, 13 и формирующими лентами 1, 2 расположены роликовые цепи 15, 16, образующие отдельные ветви 17 (фиг. 2 и 4), по которым обкатываются формующие ленты 1, 2.
Ролики цепей 15, 16 передают давление и тепло плит 12, 13 на формующие ленты 1, 2 и на барабан 4. Роликовые цепи 15, 16, после того, как они достигнут конца продольного участка а, .могут быть направлены между кронштейна.ми 9, 10 и плитами 12, 13, т. е. в зону прессования (фиг. 1) плиты 12.
Промежуточные плиты могут быть выполнены (фиг. 2 и 3) в виде одной плиты 18, в которой на верхней и нижней сторонах в продольном направлении и.меются пазы 19 и 20 В этих пазах проходят роликовые цепи 15 состоящие из следующих непосредственно друг за другом роликов 21, которые соединены накладками 22 и роликовыми цапфами 23. На конце плиты 18 установлена фасонная деталь 24, которая поворачивает роликовые цепи 15 с нижней стороны плиты 18 на верхнюю ее сторону, или наоборот. Фасонные детали 24 заклинены на концах плиты 18 пружина.ми 25. Пазы 19 глубже, чем высота роликов 21, что позволяет роликовым цепям 15 свободно проходить в пазах 19. Пазы 20 имеют меньшую глубину, чем диаметр роликов 21, так что ролики 21 выступают на нижней стороне и .могут обкатываться по формующим лентам 1, 2, которые протягиваются относительно плиты 18, и кроме роликов 21 не имеют никаких точек касания. Боковые перемычки 26 пазов 20 служат для бокового направления роликовых цепей 15.Перемычки 26 могут быть устранены если роликовые находятся рядом друг с другом.
Промежуточные плиты могут быть образованы из горячей и опорной плиты 27 и отделенной от нее возвратной плиты 28 (фиг. 4 и 5). Плита 27, как и плита 18 имеет каналы нагрева 14, концы которых соединены в замкнутый трубопровод.
Плита 27 на нижней стороне плоская. Между этой стороной и формующей лентой 1 проходят роликовые цепи 16, звенья которых состоят из трех роликов, причем крайние ролики закреплены консольно. Для бокового ограничения плиты 27 предусмотрены направляющие 29.
Возвратная плита 28 более, чем в два раза толще диаметра роликов роликовой цепи 16 и
имеет на стороне, обращенной к кронштейну 9, пазы 30, а на стороне, обращенной к верхней стороне плиты 27 - пазы 31. Пазы 30, 31 несколько глубже, чем диаметр роликов роликовых цепей i6, и расположены поперек полосы материала так, что их боковые ограничиваю щие плоскости 32, 33 расположены вертикально по отношению друг к другу. Таким образом, могут также проходить в одной плоскости соответствующие ограничивающие поверхности соседних роликовых цепей 16. Усилие передается через промежуточную зону 34
На концах плит 27, 28 предусмотрены фасонные детали 35, которые поворачивают роликовые цепи 16с нижней стороны плиты 27 на ее
верхнюю сторону. Фасонные детали 35 для соседних роликовых цепей 16 имеют различные радиусы, в результате чего роликовые цепи 16 .могут попадать в различные по высоте пазы 30 или 31 в плите 28.
Пресс работает следующим образом.
Сформированное полотно подается между лептами 1, 2. На продольном участке а опорные конструкции воздействуют совместно с лента.ми и цепями на полотно и прессуют его. Плита непрерывной лентой выходит с другого конца пресса.
Формула изобретения
для холостого хода цепей, причем глубина пазов превосходит диаметр роликов.
цепей.
Источники информации, принятые во внимание при экспертизе:
..,
