Изобретение относится к области производства строительных изделий, в частности объемных элементов коммуникаций тоннелей и коллекторов, силосов элеваторов, плахт лифтов, блок-комнат и др.
Известны способы формования объемных железобетонных элементов, включающие подачу бетонной смеси на полый виброконус сердечника и непрерывное вибрирование виброконуса в процессе подъема сердечника.
Предлагаемый способ позволяет повысить качество изделия.
Это достигается тем, что в процессе вибрирования неносредствепно на виброконусе бетонную смесь разогревают путем подачи теплоносителя в полость виброконуса.
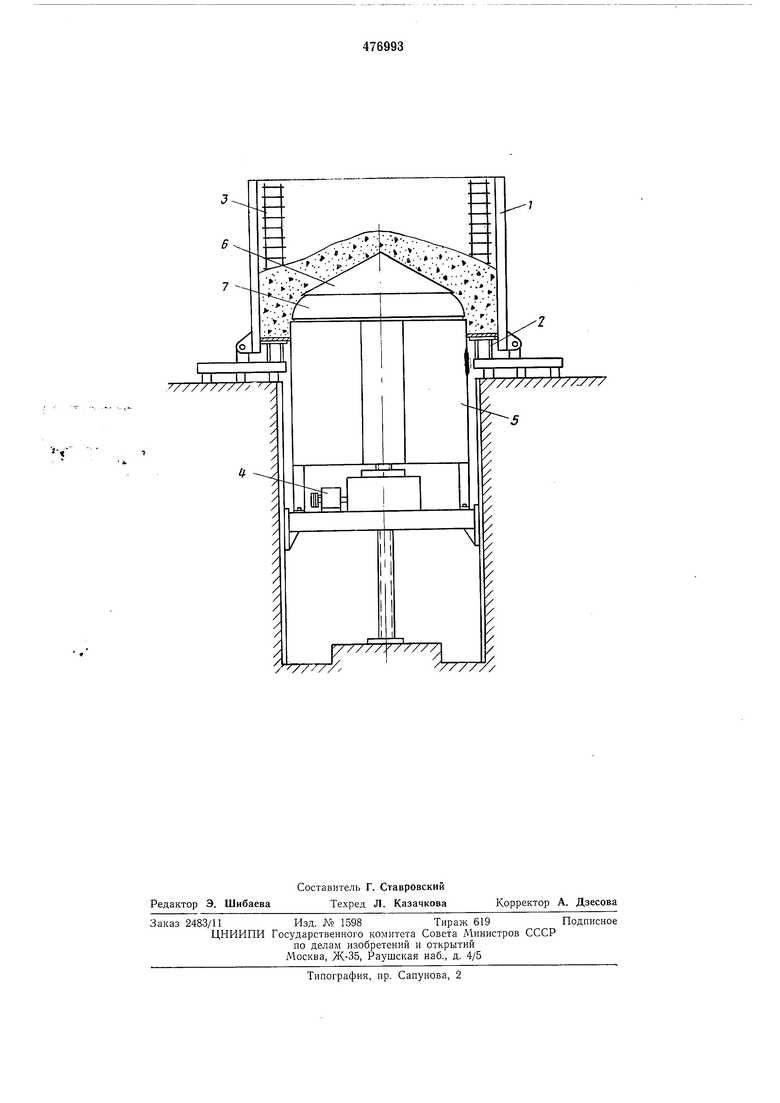
На чертеже схематически показано устройство для осуществления способа.
Способ заключается в следующем.
В подготовленную и разогретую универсальную наружную опалубку 1 устанавливают раму-поддон 2 с арматурным каркасом 3. Включают привод 4 подъема сердечника 5 на высоту виброконуса, состоящего из распределительного конуса 6 и виброэлемента 7. Включают подачу теплоносителя, например пара, в полости виброконуса и щитов сердечника. Выгружают на конус 6 необходимую порцию бетонной смеси. Включают вибратор виброэлемента 7. Через 30-60 сек после включения вибратора включают привод подъема сердечника, и бетонная смесь, нагреваясь, распределяется по контуру виброэлемента и образует стенки изделия.
Одновременно с формованием продолжают разогрев указанных элементов. Для этих целей можно применять также электрические или другие нагреватели.
По окончании формования отключают подачу теплоносителя, выравнивают верхнюю плоскость изделия, сердечник с виброконусом опускают в нижнее положение, а свежеотформованное изделие на рамке-поддоне или в наружной опалубке транспортируют на термообработку.
После тепловой обработки изделие перемещают на следующий технологический передел, а рамку-ноддон или наружную опалубку возвращают к формовочному посту и процесс повторяется.
Предмет изобретения
Способ формования объемных железобетонных элементов, включающий подачу бетонной смеси на полый виброконус сердечника и непрерывную вибрацию виброконуса в процессе подъема сердечника, отличающийся тем, что, с целью повыщения качества изделия, осуществляют разогрев бетонной смеси в процессе вибрирования непосредственно на виброконусе путем подачи теплоносителя в полости последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемных элементов | 1977 |
|
SU1000278A1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, НАПРИМЕР ТРУБ, И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2111116C1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Способ формования железобетонных элементов и установка для его осуществления | 1976 |
|
SU692728A1 |
| Установка для формования объемных элементов | 1978 |
|
SU863361A1 |
| Способ формования объемных железобетонных элементов | 1990 |
|
SU1759638A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ОБЪЕМНЫХ БЛОКОВ | 1993 |
|
RU2084339C1 |
| Способ изготовления гидропрессованных напорных труб | 1985 |
|
SU1308500A1 |
| Форма для изготовления железобетонных блоков тоннельной обделки | 1978 |
|
SU963867A1 |
| Устройство для возведения буронабивных свай-оболочек | 1982 |
|
SU1065539A1 |