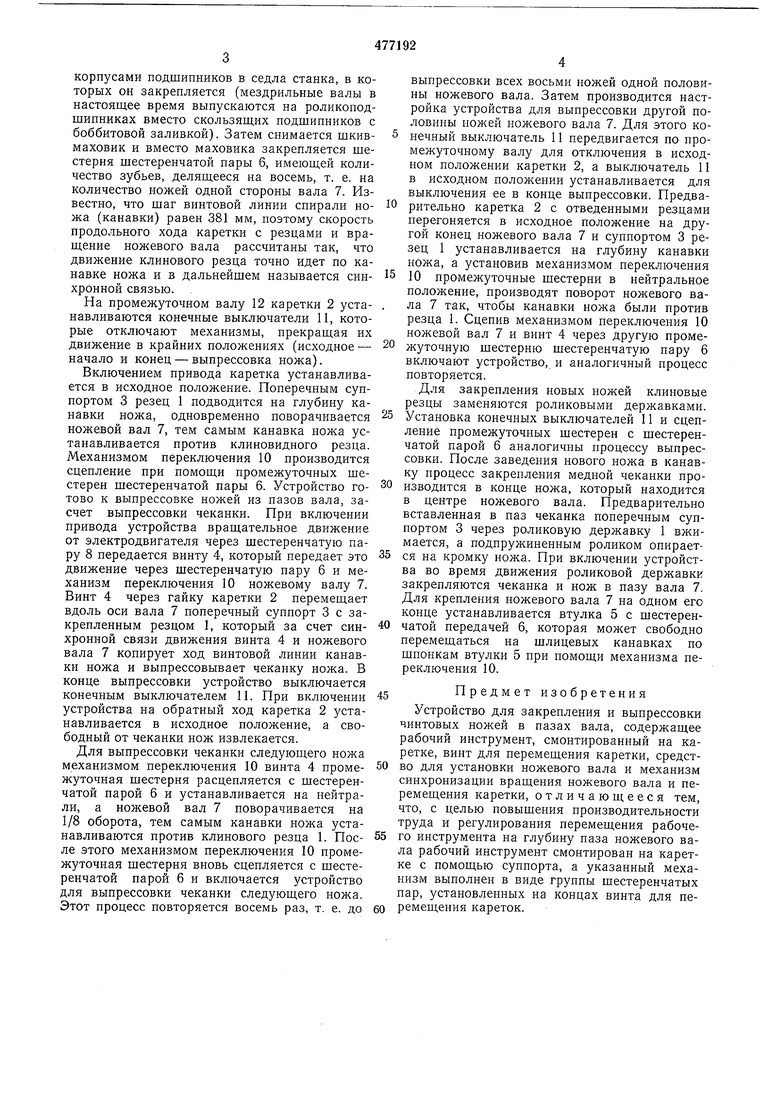
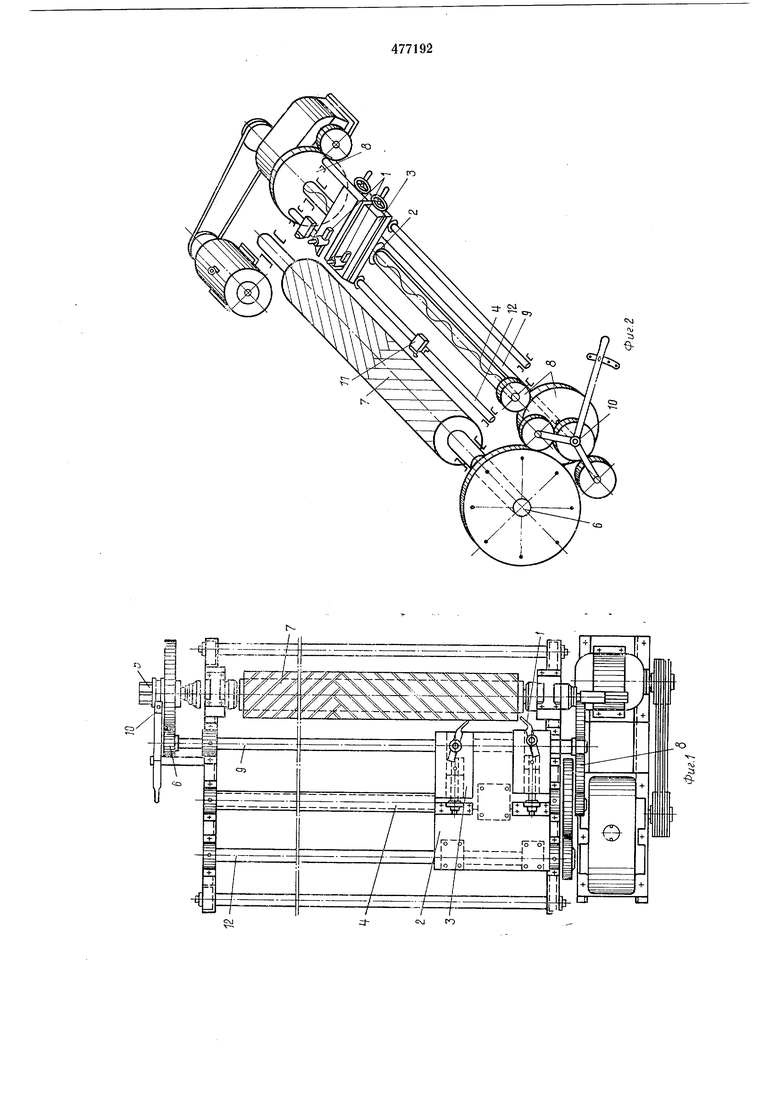
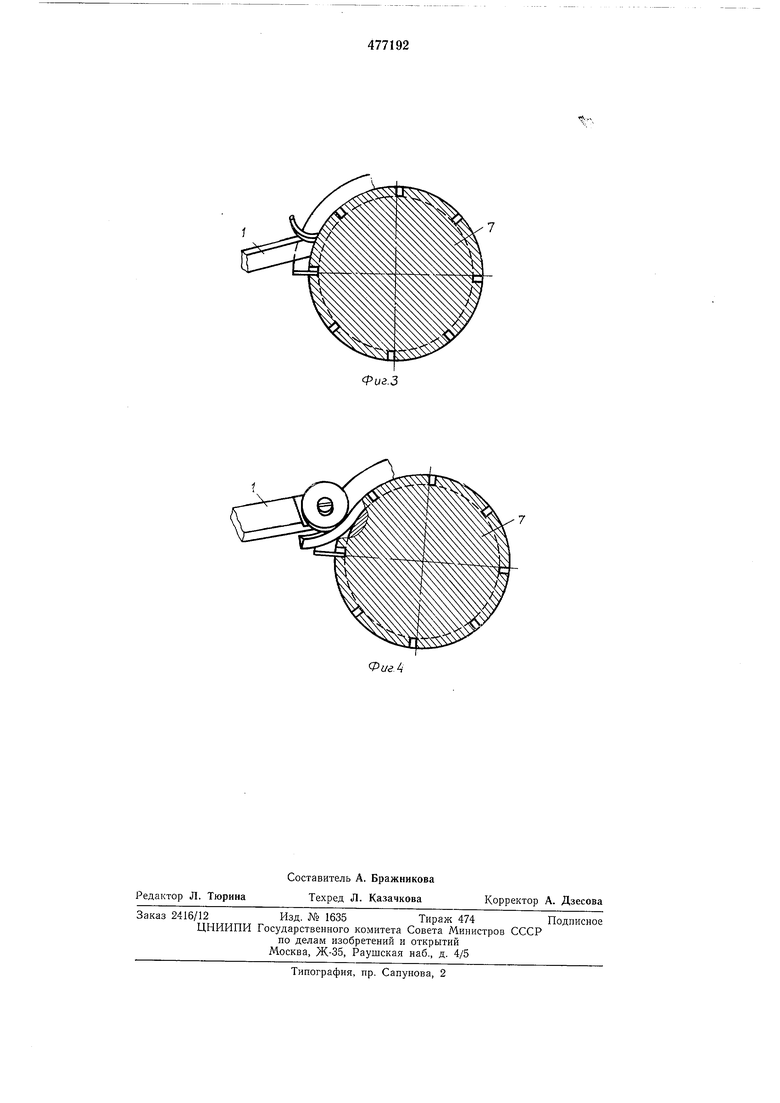
корпусами подшипников в седла станка, в которых он закрепляется (мездрильные валы в настоящее время выпускаются на роликоподшипниках вместо скользящих подшипников с боббитовой заливкой). Затем снимается шкивмаховик и вместо маховика закрепляется шестерня шестеренчатой пары 6, имеющей количество зубьев, делящееся на восемь, т. е. на количество ножей одной стороны вала 7. Известно, что шаг винтовой линии спирали ножа (канавки) равен 381 мм, поэтому скорость продольного хода каретки с резцами и вращение ножевого вала рассчитаны так, что движение клинового резца точно идет по канавке ножа и в дальнейшем называется сиихронной связью. На промежуточном валу 12 каретки 2 устанавливаются конечные выключатели И, которые отключают механизмы, прекращая их движение в крайних положениях (исходное - начало и конец - выпрессовка ножа). Включением привода каретка устанавливается в исходное положение. Поперечным суппортом 3 резец 1 подводится на глубину канавки ножа, одновременно поворачивается ножевой вал 7, тем самым канавка ножа устанавливается против клиновидного резца. Механизмом переключения 10 производится сцепление при помощи промежуточных шестерен шестеренчатой пары 6. Устройство готово к выпрессовке ножей из пазов вала, засчет выпрессовки чеканки. При включении привода устройства вращательное движение от электродвигателя через шестеренчатую пару 8 передается винту 4, который передает это движение через щестеренчатую пару 6 и механизм переключения 10 ножевому валу 7. Винт 4 через гайку каретки 2 перемещает вдоль оси вала 7 поперечный суппорт 3 с закрепленным резцом 1, который за счет синхронной связи движения винта 4 и ножевого вала 7 копирует ход винтовой линии канавки ножа и выпрессовывает чеканку ножа. В конце выпрессовки устройство выключается конечным выключателем И. При включении устройства на обратный ход каретка 2 устанавливается в исходное положение, а свободный от чеканки нож извлекается. Для выпрессовки чеканки следующего ножа механизмом переключения 10 винта 4 промежуточная шестерня расцепляется с шестеренчатой парой 6 и устанавливается на нейтрали, а ножевой вал 7 поворачивается на 1/8 оборота, тем самым канавки ножа устанавливаются против клинового резца 1. После этого механизмом переключения 10 промежуточная шестерня вновь сцепляется с шестеренчатой парой 6 и включается устройство для выпрессовки чеканки следующего ножа. Этот процесс повторяется восемь раз, т. е. до выпрессовки всех восьми ножей одной половины ножевого вала. Затем производится настройка устройства для выпрессовки другой половины ножей ножевого вала 7. Для этого конечный выключатель 11 передвигается по промежуточному валу для отключения в исходном положении каретки 2, а выключатель 11 в исходном положении устанавливается для выключения ее в конце выпрессовки. Предварительно каретка 2 с отведенными резцами перегоняется в исходное положение на другой конец ножевого вала 7 и суппортом 3 резец 1 устанавливается на глубину канавки ножа, а установив механизмом переключения 10 промежуточные шестерни в нейтральное положение, производят поворот ножевого вала 7 так, чтобы канавки ножа были против резца 1. Сцепив механизмом переключения 10 ножевой вал 7 и винт 4 через другую промежуточную щестерню щестеренчатую пару 6 включают устройство, и аналогичный процесс повторяется. Для закрепления новых ножей клиновые резцы заменяются роликовыми державками. Установка конечных выключателей 11 и сцепление промежуточных шестерен с шестеренчатой парой 6 аналогичны процессу выпрессовки. После заведения нового ножа в канавку процесс закрепления медной чеканки производится в конце ножа, который находится в центре ножевого вала. Предварительно вставленная в паз чеканка поперечным суппортом 3 через роликовую державку 1 вжимается, а подпружиненным роликом опирается на кромку ножа. При включении устройства во время движения роликовой державки закрепляются чеканка и нож в пазу вала 7. Для крепления ножевого вала 7 на одном его конце устанавливается втулка 5 с шестеренчатой передачей 6, которая может свободно перемещаться на щлицевых канавках по шпонкам втулки 5 при помощи механизма переключения 10. Предмет изобретения Устройство для закрепления и выпрессовки чинтовых ножей в пазах вала, содержащее рабочий инструмент, смонтированный на каретке, винт для перемещения каретки, средство для установки ножевого вала и механизм синхронизации вращения ножевого вала и перемещения каретки, отличающееся тем, что, с целью повышения производительности труда и регулирования перемещения рабочего инструмента на глубину паза ножевого вала рабочий инструмент смонтирован на каретке с помощью суппорта, а указанный механизм выполнен в виде группы шестеренчатых пар, установленных на концах винта для перемещения кареток.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ РЕЗКИ РЕЗИНОВЫХ ВИКЕЛЕЙ | 1961 |
|
SU149556A1 |
| Пневматическое приспособление к токарному станку для зачеканки ножей в пазах ножевого вала кожевенных машин | 1956 |
|
SU110528A1 |
| Полуавтоматический станок для механической обработки полусферических изделий из взрывчатых веществ | 1967 |
|
SU1841277A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБОЛОЧЕК ИЗ СТЕКЛОПЛАСТИКА | 1968 |
|
SU213329A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| УЗЕЛ ИНСТРУМЕНТА ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ ТРУБ | 1991 |
|
RU2006352C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
CNJ n
