Зачеканка ножей на мсздрил ныс, волососгоиные и другие машины, имеющие по своему устройству аналогичные ножевые валы, производится вручную.
Эта операция трудоемка и не -арантирует высокого качества зачеканки ножей (часто происходят искривления иожевого вала)Пред.тоженпос приспособ.ление к токарному станку нозво.чяет механизировать процесс зачекацкц ноже в пазах ножевого вала кожевенных машин и повысить производите.тьность труда и качество сборки.
Это достигается совместным при ененнем пневматического молотка с чеканом на нижнем конце направляющего 1юлика для прижима ножей к стенкам пазов ножевого вала н державки с катушкой для медной ленты, применяемой при чеканке.
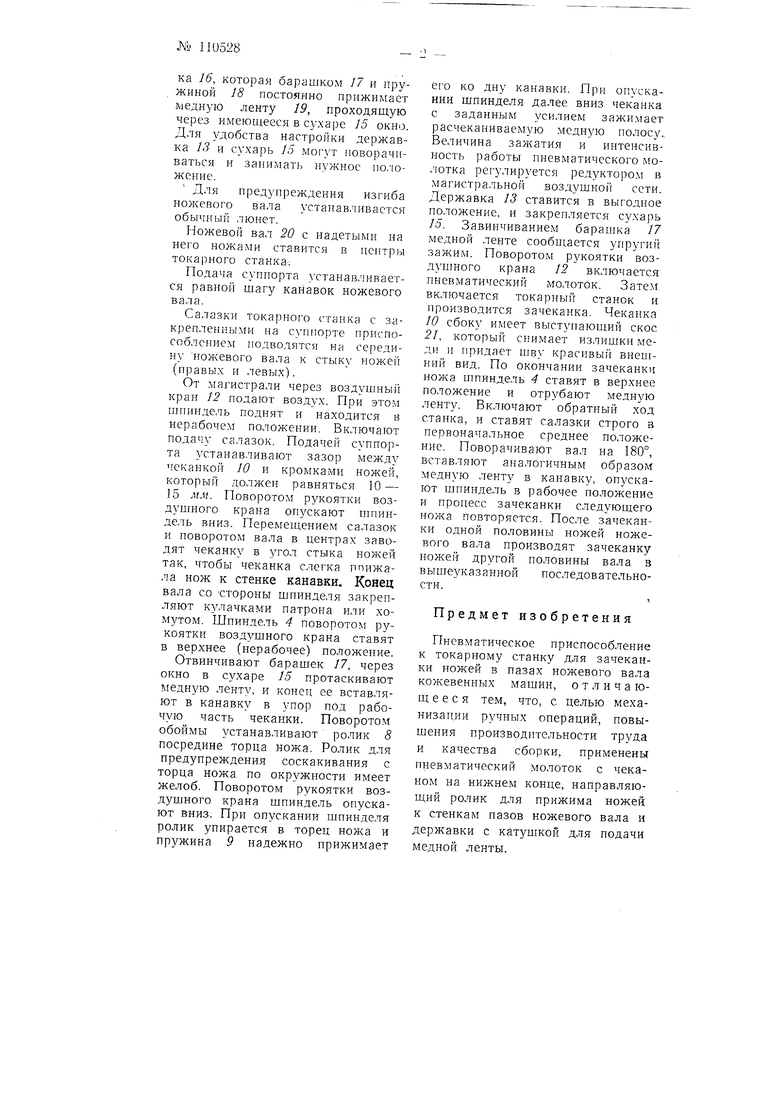
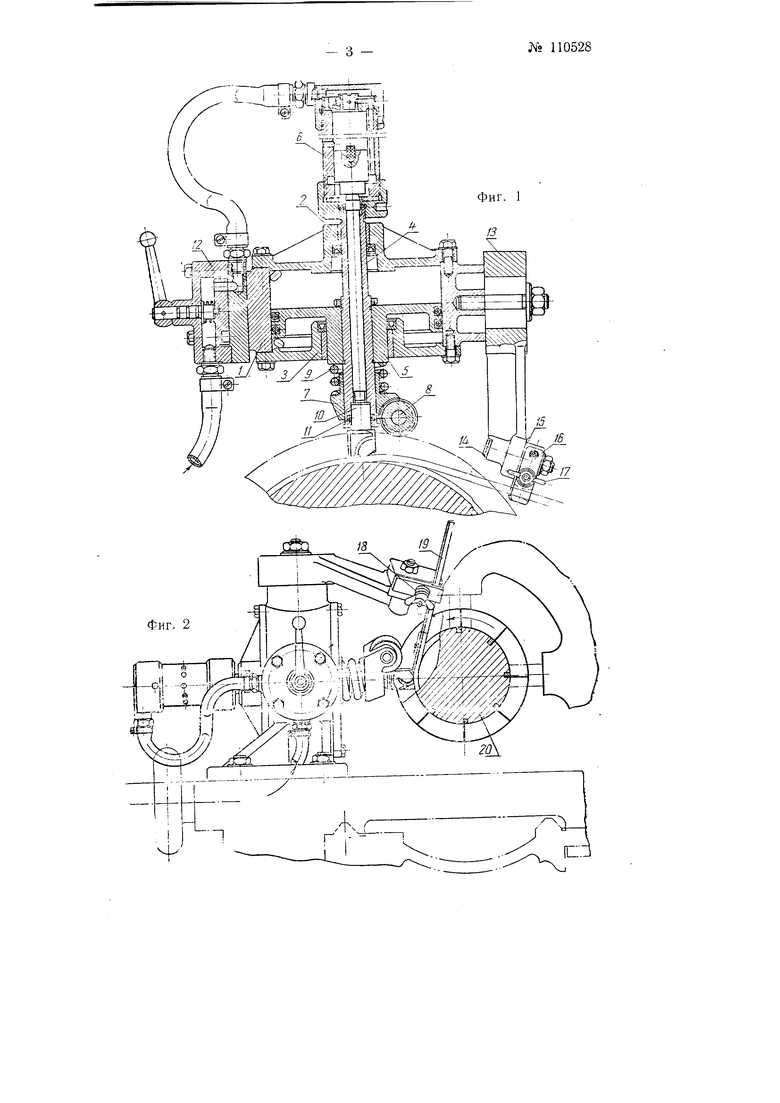
На фиг. 1 изображен разрез приснособления; на фиг. 2 - установка его на токарном станке; на фиг. 3 - расположение чеканки относительно ножевого барабана и разрез но АА.
Корг.ус приснособления / имеет верхнюю и нижнюю крьинки 2 и , в нодщинпнках которых на ходовой посадке встав.чен Н1пинде.1ь 4. На шпинделе крепятся; в средней части поршень 5, сверху пневматический лю.тоток 6, а внизу o6oiiMa 7 с ролнком 6. 7 п порнгнем 5 установлена пружина 9. Обойма в нерабочем по.юженни прижата к бурту на коице ппинделя 4.
В нижнюю часть шнннделя вставлена чеканка 10, которая удерживается в поднятом положении нтинделя пружинным кольцом /У.
На корпусе / сбоку крепнтся трехнозиционный воздушный кран 12, через которьп подводнтся воздух от редукто11а. Воздупп1ьп кран распределяет и подает воздух в нижнюю, верхнюю полостп цилиндра и в пневматический молоток. Для направления и выравнивания медной ленты перед заходом ее в паз вала имеется доржавка 13, на конне которой болтом 14 закреплен сухарь /). На сухаре имеется прижимная планка 16, которая барашком 17 и пружиной 18 постоянно прижимает медную ленту 19, проходящую через имеющееся в сухаре 15 окно. Для удобства настройки державка 13 и сухарь 15 могут поворачиваться и занимать нужное положение.
Для предупреждения изгнба ножевого вала устанавливается обычный люнет.
Ножевой вал 20 с надетыми на него ножами ставится в пептры токарного станка
Подача суппорта устанав.чивается равной щагу канавок ножевого ва.ла.
Салазки токарного станка с закреп.теиными иа суппорте присиособлепием подводятся на середину ножевого вала к стыку пожей (правых и левых).
От магистрали через воздущиый кран 12 подают воздух. При этом щпиндель поднят и находится в нерабочем положении. Включают подачу салазок. Подачей суппорта устанавливают зазор между геканкой 10 и кромками ножей, который должен равняться 10 - 15 мм. Поворотом рукоятки воздущного крана опз скают нтиндель вниз. Перемещением салазок и поворотом вала в центрах заводят чеканку в угол стыка ножей так, чтобы чеканка слегка ппижала нож к стенке канавки. Конец вала со стороны шпинделя закрепляют кз тачками патрона или хомутом. Шпиндель 4 поворотом рз коятки воздущного крана ставят в верхнее (нерабочее) положение.
Отвинчивают баращек /7, через окно в сухаре 15 протаскивают медную ленту, и конец ее вставляют в канавку в упор под рабочую часть чеканки. Поворотом обоймы устанавливают ролик 8 посредине торца ножа. Ролик для предупреждения соскакивания с торца ножа по окружности имеет желоб. Поворотом рукоятки воздущного крана щпиндель опускают вниз. При опускании щпинделя ролик упирается в торец ножа и прзжина 9 надежно прижимает
его ко дну канавки. При опускании щпинделя далее вниз чеканка с заданным усилием зажимает расчеканиваемую медную полосу.. Величина зажатия и интенсивность работы пневматического молотка регулируется редуктором в магистральной воздзщной сети. Державка 13 ставится в выгодное положение, и закрепляется сухарь 15. Завинчиванием бараижа 17 медной ленте сообщается упругий зажим. Поворотом рзкоятки воздущного крана 12 включается пневматический молоток. Затем включается токарный станок и производится зачеканка. Чеканка 10 сбоку имеет выстлпающий скос 21, который снимает излищки меди II придает щву красивый внешний вид. По окончании зачеканки ножа щпиидель 4 ставят в верхнее положение и отрубают медную ленту. Включают обратный ход станка, и ставят салазки строго в первоначальное среднее положение. Поворачивают вал на 180°, вставляют аналогичным образом медную ленту в канавку, опускают щпиндель в рабочее положение и процесс зачеканки следующего ножа повторяется. После зачеканки одной половины ножей ножевого вала производят зачеканку ножей дрзгой половины вала з выщезказанной последовательности.
Предмет изобретения
Пневматическое приспособление к токарному станку для зачеканки ножей в пазах ножевого вала кожевенных мащин, отличающееся тем, что, с целью механизации ручных операций, повыщения производительности трз-да и качества сборки, применены пцевматический молоток с чеканом на нижнем конце, направляющий ролик для прижима ножей к стенкам пазов ножевого вала и державки с катущкой для подачи медной ленты. . T r -r-- - I1( lei- i l:7f3J ±:flSf j| т Ж ТЧГ|ГРГ вБ|Н| :| ifi| Фиг ,/3 rft i v ifTf-
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления и выпрессовки винтовых ножей в пазах вала | 1972 |
|
SU477192A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Приспособление к металлообрабатывающим станкам для подачи и съема детали | 1940 |
|
SU61552A1 |
| Станок для изготовления гнутых коленчатых валов | 1928 |
|
SU25841A1 |
| УЗЕЛ ИНСТРУМЕНТА ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ ТРУБ | 1991 |
|
RU2006352C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Приспособление к токарному станку для нарезания резьбы | 1981 |
|
SU1004033A1 |
| Устройство для обработки деталей сложной формы | 1978 |
|
SU742038A1 |
| Одношпиндельный вертикальный автомат | 1961 |
|
SU142854A1 |
| Устройство для изготовления торцовых щеток | 1983 |
|
SU1253606A1 |

Разрез по ЛЯ
