1
Изобретение относится к приборостроению, а именно к способам изготовления магнитных головок.
Известны способы изготовления блоков магнитных головок, нри которых взаимное расположение сердечников головок обеспечивается точностью изготовления пазов обойм или установочных приспособлений 1,2.
Наиболее близким ио технической сущности является способ изготовления блоков магнитных головок, включающий установку сердечников в пазы полублоков, заливку компаундом, скрепление полублоков в моноблок и вскрытие рабочих зазоров путем обработки рабочих поверхностей методом щлифования 3.
При известных способах даже при повыщенной точности изготовления пазов и сердечников сердечники устанавливаются в паз обоймы с некоторым зазором, обусловленным допусками на сопрягаемые размеры паза и сердечника. Это приводит к неточному расположению сердечников магнитных головок в блоке.
Целью изобретения является xnpoiHoinie технологии изготовления б.юка.
Поставленная цель достигается тем, ч го перед заливкой компаундом сердечники базируют на одну из боковых поверхностей паза раскернивани.ем материала полублок;.
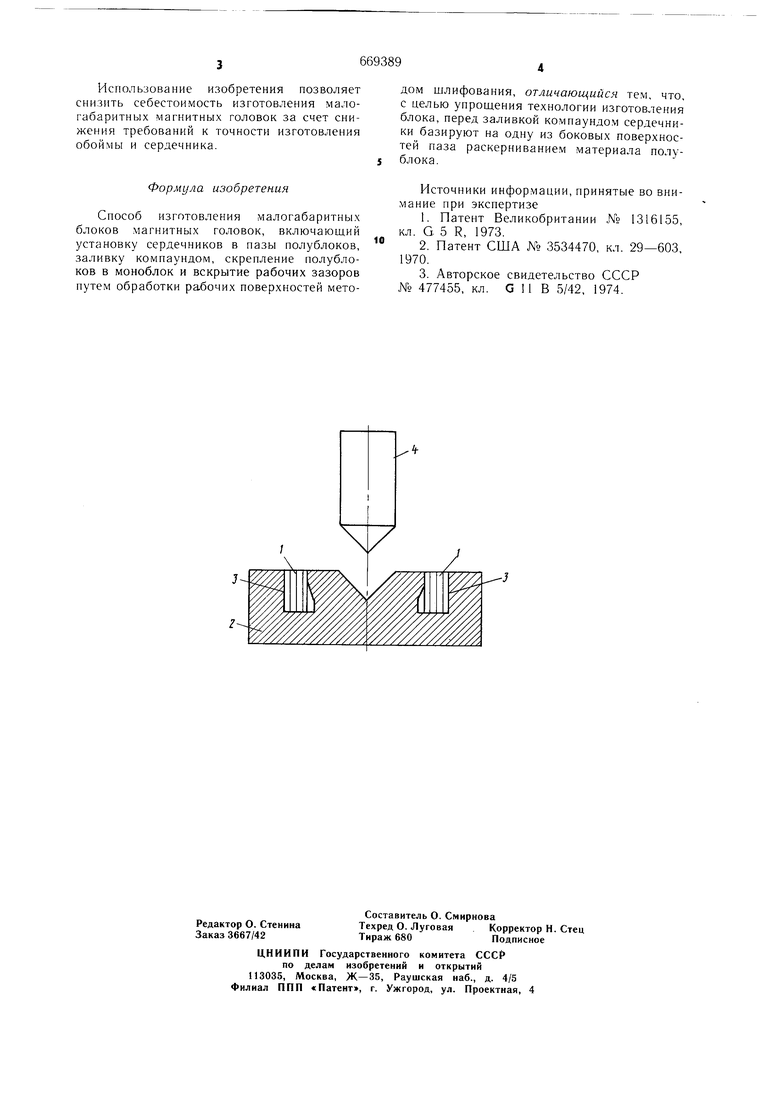
На чертеже схематично показана операция базирования сердечника.
Сердечники 1 устанавливаются в iiaaiii иолублока 2, выполненные ншре сердечников, и базируют их у бокопси) (базовшГ) поверхности 3 паза.
Базирование осу1иеств,1яют раскерниваП ем материала полублока 2, вблизи сердечника со стороны паза, противоположно базовой поверхности 3. с номоп1ью керна -i. Затем полублокп заливают комнаун.аом, 1илифуют места разъема полублоков, соединяют полублокп I. при необходимост разрезают заготовку на отдельные блоки магнитны, х головок.
При невысокой точности выполнения Н ирины пазов обеспечивается высокая точность расположения сердечников в обойме, упрощается технология изготовления.
Использование изобретения позволяет снизить себестоимость изготовления малогабаритных магнитных головок за счет снижения требований к точности изготовления обоймы и сердечника.
Формула изобретения
Способ изготовления малогабаритных блоков магнитных головок, включающий установку сердечников в пазы полублоков, заливку компаундом, скрепление полублоков в моноблок и вскрытие рабочих зазоров путем обработки рабочих поверхностей методом шлифования, отличающийся тем, что, с целью упрощения технологии изготовления блока, перед заливкой компаундом сердечники базируют на одну из боковых поверхностей паза раскерниванием материала полублока.
Источники информации, принятые во внимание при экспертизе
1.Патент Великобритании № 1316155, кл. G 5 R, 1973.
2.Патент США № 3534470, кл. 29-603, 1970.
3.Авторское свидетельство СССР № 477455, кл. СИВ 5/42, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления малогабаритных магнитных головок | 1974 |
|
SU477455A1 |
| Способ изготовления блока магнитных головок | 1988 |
|
SU1561095A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Блок магнитных головок | 1981 |
|
SU995116A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Магнитная головка | 1990 |
|
SU1705859A1 |
| Устройство для изготовления блока магнитных головок | 1984 |
|
SU1157570A1 |
