1
Изобретение относится к хлебопекарной и кондитерской промышленности.
Известно устройство для нроизводст- ва бисквитного пласта, содержащее горизонтальный ленточный транспортер с уста- новленными по бокам вертикально расположенными трансиортераь, пекарную камеру, механизм формования пласта, приспосрбление для отделения выпеченного пласта от транспортерной ленты, приспособление для очистки и смазки ленты и отводящий транспортер, расположенный в охлаждающем шкафу.
Предложенное устройство позволяет получить бисквитные пласты одинаковой толщины и уменьщить количество отходов.
Для этого оно снабжено приспособлением для контроля толщины бисквитного пласта и установленным над ленточнь1М транспортером колибрующим роликом; отводящий транспортер установлен под ленточньтм, при этом между ними расположен термозащитный экран. Механизм формования пласта состоит из пары верхних валков и нижнего валка. Один верхний валок имеет
продольные пазы, а под другим верхним валком, укрепленным с возможностью вертикального перемеще}шя, и нижним валком расположены пластины.
Каждая пластина выполнена клинообразной формы и с нижней стороны имеет продольную прорезь. Приспособление для отделения выпеченного пласта от транспортерной ленты вьшолнено в виде рычагов связанных между собой струной и укрепленных с возможностью поворота на валу концевого барабана ленточного транспортера, и снабжено механизмом регулирования угла поворота, Приспособление для контроля толщины бисквитного пласта выполнено в виде фотоэлектрических датчиков, установленных один относительно другого под углом 90 . Калибрующий ролик покрыт фторопластом.
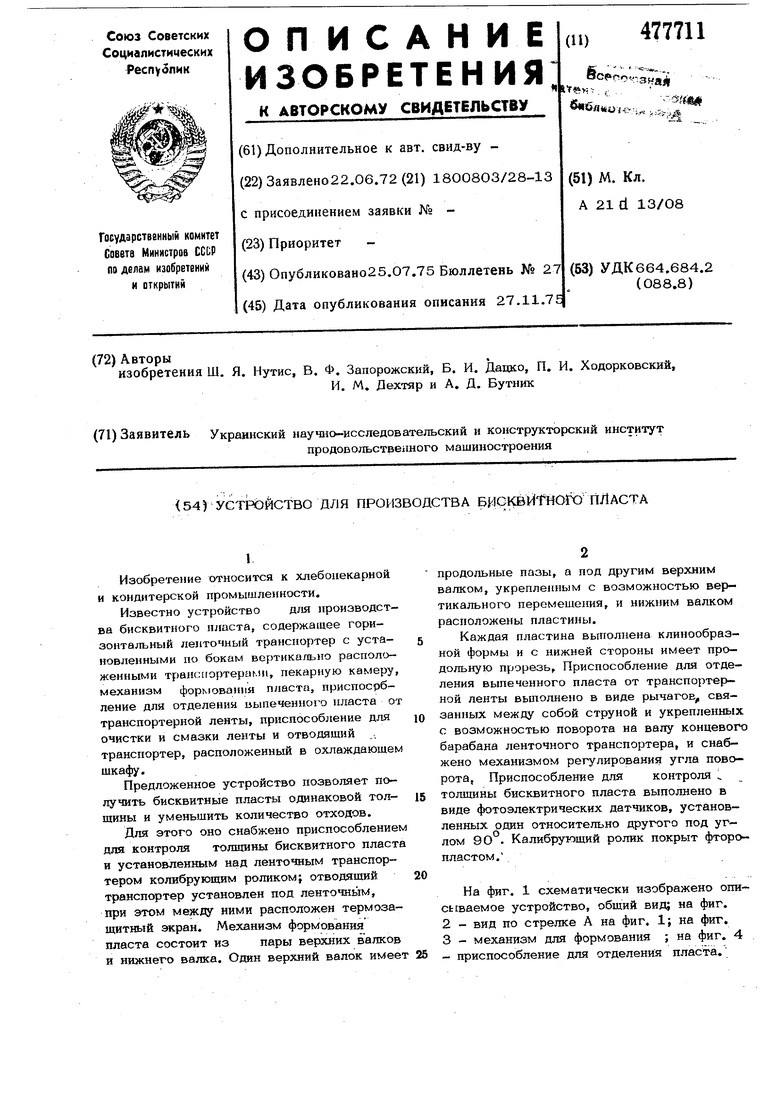
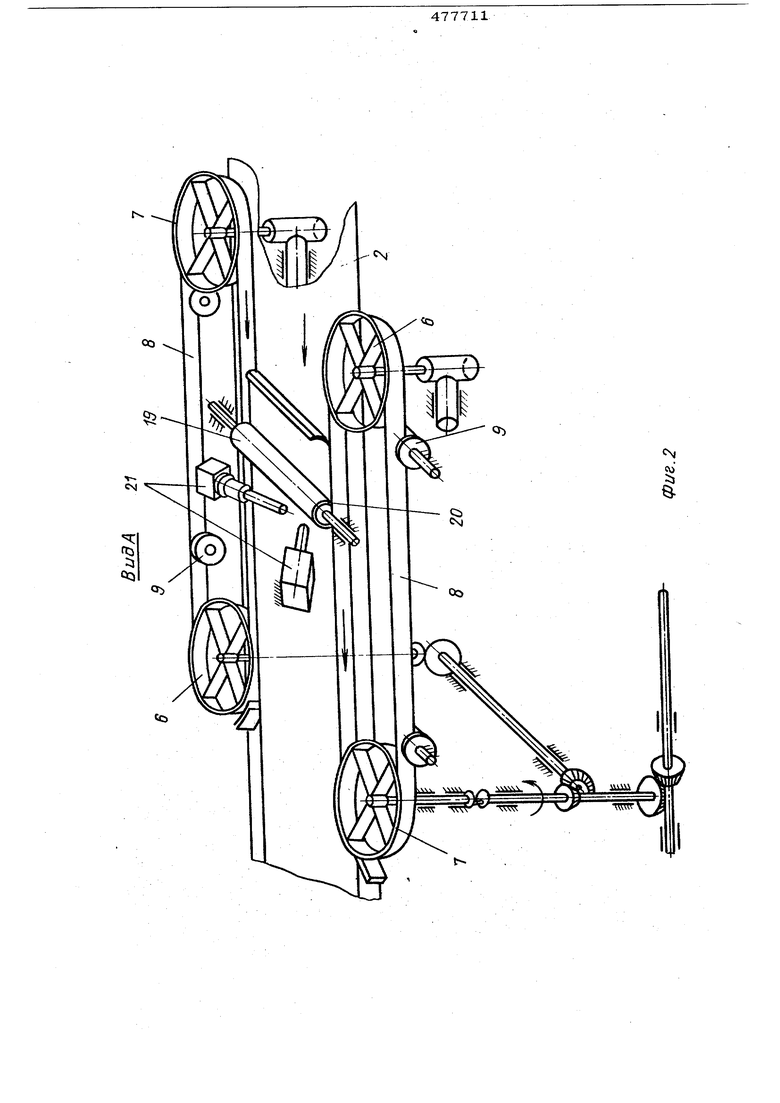
На фиг. 1 схематически изображено описываемое устройство, общий вид; на фиг.
2- вид по стрелке А на фиг. 1; на фиг.
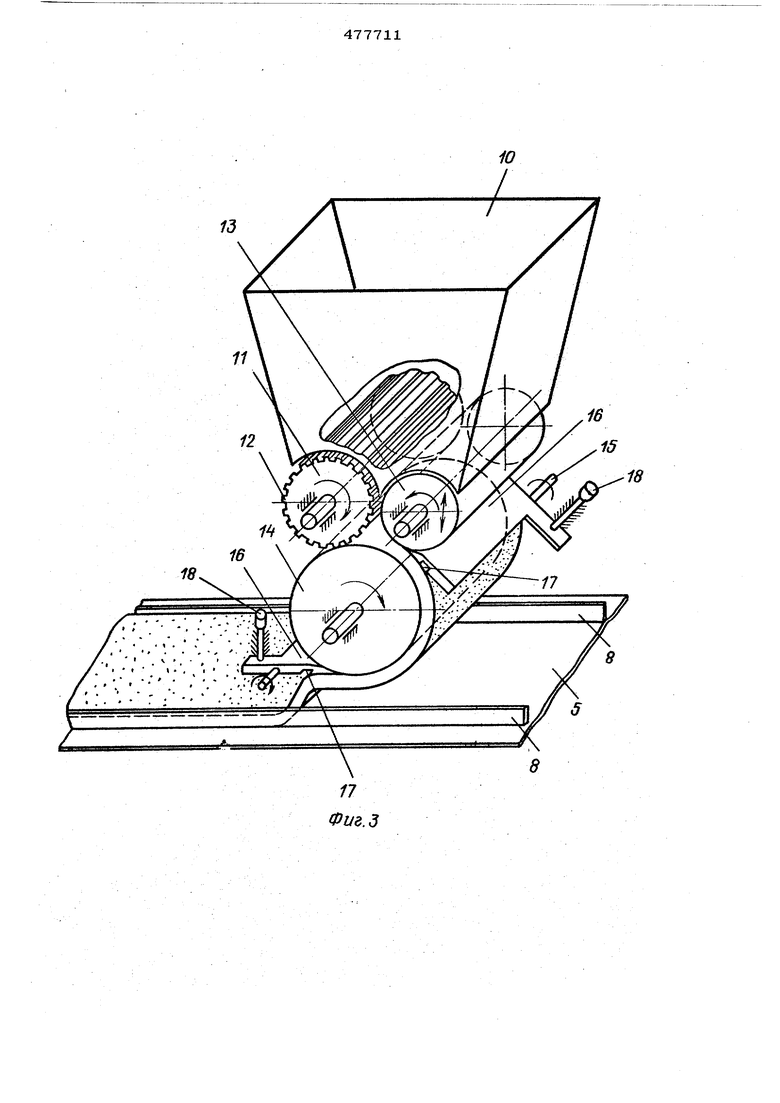
3- механизм для формования ; на фиг. 4 - приспособление для отделения пласта. Устройство содержит пекарную камеру в которой установлены нагревательные эле менты 2, горизонтальный транспортер, состоящий из концевых барабанов 3 и 4, ог баемых стальной лентой 5. Над ней уст новлены концевые барабаны -6 с ребордами 7, огибаемые стальными лентами 8, нижние кромки которых помещены в прорези роликов 9. Над лентой 5 по ходу движени горизонтального транспортера установлен механизм для формования непрерывного пласта из бисквитного теста, состоящий из бункера Ю, под которым установлены валок 11 с продольными лазами 12 и валок 13 с возможностью перемещения в горизонтальной плоскости. Под валками 11 и 13 смонтирован валок 14. Касатель но к валкам 13 и 14 на шарнирах 15 установлены клинообразные пластины 16, имеющие продольные прорези 17 и регули 1 ровочные болты 18, служащие для прижима пластины 16 к валкам 13 и 14, За механизмом формования по ходу движения горизонтального транспортера установлен калибрующий ропик 19 с фто ропластовой рубаШкой 20, а также присяо собленне для контроля толщины бисквитно пласта, состоящее из фотоэлектрических датчиков 21, которые установлены один относительно другого под углом 90°. Над лентой 5 перед механизмом для формо--вашш пласта установлено приспособление 22 для смазки маслом стальных лент 5 и 8. Для очистки ленты 5- у концевого бара бана 3 установлен скребок 23, а у барабана 4 - щетка 24. Приспособление для отрьюа бисквитного пласта от ленты 5 состоит из . поворотных рычагов 25, установленных на валу 26 концевого. барабана 3 и связанных между собой струной 27. Это приспособ Ление имеет механизм pei-улирования угла поворота относительно вала концевого барабана 3, состоящее из подвижных планок 28 с дугообразными прорезями 29 связанных с рычагами 25 при помощи болтов ЗО. В нижней части пекарной камеры 1, под горизонтальным транспортером со стальной лентой 5, размещен отводяишй транспортер 31 с сетчатой лентой, служащий для приема непрерьшного бисквитного пласта и переда-ш его на дальнейшие технологические операции, Отводя щйй Транспортер 31 в зоне пекарной камеры 1 ; снабжен шкафом 32 для охлаждения бнск.витного пласта. Между ленточным и отводящим транспортерами установлен термозащитный экран 33. Привод транспортеров, механизма для .формования бисквитного пласта и калибрующего ролика, осуществляется от общего привода (на чертеже не показан). Привод приспособлений для смазки и очис-псн лент осуществляется от отдельных приводных органов (на чертеже не показаны). Устройство работает следующим образом. Тесто из бункера 1О валками 11, 13 и 14 при помощи клинообразных пластин 16 дозируется в виде тестового пласта на стальную ленту 5 Непрерывно движущегося горизонтального транспортера. Для получения равномерной толщины тестового пласта последний раскатывается калибрующим роликом 19. Растеканию бисквитного теста препятствуют вертикально расположенные транспортеры со стальными лентами 8. Перемещаясь в зоне пекарной камеры, тестовый пласт приобретает определенную структуру и в виде бисквитного пласта струной 27 снимается с ленты 5 и передается на сетчатую ленту отводящего транспортера 31, после чего лента 5 очищается скребком 23 и щеткой 24. Выпеченный бисквитный пласт охлаждается воздухом в шкафу 32,, а затем передается на последующие технологические операции производства тортов В даяьнейяем на очищенные участки лент 5 и 8 приспособлением 22 подается определенная доза масла, которая размазывается по поверхностям лент, после чего цикл повторяется. П р е д м е т и 3 о б ре тения 1. Устройство для производотва бисквитного пласта, включающее горизонтальный ленточный транспортер с установлен- , ными по бокам., вертикально расположенными транспортерами, пекарную камеру, механизм формования пласта, приспособление для отделения выпеченногб пласта от транспортерной ленты, приспособление для очисэтси и смазки ленты и отводаийй транспортер, расположенный в охлаждающем шкафу, отли чающееся тем, что, с целью получения бисквитного пласта оданаковой толщины и уменьщения отходов, оно снабжено приспособлением для контроя толщины бисквитного пласта и установенным над ленточным транспортером каибрующим роликом; отводящий транспорер установлен под ленточным, при этом ежду ними расположен термозащитный
экран, причем механизм формования пласта состоит из пары верхних валков и нижнего валка - один верхний валок имеет продольные пазы, а под другим верхним валком, укрепленным с возможностью вертикального перемещения, и нижним валком расположены пластины.
2.Устройство по п. 1, о т л и ч а е е с я тем, что каждая пластина выполнена клинообразной формы и с нижней стороны имеет продольную прорезь.
3,Устройство по п. 1, о т л и ч а ю- ш е е с я тем, что приспособление для
отделения выпеченного пласта от транспорI
терной ленты вьгаолнено виде рычагов, связанных между собой струной и укрепленных с возможностью поворота на валу концевого барабана ленточного транспортера, и снабжено механизмом регулирования угла поворота.
4.Устройство по п. 1, о т л и ч а ю- ш е е с я тем, что приспособление для контроля толщины бисквитного пласта выполнено в виде фотоэлектрических дат чиков, установленных один относительно другого под углом 90 .
5.Устройство по п. 1, о т л и ч а ющ е е с я тем, что калибрующий ролик покрыт фторопластом.
I . ... - -. .- . : .. / ../5 .:. /f У 17 Фш.З
Фиг А