Изобретение относится к оборудованию и технологиям хлебопекарной промышленности, а именно к производству тонкого армянского лаваша.
Известна печь для выпечки тонкого армянского лаваша, имеющая под в виде бесконечной замкнутой ленты, которая охватывает часть стального пустотелого барабана, установленного внутри пекарной камеры (см. А.С. СССР №1286140 от 30.01.87 г., МПК А21В 5/00). При этом внутри барабана установлены электронагреватели в главных фокусах эллиптических отражателей, а для равномерного обогрева лаваша смонтированы над подом высокотемпературные излучатели, которые расположены перпендикулярно образующей барабана. Причем производительность этой печи определяется скоростью обращения металлического барабана и количеством установленных излучателей.
Недостатками конструкции данной печи являются, во-первых, ограничение технологических возможностей и уменьшение полезной площади для выпечки, обусловленное использованием только четверти поверхности барабана, во-вторых, снижение надежности работы вследствие использования в конструкции лентопротяжного механизма, привода, массивного цилиндрического барабана, которые являются промежуточными элементами с ограниченным ресурсом работоспособности. Кроме того, при выпечке лаваша на бесконечном сетчатом поде его поверхность нагревается в пекарной камере и для подачи новой порции тестовой заготовки он выходит из печи и отдает тепло окружающей среде. А расположение высокотемпературных излучателей с общим отражателем приводит к тому, что поверхность лаваша, конкретнее в местах нахождения отверстий сетчатого пода, значительно упекается и подгорает, что ухудшает качество готового продукта.
Известна также установка для выпекания тонкого армянского лаваша, имеющая вертикальное валковое раскаточное устройство, расположенное перед печью, внутри которой установлены высокотемпературные излучатели с отражателями по обе ее стороны в шахматном порядке (см. А.С. СССР №1750564 от 28.12.1990 г., МПК А21В 5/00). Причем вертикальное валковое раскаточное устройство имеет три пары валков, вращающиеся при помощи цепной передачи и между которыми регулируют зазор при помощи сменного комплекта специальных звездочек для раскатки тестовой заготовки с толщины 3,0...4,0 мм до 1,0...1,5 мм. Для уменьшения адгезии тестовой заготовки к поверхности валков используют двухсторонний обдув тестовой ленты. После раскатки тестовая заготовка попадает в вертикальную инфракрасную печь с теплоизолирующим корпусом, внутри которого по всему контуру расположены плоскостные отражатели, а пекарная камера разделена на две части при помощи плоскостных горизонтальных экранов.
Недостатками такой установки являются наличие в вертикальном валковом раскаточном устройстве механического цепного привода с комплектом механических звездочек, при переключении которых возможна блокировка работы данного узла, что ухудшает надежность работы установки. Размещение большого количества высокотемпературных излучателей с усилением концентрации их излучения на тестовую ленту при помощи отражателей значительно обезвоживает поверхность лавашной ленты, она становится сухой, и быстро высушенные места упекаются и подгорают. Это ухудшает органолептические свойства и качество готового продукта, он становится ломким и имеет непривлекательный внешний вид.
При раскатывании теста в ленточную заготовку его структура изменяется, что влияет на биохимические процессы внутри теста. Поэтому для повышения качества продукта и улучшения органолептических свойств лаваша необходим период стабилизации тестовой заготовки, чтобы структура и внутренние биохимические процессы «успокоились» - стабилизировались. В данной установке для выпекания такой период стабилизации отсутствует и поэтому, соответственно, качество и вкусовые свойства такого лаваша будут неважными.
Кроме того, отсутствие контроля над процессом выпекания, приборов, которые бы оповещали оператора о сбое и/или технических повреждениях механизмов и устройств установки, снижает эффективность и производительность ее работы.
В основу изобретения поставлена задача создания автоматизированной линии для производства тонкого армянского лаваша, которая обеспечит высокую производительность, надежность, значительного улучшения качества готового продукта и уменьшения себестоимости производства при изготовлении лаваша.
Поставленная задача решается за счет того, что автоматизированная линия для производства лаваша, содержащая вертикальное раскаточное устройство, состоящее из последовательно установленных регулируемых валковых механизмов, и туннельную печь с нагревательными элементами, согласно изобретению линия дополнительно содержит перед раскаточным устройством формовочную машину с приводом, наклонный подающий транспортер, увлажнитель с системой подачи и утилизации пара, установленный за туннельной печью, наклонный стабилизационный транспортер с системой охлаждения, за которым смонтирован ножевой механизм, размещенный на склизе, и систему автоматики с обратной связью, а в конце линии установлено упаковочное оборудование с использованием вакуумно-упаковочного устройства.
Причем формовочная машина выполнена в виде валкового экструдера с загрузочным бункером и щелевой матрицей, а валки экструдера выполнены профильными с антиприлипающим слоем.
Кроме того, каждая последовательно установленная ступень раскаточного устройства имеет общий привод, а на каждом валке устройства установлен бункер с ворошителем и зубчатой гребенкой, причем поверхность каждого валка покрыта антиприлипающим слоем.
Туннельная печь имеет под, выполненный в виде соединенных между собой металлических пластин, образующих транспортер, над горизонтальным участком которого расположены нагревательные элементы в виде инфракрасных излучателей, а под транспортером установлены нагревательные элементы в виде электронагревателей, например ТЭНов, при этом печь имеет теплоизолирующий корпус с вентиляцией.
В систему увлажнения подают перегретый пар от парогенератора, а система охлаждения выполнена в виде осевых вентиляторов, которые расположены над и под стабилизационным наклонным транспортером в шахматном порядке. Использование перегретого пара (температура свыше 100°С) при увлажнении лаваша является антибактериальной обработкой готового продукта, которая значительно улучшает качественные характеристики лаваша при его употреблении и увеличивает срок его хранения.
Изготовленный продукт на автоматизированной линии имеет форму прямоугольных листов и/или непрерывного рулона.
Способ производства лаваша на предложенной линии исключает влияние человеческого фактора на технологический процесс.
Сущность заявленного изобретения поясняется чертежами, где:
на фиг.1 изображен общий вид автоматизированной линии для производства тонкого армянского лаваша;
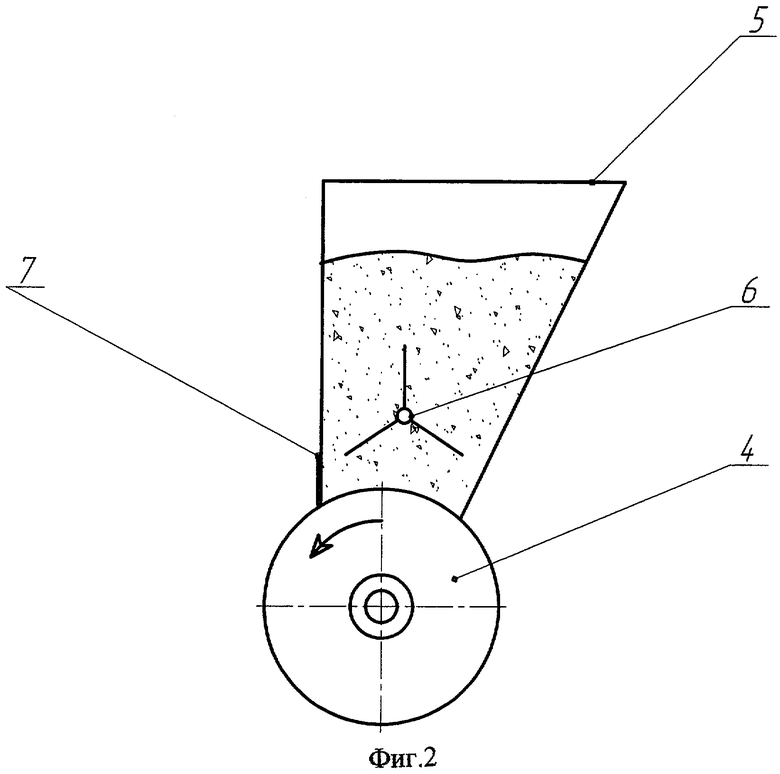
на фиг.2 - поперечный разрез валкового механизма раскаточного устройства.
Автоматизированная линия для производства тонкого армянского лаваша содержит формовочную машину 1 с приводом и приемным бункером, наклонный подающий транспортер 2, вертикальное раскаточное устройство 3, которое состоит из нескольких пар валков 4. На каждом валке 4 установлен бункер 5 с ворошителем 6 и зубчатой гребенкой 7, смонтированный на внутренней стороне бункера 5.
За вертикальным раскаточным устройством 3 установлена туннельная печь 8, которая выполнена из связанных между собой составных металлических пластин, образующих транспортер. На горизонтальном участке транспортера печи 8 металлические пластины образуют цельный подвижный под, под которым установлены электронагреватели - ТЭНы 9, а над подом установлены нагревательные элементы инфракрасного излучения 10. Причем туннельная печь 8 имеет теплоизолирующий корпус 11 с вентиляцией.
За туннельной печью 8 установлена система увлажнения 12 с парогенератором 13 и системой утилизации отработанного пара, за которыми смонтирован стабилизационный наклонный транспортер 14. При этом над и под стабилизационным наклонным транспортером 14 установлены осевые вентиляторы 15 в шахматном порядке. После стабилизационного транспортера 14 установлен на опоре ножевой механизм 16 со специальным склизом 17, по обе стороны которого расположен автоматический датчик 18 с обратной связью (датчик наличия продукта) и счетчиком готового продукта.
На выходе автоматизированной линии установлено упаковочное оборудование. Для резаного лаваша прямоугольной формы устанавливают стол 19 приема продукта, станок для изготовления пакетов и станок для их запайки (не показаны). Для лаваша в виде рулона устанавливают механизм для наматывания рулона 20 с электронными весами.
Для увеличения срока хранения готового продукта используют вакуумно-упаковочное оборудование со специальными пищевыми добавками.
На всех технологических участках автоматизированной линии установлены датчики контроля 21, которые предупреждают о повреждении устройств и механизмов на предыдущих и последующих участках технологического процесса.
Автоматизированная линия работает следующим образом.
После специальной подготовки и обработки тестовую заготовку кусочками загружают вручную в бункер формовочной машины 1. Формовочная машина 1 выполнена в виде экструдера. Валки экструдера имеют профильную поверхность и покрыты анти-прилипающим слоем. Вращаясь, валки захватывают из бункера тесто и продавливают его через щелевую матрицу. Происходит формирование теста в виде непрерывной ленты шириной 20...30 см (ширина задается оператором) и толщиной 3...4 мм. Затем ленточная тестовая заготовка попадает на наклонный транспортер 2, поверхность которого посыпана мукой и поднимается медленно вверх. После нарушения структуры тестовой заготовки при формовании на формовочной машине 1 происходит успокоение биохимических процессов в структуре заготовки.
С транспортера 2 тестовая заготовка опускается в первую ступень раскаточного устройства 3. При вращении валков 4 на их поверхности формуют тонкую прослойку из муки, которую создают при помощи мелкой зубчатой гребенки 7 в бункере 5 при небольших оборотах ворошителя 6. Мука на валках 4 предупреждает налипание к их поверхности тестовой заготовки.
На первой ступени раскаточного устройства 3 тестовую заготовку раскатывают до толщины 1,5 мм. Последовательно, после первой ступени тестовая заготовка попадает на вторую ступень раскаточного устройства 3, где тесто раскатывают до толщины 0,8...1,2 мм. В зависимости от необходимой толщины тестовой заготовки могут быть установлены две или три пары валков раскаточного устройства 3 и минимальная толщина тестовой заготовки достигает 0,5 мм. Зазор между валками 4 регулируется оператором ступенчато сверху вниз и с большего на меньший.
После раскатки тестовая заготовка подается в туннельную печь 8, где она ложится на подвижный под, причем скорость пода и тестовой заготовки согласованы при помощи частотного адаптера. Тестовая заготовка выпекается по ходу продвижения через печь при температуре 250...280°С на протяжении 30...45 секунд.
С туннельной печи 8 выпеченная заготовка попадает в систему увлажнения 12, где ее увлажняют перегретым паром, который поступает от парогенератора 13, а излишек отработанного пара утилизируется.
Далее лавашная лента поднимается на стабилизационный наклонный транспортер 14, где ее структура успокаивается и стабилизируются внутренние биохимические процессы, затем ее поверхность охлаждают при помощи осевых вентиляторов 15. С высоты приблизительно 3 м лавашная лента опускается вниз и достигает датчиков 18 наличия продукта. При команде датчиков 18 - «есть продукт» срабатывает ножевой механизм 16, установленный выше датчиков. При перестановке датчиков 18 можно получить заданную длину порции лаваша.
Конечный продукт получают равномерно выпеченным прямоугольной формы, заданного размера, одинаковой толщины и влажности.
После срабатывания ножа 16 листы лаваша в непрерывном режиме один за другим при помощи специального склиза 17 попадают на стол 19 упаковщика. На склизе 17 установлен счетчик, который подает звуковой сигнал и отсчитывает необходимое количество листов лаваша. Это количество лаваша расфасовывают в пакеты, которые герметично запаивают. Причем вес в пакете регулируют: толщиной - при помощи раскаточного устройства 3, длиной - при помощи ножа 16 и количеством лаваша - при помощи счетчика склиза 17.
Для того чтобы получить рулонный лаваш, отключают автоматические датчики 18 (датчики наличия продукта) и устанавливают механизм для наматывания 20 рулона. Причем механизм для наматывания 20 рулона устанавливают на электронных весах, которые при заданном весе дают команду «резать» ножевому механизму 16. Готовый лавашный рулон пакуют на вакуумно-упаковочном оборудовании.
Таким образом, автоматизированная линия для производства тонкого армянского лаваша позволяет повысить производительность и надежность при производстве лаваша, значительно уменьшить себестоимость и добиться высокого качества готового продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ НАЦИОНАЛЬНЫХ ВИДОВ ХЛЕБА | 2010 |
|
RU2438313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАКАРОННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2233100C2 |
| Способ получения пищевого продукта люля-кебаб (варианты) | 2018 |
|
RU2734833C2 |
| УСТАНОВКА РАСКАТКИ И ВЫПЕЧКИ ТЕСТА | 1996 |
|
RU2130266C1 |
| Установка для выпечки тонкого армянского лаваша | 1990 |
|
SU1750564A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ КОНДИТЕРСКИХ ИЗДЕЛИЙ С НАЧИНКОЙ | 2013 |
|
RU2535401C1 |
| Установка для раскатки тестовых заготовок тонкого армянского лаваша | 1974 |
|
SU499870A1 |
| Установка для приготовления армянского лаваша | 1986 |
|
SU1400576A1 |
| Установка для формования тестовых заготовок тонкого армянского лаваша | 1984 |
|
SU1172516A1 |
| Установка для выработки тонкого армянского лаваша | 1987 |
|
SU1405762A1 |
Изобретение относится к оборудованию и технологиям хлебопекарной промышленности, а именно к производству тонкого армянского лаваша. Автоматизированная линия содержит вертикальное раскаточное устройство, состоящее из последовательно установленных регулируемых валковых механизмов, и туннельную печь с нагревательными элементами. Линия дополнительно содержит перед раскаточным устройством формовочную машину с приводом, наклонный подающий транспортер, увлажнитель с системой подачи и утилизации пара, установленный за туннельной печью, наклонный стабилизационный транспортер с системой охлаждения, за которым смонтирован ножевой механизм, размещенный на склизе, и систему автоматики с обратной связью. В конце линии установлено упаковочное оборудование с использованием вакуумно-упаковочного устройства. 6 з.п. ф-лы, 2 ил.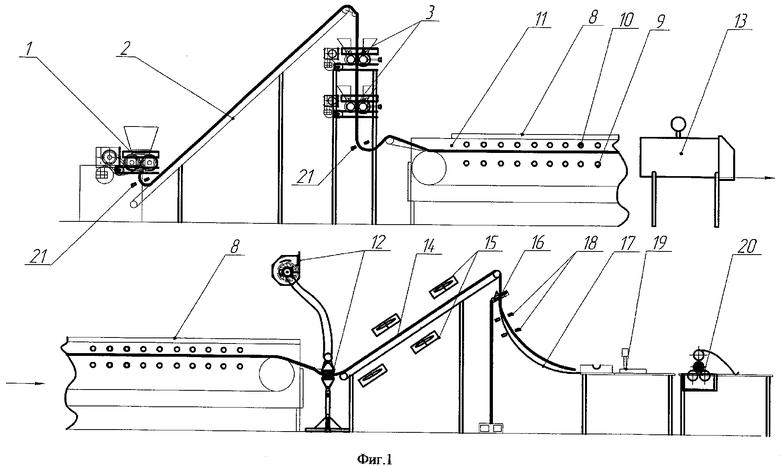
| Установка для выпечки тонкого армянского лаваша | 1990 |
|
SU1750564A1 |
| Печь для выпечки тонкого армянского лаваша | 1984 |
|
SU1286140A1 |
| УСТАНОВКА РАСКАТКИ И ВЫПЕЧКИ ТЕСТА | 1996 |
|
RU2130266C1 |
| Способ изготовления пружин из проволоки | 1928 |
|
SU18470A1 |

