Изобретение относится к производству железобетонных напорных труб.
Известна форма для изготовления железобетонных виброгидропрессованных труб, содержащая наружную опалубку и герметич- ный сердечник с крышками, выполненными с патрубками для подачи пара и отвода кон;денсата.
Однако эта форма не обеспечивает раБНО мерности прогрева формуемой трубы по длине из-за значительной разницы в температурах между низом и верхом заполненной паром внутренней полости сердечника. В результате процесс изготовления трубы удлиняется, поскольку время тепловой обработки приходится устанавливать в зависимости от того, когда достигает необходимой прочности наименее прогреваемый нижний участок трубы.
Цель изобретения - обеспечение равномерного распределения температур по высоте формуемой трубы и сокращение времени тепловой обработки. Достигается это тем, что герметичный сердечник снабжен диафрагмами, разделяющими его внутреннюю полость на ряд связанных меаду собо полостей, выполненными с отверстиями и наклонными стенками, образующими сообщающиеся между собой кольцевые пазухи.
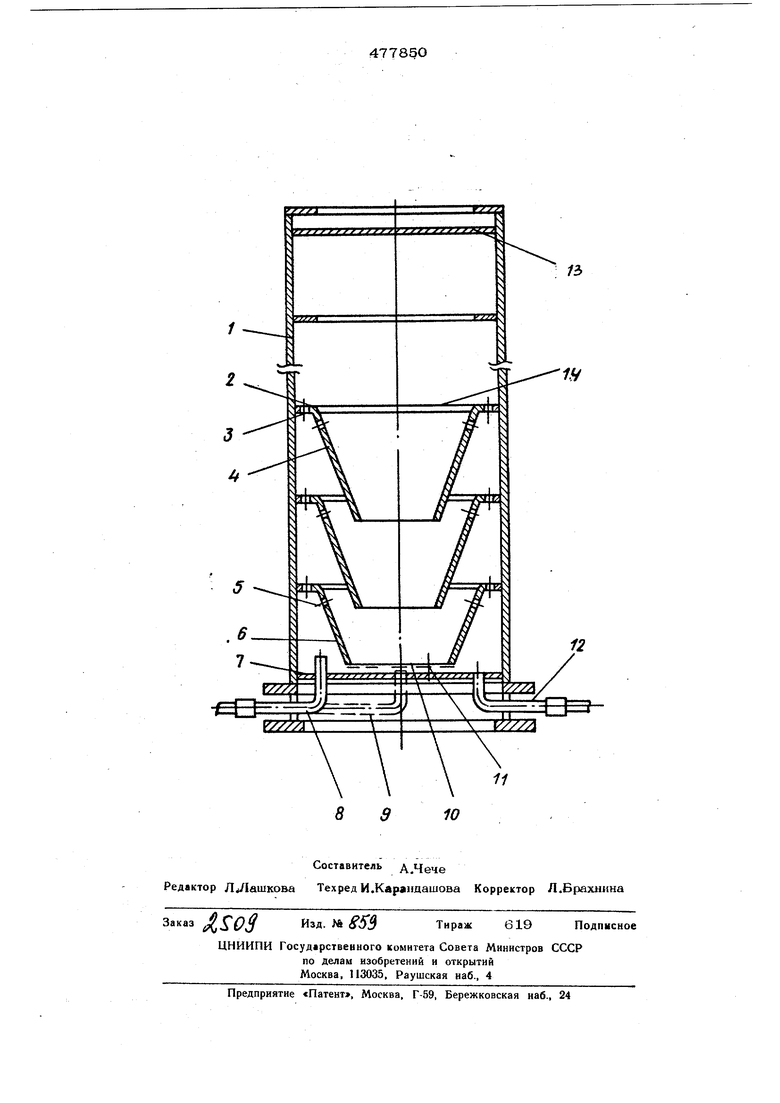
На чертеже схематично показан сердечник предлагаемой формы, разрез.
Форма включает наружную опалубку, герметичный сердечник 1, диафрагмы 2 с отверстиями 3 для прохождения пара, наклонные стенки 4 с отверстиями 5 (отвер стия 5 могут устраиваться взамен отверстий 3 с тем же назначением), кольцевые пазухи 6, нижнюю крыщку сердечника 7, патрубок для подачи пара 8. Вместо патрубков 8, расположенных по окружности, может быть вварен в центре нижней крышки патрубок 9. В таком случае устраивается диафрагма 10 с отверстием для прохождения конденсата 11. Форма также включает патрубок для отвода конденсата 12 и верхнюю крышку сердечника 13. Наклонные стенки крепятся к диафрагмам сварными щвами 14.
Процесс термообработки осуществляется следующим образом. Пар от магистрального паропровода с помощью гибкого шланга поступает в патрубок 8, а через него в нижнюю кольце- . вую пазуху 6. Затем через отаерстия в диафрагме (или в наклонной стенке) нижней пазухи переходит в следующую по вертикали кольцевую пазуху и т. д. При этом кольцевые пазухи задерживают пар и вынуждают его более медленно перемещаться вверх, в результате чего улучшается теплоотдача пара в НИЖНЕЙ части формы. Част пара может обтекать снизу наклонные стен ки и поступать непосредственно в верхнюю часть полости герметичного сердечника. Если вместо патрубков 8 выполнен патрубок 9, то пар, следуя через него в полость сердечника, обтекает снизу дяафрагму 10 и равномерно по всему контуру ее поступает в нижнюю пазуху. Конденсат стекает через отверстия в диафрагмах или по наклонным стенкам на нижнюю крышку сердечника и через патрубок 12 поступает в конденсатовод. 8 случае устройства диа4рагмы 10 кондевсаг стекает на крышку сердечника через отв.ерстие 11. Предмет изобретения Форма для изготовления железобетонных виброгидропрессованных труб, содержашая наружную опалубку и герметичный сердечник с крышками, выполненными с патрубками для подачи пара и отвода конденсата, -от.личаюшаяся тем, что, с целью обеспечения равномерного рас преде- , ления температур по высоте формуемой трубы и сокращения времени тепловой обработки, сердечник снабжен диафрагмами, разделяющими его внутреннюю полость на ряд связанных между собой полостей, выполненными с отверстиями и наклонными стенками, образующими сообщающиеся между собой кольцевые пазухи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки железобетонных труб | 1976 |
|
SU628140A1 |
| Устройство для изготовления железобетонных виброгидропрессованных труб | 1978 |
|
SU766868A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВИБРОГИДРОПРЕССОВАННЫХ ТРУБ | 1969 |
|
SU252897A1 |
| Устройство для тепловой обработки железобетонных труб | 1978 |
|
SU765244A1 |
| Устройство для термообработки железобетонных виброгидропрессованных труб | 1979 |
|
SU772873A1 |
| Устройство для тепловой обработки раструбных железобетонных трубчатых изделий | 1990 |
|
SU1787798A1 |
| Форма для изготовления железобетонных виброгидропрессованных труб | 1975 |
|
SU582967A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ПОДОГРЕВА СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1973 |
|
SU377310A1 |
| Способ тепловой обработки железобетонных виброгидропрессованных труб | 1977 |
|
SU734169A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |