(54) СБОРОЧНЫЙ КОНВЕЙЕР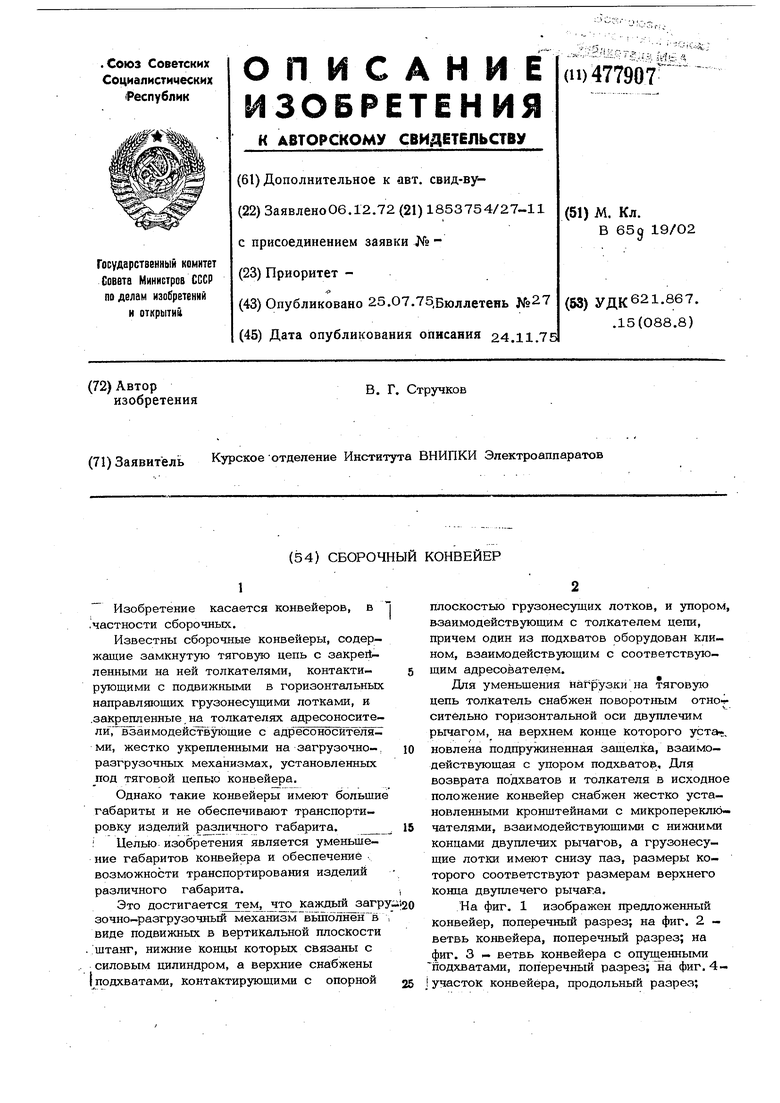
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПЕРЕДАЧИ ГРУЗОВ С ОДНОГО ПОДВЕСНОГО КОНВЕЙЕРА НА ДРУГОЙ:;.. г;тьх":-/чEf^MHv; | 1967 |
|
SU190264A1 |
| Распределительный конвейер | 1962 |
|
SU151962A1 |
| УСТРОЙСТВО для АДРЕСОВАНИЯ ГРУЗОВЫХ ТЕЛЕЖЕК ПОДВЕСНОГО КОНВЕЙЕРА | 1972 |
|
SU328043A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Устройство для подачи изделий с места их обработки на конвейер | 1971 |
|
SU441214A1 |
| ЛИНИЯ НАБОРА НОСЫЛОВ ПЕЧАТИ В ГАЗЕТНО- ЖУРНАЛЬНЫХ ЭКСПЕДИЦИЯХ | 1972 |
|
SU341540A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Устройство для загрузки тележечного конвейера | 1975 |
|
SU659478A1 |
| Устройство для адресования грузов подвесного конвейера | 1978 |
|
SU737325A1 |
| Подвесной грузонесущий конвейер | 1986 |
|
SU1370020A1 |

Изобретение касается конвейеров, в | частности сборочных.
Известны сборочные конвейеры, содержащие замкнутую тяговую цепь с закрейленными на ней толкателями, контакти-5
рутощими с подвижными в горизонтальных направляющих грузонесущими лотками, и закрепленные. на толкателях адресоносители.Твзаимодействующие с адресоносйтёшГми, жестко укрепленными на загрузочно-, Ю разгрузочных механизмах, установленных под тяговой цепью конвейера.
Однако такие конвейеры имеют больщие габариты и не обеспечивают транспортировку изделий различного габарита. 15
Целью изобретения является уменьшение габаритов конвейера и обеспечение возможности транспортирования изделий различного габарита.,
Это достигается тем, чтр Ka3W5briij3arpyiii20 зочно-разгрузочный механизм вьш6лнен в , виде подвижных в вертикальной плоскости штанг, нижние концы которых связаны с силовым цилиндром, а верхние снабжены подхватами, контактирующими с опорной js
плоскостью грузонесущих лотков, и упором, взаимодействующим с толкателем цепи, причем один из подхватов оборудован клином, взаимодействующим с соответствующим адресователем.
Для уменьшения нагрузки на тяговую цепь толкатель снабжен поворотным отно4ситёльно горизонтальной оси двуплечим рычагом, на верхнем конце которого , новлена подпружиненная защелка, взаимодействующая с упором подхватов.. Для возврата подхватов и толкателя в исходное положение конвейер снабжен жестко установленными кронштейнами с микропереключателями, взаимодействующими с нижними концами двуплечих рычагов, а грузонесущие лотки имеют снизу паз, размеры которого соответствуют размерам верхнего конца двуплечего рычага.
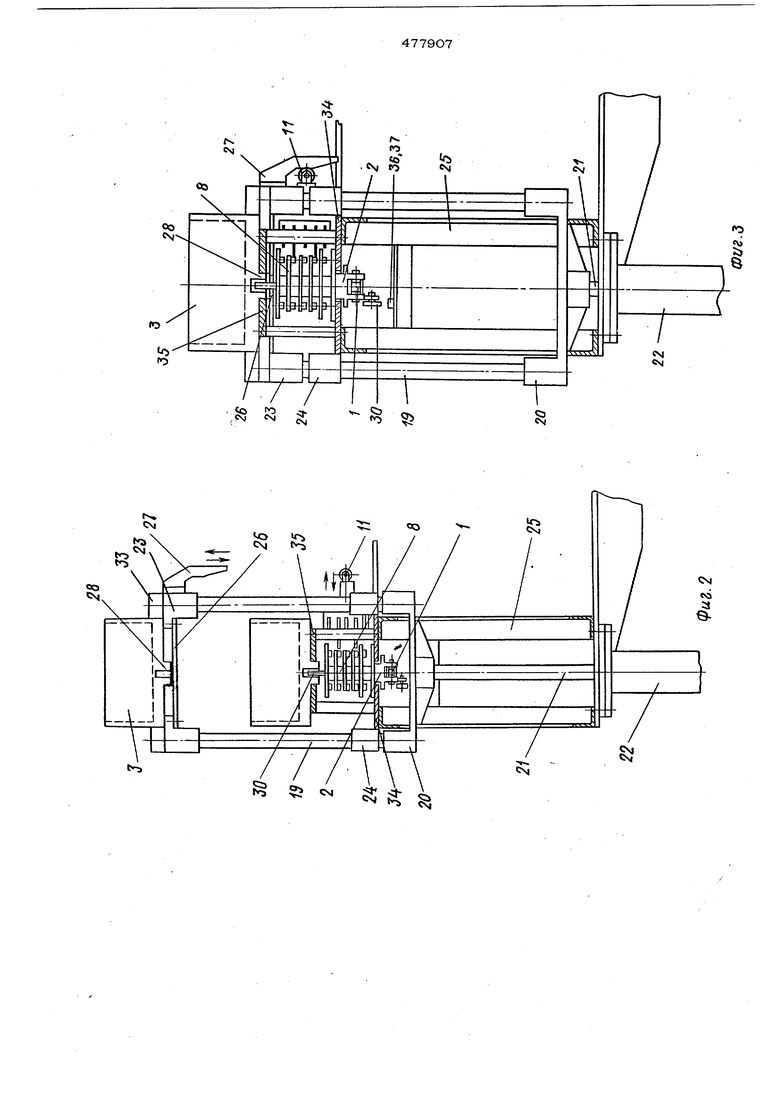
На фиг. 1 изображен предложенный конвейер, поперечный разрез; на фиг. 2 - ветвь конвейера, поперечный разрез; на
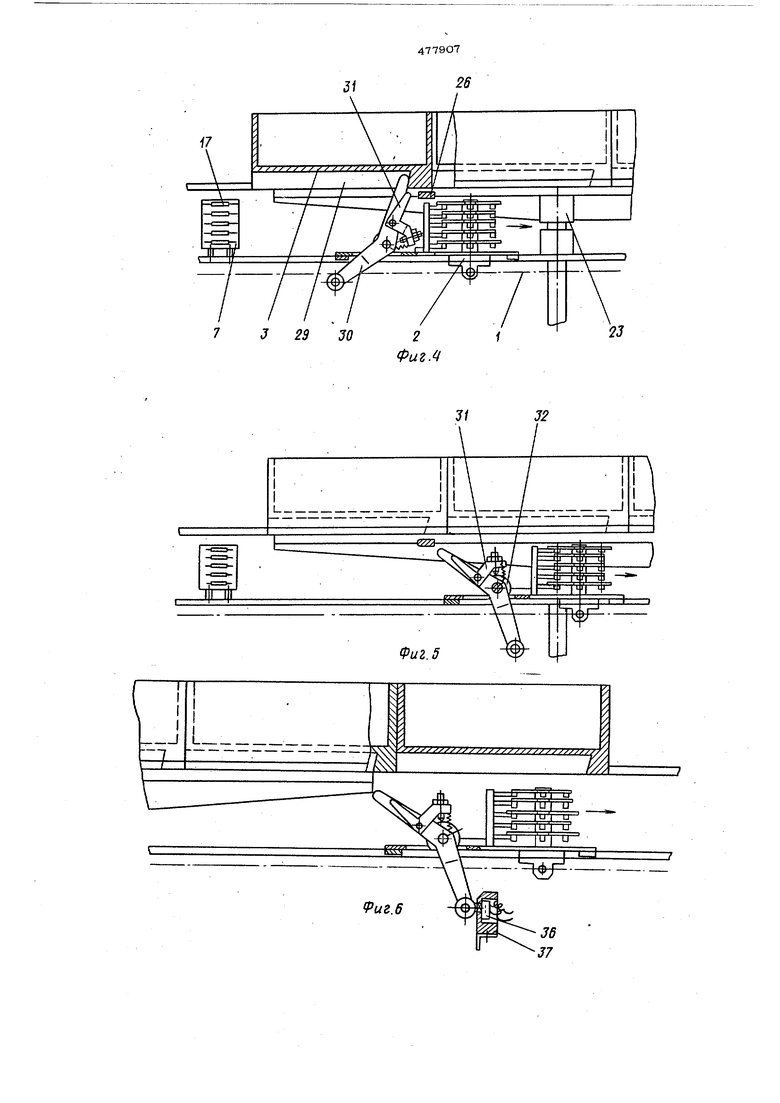
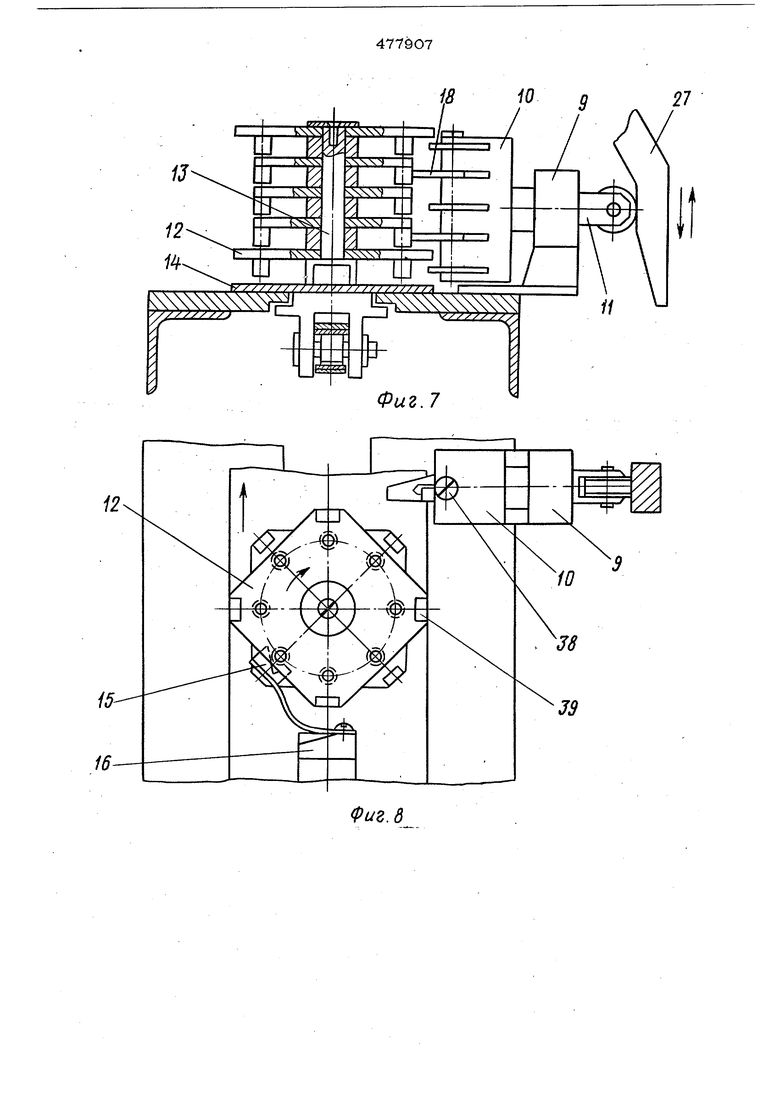
фиг. 3 - ветвь конвейера с опугценными подхватами, поперечный разрез; на фиг. 4 участок конвейера, продольный разрез; на фиг, 5 - участок конвейера с откинутым назад двуплечим рычагом, продольный разрез; на фиг. 6 - участок конвейера с двуплечим рычагом, контактирующим с микропереключателем, продольный разрез; на фиг. 7 - адресоноситель и адресователь, поперечный разрез; на фиг. 8- адресоноситель и адресователь, плащ на фиг.9схема расположения элементов адресоносителя и адресователя, Конвейер содержит горизонтально замкнутую цепь 1 с закрепленными на ней с равным шагом толкателями 2, контактирующими с грузонесущими лотками 3 с изделиями. На каждом рабочем месте 4 конвейер оборудован загрузочно-разгрузочными механизмами 5 и пультом 6. Для работы в свободном ритме конвейер содержит блок считывания адреса 7 (см. фиг. 4 адресоноситель 8 (см. фиг. 2) и адресователь 9, содержащий гребенку 10, закрепленную на подпружиненном щтоке 11. Адресоноситель 8 выполнен в виде набора пластин 12, прерьшисто вращающихся одна независимо от другой на вертикальной оси 13, закрепленной на опорной плите 14 толкателя 2, и фиксируемых через каждые 45 пружинными фиксаторами 15, закрепленными на стойке 16 толка- |теля 2. Блок считывания адреса 7 содер жит комплект магнитоуправляемых контактов 17. Гребенка .10 адресователя 9 имее зубья 18, количество которых также, как количество пластин 12 адресоносителя 8 и магнитоуправляемых контактов 17 блока считьшания адреса 7, связано зависимо- п(п-1) (п-2)..) с .- --.-- где 1.2.3... k С - количество адресов, которое требуется для работы конвейера при свободном ритме; tl - общее количество пластин адресоносителя, зубьев гребенки адресоваI теля и магнитоуправляемых контактов блока считьшания адреса; 1( - количество пластин в адресоносителе и количество магнитоуправляeMbtk контактов в блоке считывания адреса, из которых составлен адрес операций. Каждый загрузочно-разгрузочный ме- ханизм 5 рабочих мест 4 содержит под- : вижные в вертикальной плоскости штанги 1б, нижние Концы которых посредством плиты 2О связаны со штоком 21 силового цилиндра 22. На верхних концах штанг 19жестко закреплены подхваты 23. ги ,19 подвижно установлены в направля ющих втулках 24, закрепленных на ме- таплоконструкции 25 конвейера. Подхваты-, 2 содержат упор 26 и клин 27. В ни жней части грузонесущего лотка 3 имеется, ; направляющий выступ 28 с пазом 29, в котором размещен верхний конец двуплечего рычага 30 толкателя 2..На верхнем конце двуплечего рычага .V, 30 установлена .подпружиненная. ; защелка 31, которая при исходном положении толкателя 2 находится в зацеплении с углублением в круглой бо;бьш1Ке 32, являющейся опорой двуплечего рычага 30. Грузонесущие лотки 3, находящиеся на подхватах 23 загрузочно-разгрузочного механизма 5, при исходном положении фиксированы от бокового смещения направляющими 33. Толкатели 2 и грузонесущие лотки 3 лежат на направляющих планках 34 и 35. Для возврата подхватов 23 и I толкателей 2 в исходное положение на , металлоконструкции 25 конвейера установлены микропереключатели 36 и кронштейны .37, контактирующие с двуплечим рычагом 30. Зубья 18 гребенки 1О фиксированы винтом 38, а на пластинах 12 адре-) соносителя 8 установлены постоянные магниты 39. Конвейер работает следующим образом. .Горизонтально замкнутая цепь 1 перемещает толкатели и посредством , них - гру- зонесущие лотки 3 по направляющим план- , кам 34, 35. Грузонесущие лотки 3 транс-, портируют мимо рабочих мест 4 изделия различной степени готовности. При работе конвейера в свободном ритме загрузочноразгрузочный механизм 5 включается для пополнения межоперационного задела рабочего места 4 по команде сборщика. При включении тумблера на пульте 6 происходит подготовка электрической цепи управления силовым цилиндром 22, в которую входят несколько последовательно соединенных магнитоуправляемых контактов 17 блока считьшания адреса 7, соответствующих адресу операции, выполняемой на рассматриваемом рабочем месте 4. Адресоносители 8 при движении мимо блока считывания адреса 7 включают магнитоуправляемые контакты 17 теми магнитами 39, которые расположены/ближе к блоку считьюания адреса. Если одновременно включатся все магнитоуправляемые контакты 17, соответствующие адресу данной операции, электрическая цепь управления сило., вым цилиндром 22 замкнется, и щток 21 опустит штанги 19 по направляющим втулкам 24 вместе с подхватами 23, на которых размещается несколько грузонесущих - Глотков 3, образующих межоперационный; задел изделий данной операции. При этом клин 27 перемещает посредством подпружиненного штока 11 гребенку 1О в рабочее положение. При движении толкателя А гребенки 10 повернут некоторые .пластины 12 относительно оЪи 13 адресоносителя 8 на угол 45°. При таком положении пластин 12, зафиксированных пружинными фиксаторами, адресоноситель 8 толкателя 2 несет закодированный адре .следующей операции. ., -При движении толчкателя 2 вместе с грузонесущим JJOTKOM 3 продвигаются все грузонесущие лотки 3 |находящихся на подхватах 23 вдоль напра ляющих 33 до тех пор, пока один из грузонесущих лотков с изделием, готовым к отправке на следующую операцию , не переместится с подхватом 23 на направляющие планки 35, после чего верхний конец двуплечего рычага . ЗО вместе с подпружиненной защелкой 31 начнет взаимодействовать с упором 26 на подхватах 23. При этом подпружиненная защелка 31, поворачиваясь на некоторый угол против часовой стрелки, выходит из углубления в круглой бобышке 32 и растормаживает двуплечий рычаг 30, который свободно на |чинает поворачиваться против часовой стрелки до тех пор, пока верхний его конец не пройдет под упором 26, При подходе толкателя 2 к грузонесущему лотку 3, переместившемуся на направляющие планки 35, подхваты 23 и двуплечий рычаг 30 толкателя 2 возвращаются в исходное положение. При этом нижний конец двуплечего рычага ЗО, взаимодействуя с жестко установленными кронштейном 37 и микропереключателем 36, реверсирует силовой цилиндр 22, который своим штоком 21 поднимает плиту 20, щтанги 19 и подхваты 23 с грузонесущими лотками 3 в крайнее верхнее поло|жение, а двуплечий рычаг 30 поворачивается по часовой стрелке до тех пор, пока подпружиненная защелка 31 не попадет в углубление круглой бобышки 32, затормозив двуплечий рычаг 30. При повороте двуплечего рычага 30 относительно горизонтальной оси при поступательном движении вместе с толкателем 2 его верхний конец заходит в паз 29 направляв ющего выступа 28 грузонесущего лотка 3« Т Грузонесущие лотки 3 поступают на подхваты 23 до тех пор, пр ;ка на пульте 6 рабочего места 4 включен тумблер. Для перестройки конвейера со свободного эитма на принудительный необ1:ходйМО ослабить винт 38 гребенки 10 лд- есователя 9 и зубья 18 вдвинуть внутрь гребенки Ю.а электрическую цепь управ, пения силовым цилиндром 22 подключить к командоаппарату, который будет обеспечивать включение загрузочно-разгрузочного механизма 5 по программе, обусловленной синхронизацией сборочных операций... ,. Принудительный ритм конвейера регулируется за счет плавного изменения скорости движения цепи 1. Предмет изобретения I 1. Сборочный конвейер, содержащий замкнутую тяговую цепь с закрепленными на ней толкателями, контактирующими с подвижными в горизонтальных направляющих грузонесущими лотками, и закрепленные на толкателях адресоносители, взаимодействующие . с адресователями, жестко укрепленными на загрузочно-разгрузочных механизмах, установленных под тяговой цепью конвейера, отличающийся тем, что с целью уменьшения габаритов конвейера и обеспечения возможности транспортирования изделий различного габарита, каждый загрузочно-разгрузочный I механизм выполнен в виде подвижных в вертикальной плоскости штанг, нижние концы которых связаны с силовым цилинд- ром, а верхние снабжены консольными подхватами, контактирующими снизу с гру- зонесущими лотками, и упором, взаимодействующим с толкателями цепи, причем один из консольных подхватов оборудован клином, Взаимодействующим с соответствующ11М .адресователем. 2.Конвейер по п. 1, отличающий с я тем, что, с целью уменьшения нагрузки на тяговую цепь, толкатель снабжен поворотным относительно горизонтальной оси двуплечим рычагом, на верхнем конце которого установлена подпружиненная защелка, взаимодействующая с упором на подхватах. 3.Конвейер по пи. 1 и 2, о т л и ч аю щ и и с я тем, что, с целью обеспечения :возврата подхватов и толкателя в исходное положение, конвейер снабжен жестко установленными кронштейнами с микропереключателями, взаимодействующими с нижними Концами двуплечих рычагов, а грузонесущие лотки имеют снизу паз, размеры которого соответствуют размерам верхнего конца двуплечевого рычага.
со
3
f7 Фиг.
фиг. 8 7
