1
В основном авт. св. 346199 описано устройство для подачи изделий с места их обработки на конвейер, выполненное в виде U-образного лотка, на одном конце которого размещен отсекатель для приема изделий с конвейера и проталкивания их по лотку. Лоток составлен из двух частей: одна - подвижна и соединена с механизмом возврата, а на неподвижной части лотка установлен поворотный упор, взаимодействующий с конвейером.
Такие устройства работают только в принудительном ритме конвейера.
Известны также устройства для подачи изделий с места их обработки на конвейер, содержащие элементы адресования для работы конвейера в свободном ритме.
Цель изобретения - устранение толчков нри разгрузке адресованных на рабочее место изделий, механизация нроцесса перемещения изделий из зоны выгрузки с конвейера в зону обработки и обратно и выполнение работ в свободном и принудительном ритмах.
Эта цель достигается тем, что разгрузочнозагрузочный механизм для нринятия адресованного изделия снабжен блоком контактов, перемещаемым с помощью электромагнитного привода к платформе, несущей спутник с изделием, по сигналу с рабочего места.
Для автоматического задания адреса изделию на носледующую операцию, выполняе2
мую на любом рабочем месте, блок, задающий адрес, выполнен в внде набора квадратных пластин, прерывисто вращающихся независимо одна от другой из одного фиксированного положения в другое относительно вертикальной оси, закрепленной на платформе, нри изанмодействии с гребемкой отсскателя.
Для возврата отсекателя разгрузочпо-загрузочного механизма в исходное положение после приема в лоток-накопитель очередного снутника с изделием и автоматического задаиия платформе адреса па следующую операцию, устройство спабжено микропереключателем, взаимодействующим с 1;одБПЖ1юй частью лотка-накопителя нрн ее повороте.
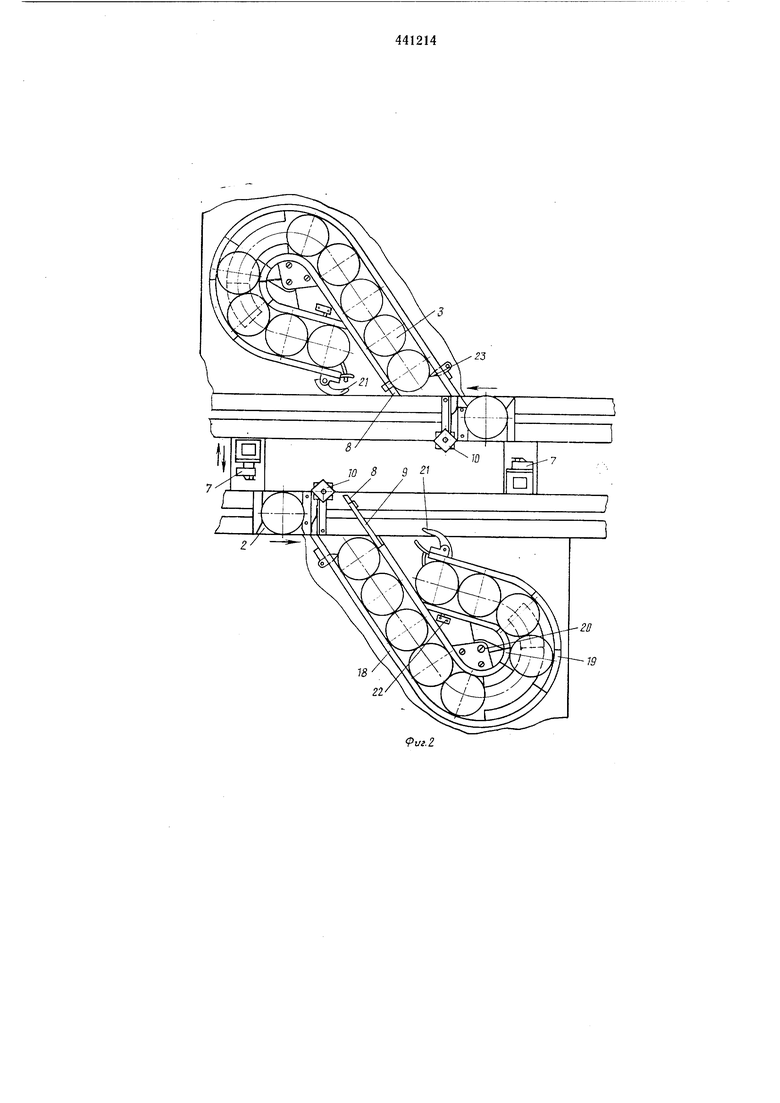
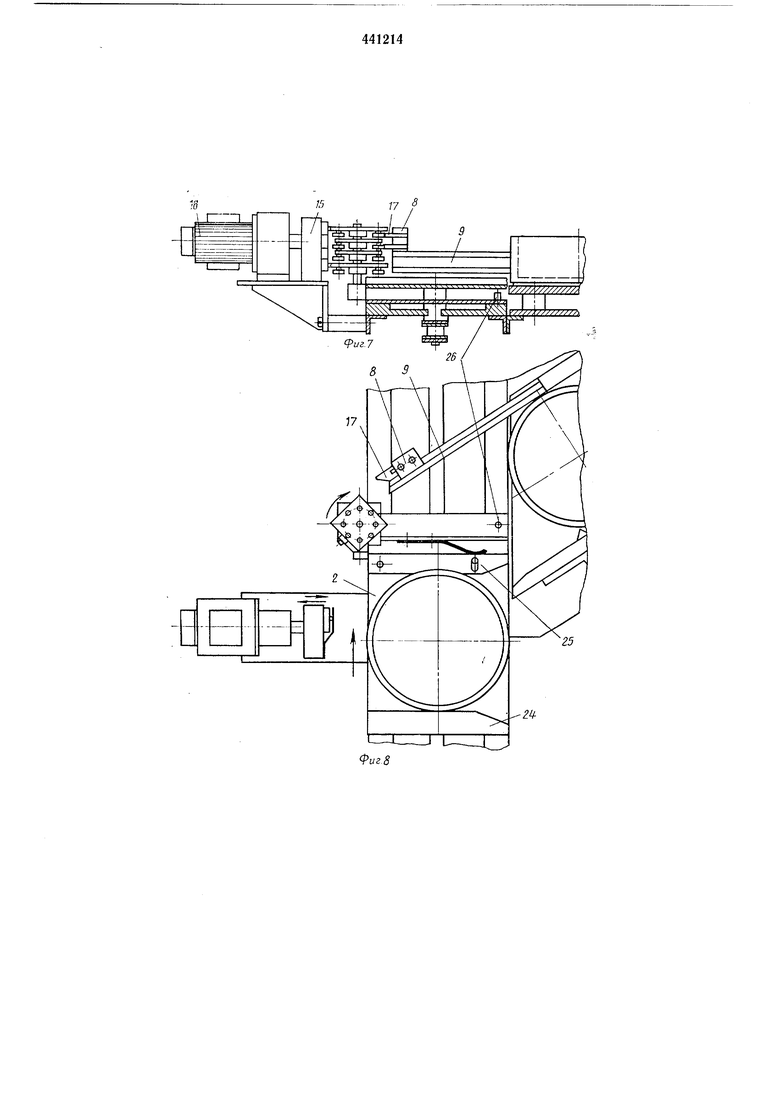
На фиг. 1 изображено оппсываемое устройство с конвейером; на фиг. 2 - два устройства, расположенные па противоположных сторопах конвейера, впд сверху; на фнг. 3-6- четыре последовательных положения устройства при работе; па фмг. 7 - предложеппое устройство, пертикальпый разрез; па фиг. 8- элементы автоматического пдресовапи, вид
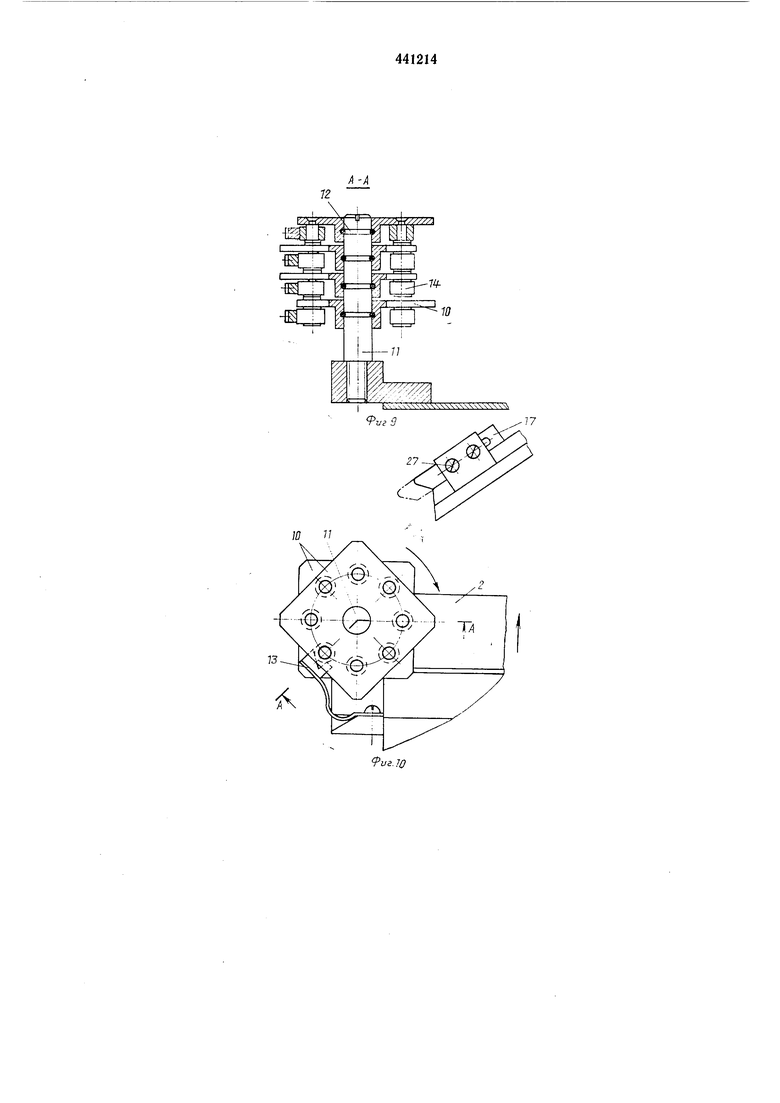
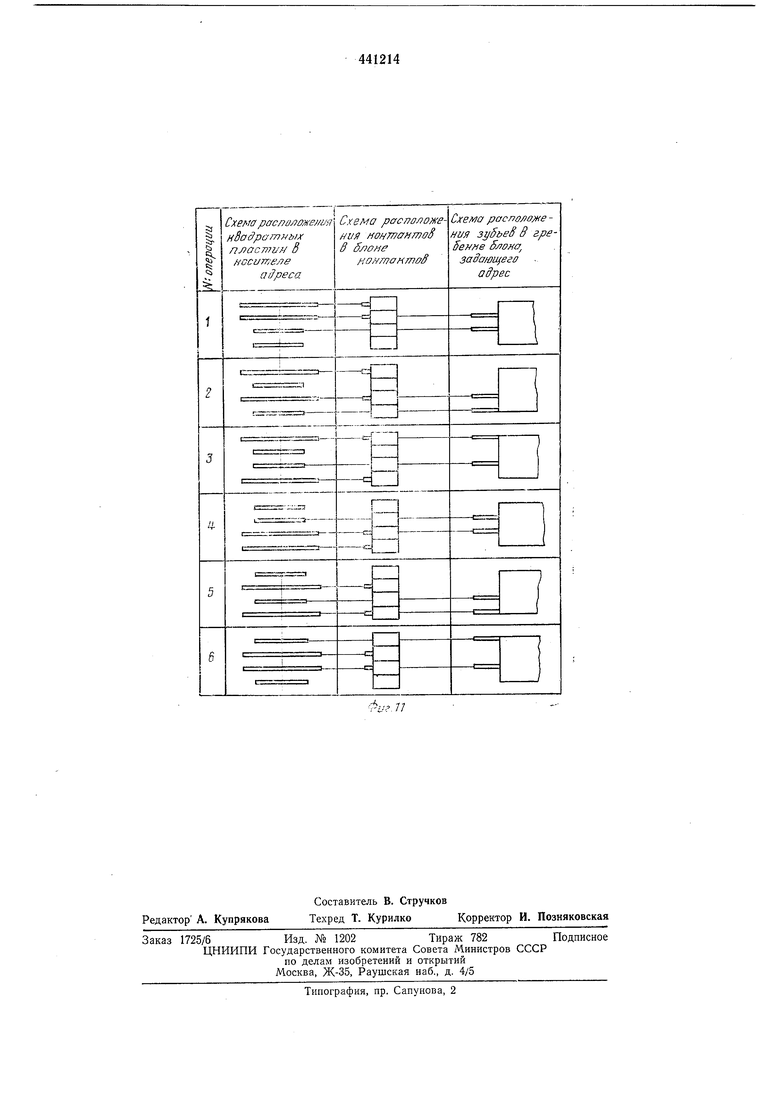
5 сверху; на фиг. 9 - носи гель адресов, вертикальный разрез; па фг1Г. 10 - то же, вид сзерху; на фиг. 11 -взаимное схематическое располо/iienne элементов автоматического адресования п:1 примере обработки пзделпя за
0 6 операций.
Устройство содержит горпзопталыго-замкиутую втулочно-роликовую цепь 1, на которой с равным шагом закреплены платформы 2, несущие спутники с изделиями 3. Для усреднения трудовых затрат при выполнении операций на рабочем месте 4 устройство содержит U-образный лоток-накопитель 5, через который в пепосредственной близости от зоны обработки перемещаются спутники с изделиями 3. На каждом рабочем месте 4 установлен пульт 6 для управления устройством при работе конвейера в свободном ритме. Для этой цели лоток-накоиитель 5 снабжен элементами автоматического адресования: механизмом 7 приема адреса, носителем адреса и блоком, задающим адрес, выполненным в виде гребенки 8, закрепленной на конце отсекателя 9. Носитель адреса вынолнен в виде пабора квадратных пластин 10, вращающихся иа вертикальиой оси Г1, закреплеиной па платформе 2. Квадратные пластины 10 удерживаются от вертикального перемещения пружинными кольцами 12. Для фиксирования каждой пластины 10 при повороте на оси И установлепы пружинные фиксаторы 13, взаимодействующие с роликами 14 квадратных пластин. Механизм 7 приема адреса содержит блок 15 контактов, перемещаемый с помопхью электромагнитного привода 16 к платформе 2 по сигналу с рабочего места 4. Количество зубьев 17 в гребенке 8 также, как и квадратных пластин 10 и контактов в блоке 15, связано между собой зависимостью
Г- «(« -)(« -2)...(п -/C-f 1)
1.2.3...А:
где С - количество адресов, которое требуется для работы конвейера; п - количество квадратных пластии 10 в
носителе адреса;
/С - количество квадратных пластин 10 в носителе адреса и коитактов в блоке 15, из которых составлеи адрес каждой операции.
Взаимиое расиолол-сеиие контактов блока 15, квадратных пластин 10 носителя адреса и зубьев 17 гребеики 8 блока, задающего адрес, показано иа фиг. 17. Лоток-иакопитель 5 состоит из двух частей; неподвижной 18 и подвижной 19, установленной на вертикальиой оси 20, которая совпадает с центром закругления. На конце подвижной части 19 расположеи иоворотный подпружииеиный упор 21, имеющий общий привод с отсекателем 9 (на чертежах не показан).
Для возврата отсекателя 9 в исходное положение после приема в лоток-накопитель 5 очередного снутника с изделием 3 и автоматического задания платформе 2 адреса на следующую операцию установлен микропереключатель 22, взаимодействующий с подвижной частью 19 лотка-накопителя 5 при ее повороте. Защелка 23, установленная на неподвил ;иой части 18 лотка, предохраняет от возможного перемещения спутников с изделиями
назад. Платфорл-га 2 содержит две губки, неподвижную 24 и подпружиненную 25, удерживаюид,ие спутник с изделием 3 во время траиспортировапия. Впереди илатформы 2 закреплен щтифт 26, расположенный ниже уровня опорной плоскости спутника с изделием. Для фиксирования зубьев 17 в рабочем и иерабочем положениях нредусмотрен винт 27. В свободном ритме конвейера устройство
работает следующим образом.
Горизонтально-замкнутая цеиь 1 вместе с платформами 2, иесущими спутники с изделиями 3, движется непрерывно. Для восполнения межоперационного задела изделий в
лотке-накопителе 5 с пульта 6 рабочего места 4 подается сигнал, по которому электромагпитиый привод 16 перемещает блок 15 контактов к платформе 2. Носитель адреса при движении вместе с илатформой 2 взаимодействует с блоком 15 контактов. Квадратные пластины 10 посителя адреса, установлеиные па оси И, могут иаходиться в одном из двух фиксированных ноложений. Если произойдет одиовременное включение двух контактов в
блоке 15, то отсекатель 9 и поворотный подпружиненный упор 21 выдвинутся и займут положение, показанное на нижией половине фиг. 2. Нри дальпейщем движении платформы 2 зубья 17 гребенки 8 иачипают взаимодействовать с роликами 14 квадратных нластин 10, в результате чего пластииы повернутся на угол 45° и вновь займут фиксированное положепие. Ноложение квадратиых иластин при этом будет определять адрес следующей
операции. Последующее движение илатформы 2 относительно отсекателя 9 создает усилие, которое обеспечивает перемещеипе спутника с изделием 3 с платформы 2 на неподвижную часть 18 лотка-накопителя 5. При этом спутпики с изделиями 3 продвигаются по неподвижной части 18 лотка-иакопителя 5 на один шаг, равиый диаметру спутника, заполняя свободное пространство в зоне закругления частей лотка (см. нижнюю половину (фиг. 2).
При подходе платформы 2, освободившейся от спутника с изделием 3, к подвижной части 19 лотка-накопителя 5, щтифт 26 входит в зацеплеиие с поворотным подпружиненным упором 21 и при дальнейшем движении платформы 2 поворачивает подвижную часть 19, в результате чего длина лотка-накопителя 5 по средней линии уменьшится на один щаг, равный диаметру спутиика. При этом микропереключатель 22 размыкается, и отсекатель 9 возвращается в исходное положение. Так как длииа лотка-иакопителя 5 по средней линии уменьшается на один щаг, то один спутник с изделием 3, находящийся в коице подвижной части 19 лотканакопителя, перемещается за его пределы. А так как при повороте подвижной части 19 ее конец находится в непосредственной близости от нлатформы 2, то спутник с изделием 3 перемещается иа платформу 2 и удерживается
иа ией неподвижной 24 и подпружиненной 25
губками. Защелка 23 удерживает спутники в лотке-накопителе от движения назад. После передачи спутника с изделием 3 из лотка-накопителя 5 на платформу 2 штифт 26 выходит из зацепления с поворотным подпружиненным упором 21, и подвижная часть 19 лотка-накопителя под действием пружины с демпфером (на чертежах не показаны) возвращается в исходное положение, образуя свободное пространство в зоне закругления частей лотканакопителя 5. Микропереключатель при этом замыкается и подготавливает электрическую цепь для повторного включения привода отсекателя 9 и поворотного подпружиненного упора 21. При повторном одновременном замыкании двух контактов в блоке 15 цикл повторится.
Заполнение лотка-накопителя 5 спутникамп с изделиями 3 будет продолжаться до тех пор, пока будет поступать снгнал с пульта 6 рабочего места 4 в цепь управления электромагнитным приводом 16 блока 15 контактов.
Для нереналадки устройства на работу в принудительном ритме конвейера зубья 17 гребенки 8 блока, задающего адрес, устанавливают в нерабочее положение, для чего ослабляют винт 27 и зубья 17 вдвигают в крайнее положение, а привод отсекателя 9 и поворотного подпружиненного унора 21 подключают к командоаппарату. Ритм работы устройства при этом регулируется скоростью движения цени 1.
Предмет изобретения
1. Устройство для подачи изделий с места их обработки на конвейер по основному
авт. св. № 346199, отличающееся тем, что, с целью устранения толчков при разгрузке адресованных на рабочее место изделий, механизации процесса перемещения изделий
из зоны выгрузки с конвейера в зону обработки и обратно и выполнения работ в свободном и принудительном ритме, разгрузочно-загрузочный механизм для принятия адресованного изделия снабжен блоком контактов, неремещаемым с помощью электромагнитного привода к платформе, несущей снутннк с изделием, по сигналу с рабочего места.
2.Устройство по п. I, отличающееся тем, что, с целью автоматического задания
адреса изделию на последующую операцию, выполняемую на любом рабочем месте, блок, задающий адрес, выполнен в виде гребенки, закрепленной на конце отсекателя разгрузочно-загрузочного механнзма, а носитель адреса - в виде набора квадратных пластин, прерывисто вращающихся независимо одна от другой из одного фиксированного полол ения в другое относительно вертикальной оси, закрепленной на платформе, при взаимодействии с гребенкой отсекателя.
3.Устройство по п. I, отличающееся тем, что, с целью возврата отсекателя разгрузочно-загрузочиого механизма в исходиое положение после приема в лоток-накопитель очередного спутника с нзделнем и автоматического задания платформе адреса на следующую операцию, оно снабжено микропереключателем, взаимодействующим с подвил пой частью лотка-накопителя при ее повороте.
fi/гЛ
cz:...
izzzzzziZii.. iftr
/
, сУ .
V (1 . /; 1
|..Z
-..
.
i
/Vf 
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный конвейер | 1972 |
|
SU477907A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Устройство для подачи изделий | 1980 |
|
SU897661A1 |
| Распределительный конвейер | 1962 |
|
SU151962A1 |
| Устройство для сборки оксидно-полупроводниковых конденсаторов,механизм для установки изоляторов на выводы секций оксидно-полупроводниковых конденсаторов и механизм для установки шайб припоя в корпуса оксидно-полупроводниковых конденсаторов | 1983 |
|
SU1262586A1 |
| Сборочная линия | 1983 |
|
SU1121127A1 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| УСТРОЙСТВО для ПОДАЧИ ИЗДЕЛИЙ С МЕСТА ИХ ОБРАБОТКИ НА КОНВЕЙЕР | 1972 |
|
SU346199A1 |
| СБОРОЧНАЯ ЛИНИЯ | 1991 |
|
RU2028910C1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |



i к
°U-I
i I
V V -Г
;V--; NiXSv,-::::- - , ,
iYi .4 ).//
-KlVr yy
