Изобретение относится к области трубопрокатного производства, в частности к усовершенствованию формы оправок, применяемых на станах холодной прокатки.
Известны оправки для холодной пилигримовой прокатки труб, состоящие из обжимного и цилиндрического калибрующего участков.
Недостатками таких оправок являются невозможность их точной установки так, чтобы конфигурация оправки совпадала с конфигурацией ручья калибра, и одновременности калибровки по стенке, наружному и внутреннему диаметрам трубы.
Для повышения точности геометрических размеров труб предлагается оправка, в которой между обжимным и калибрующим участками выполнена кольцевая впадина с плавным переходом ее в цилиндрический калибрующий участок.
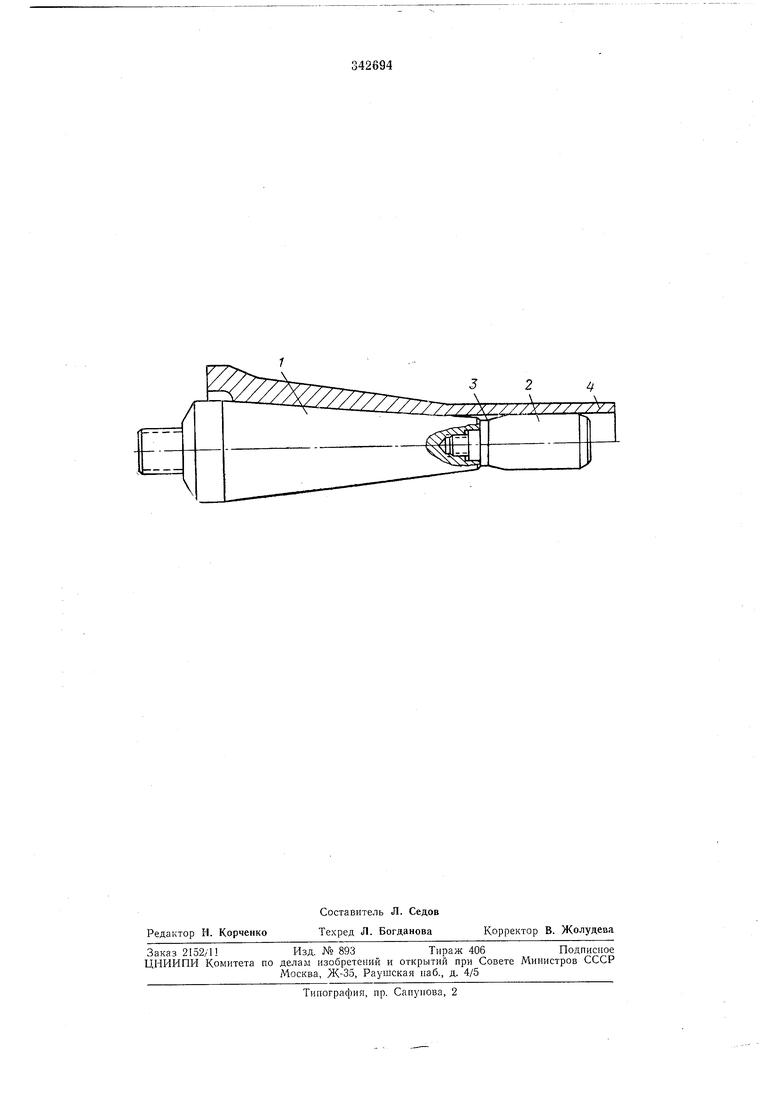
На чертеже показана описываемая оправка.
Оправка состоит из обжимного участка 1 и цилиндрического калибрующего участка 2. Между этими участками находится кольцевая впадина 3, поверхность которой плавно переходит в цилиндрический калибрующий участок. Обжимной участок может иметь коническую, параболическую или гиперболическую форму. Оправка может быть выполнена как одно целое или составной из отдельных участков.
В процессе прокатки происходит редуцирование трубы 4 по диаметру и обжат ие стенки на обжимном участке оправки. Труба, сходя с обжимного участка 1, всегда с натягом входит на цилиндрический калибрующий участок 2 и калибруется по стенке, а также по наружному и внутреннему диаметрам. Наличие впадины 5 с плавным переходом в цилиндрический участок обеспечивает плавный вход рабочего конуса на цилиндрический участок оправки и исключает пережим стенки.
Преимуществом предложенной оправки является то, что в кольцевой впадине в процессе прокатки собирается смазка, нанесенная на
внутреннюю поверхность заготовки. Эта смазка уносится внутренней поверхностью трубы, сходящей с конического участка оправки, что способствует повышению качества внутренней поверхности трубы.
20
Предмет изобретения
Оправка для холодной пилигримовой прокатки труб, включающая обжимной и цилиндрический калибрующий участки, отличающаяся тем, что, с целью повышения точности геометрических размеров труб, между обжимным и калибрующим участками выполнена кольцевая впадина с плавным переходом ее в ци
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для холодной прокатки труб | 1979 |
|
SU789172A1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Оправка для пилигримовой прокатки труб | 1978 |
|
SU737035A1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| ОПРАВКА ДЛЯ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU342695A1 |