1
Известно устройство регулирования натяжения полосы в линии непрерывного прокатного стана, содержащее тахогенераторы, регулятор и задатчик соотношения скоростей приводов первой и второй клетей, автономные регуляторы и задатчики скорости, датчики и задатчики натяжения, сумматоры и регуляторы натяжения второй и последующих клетей, датчики наличия металла, логические устройства заполнения промежутков и ключи связи.
Однако с noMonj.MO такого устройства невозможно оиределеиие и регулирование скоростного режима в функции межклетевого натяжения для промел утков статически неопределимого участка непрерывного ирокатного стана, т. е. в промежутках группы клетей, заключенных между клетями, не оборудованными датчиками натяжения (например, вертикальными клетями действующих станов) .
Это объясняется тем, что при входе металла прокатываемой полосы в третью клеть, усилие в металле Qz-s в межклетевом промежутке, заключенном между второй и третьей клетью, не регистрируется датчиком натяжения этой клети в чистом виде. В свою очередь усилие Qs-a вызывает появление усилия в металле Qi-2B межклетевом промежутке между первой и второй клетью.
Однако при постоянном соотношении скоростей привода первой и второй клети («2/«i const) и равенстве нулю межклетевых усилий в промежутке между первой и второй клетью до момента захвата прокатываемой полосы металла третьей клетью величина Qi-2 может быть выражена
(1)
Q)2 /C-Q2где К - коэффициент влияния иереднего натяжения на заднее.
Поэтому при расчете межклетевого усилия Q2-3 необходимо показания датчика на1тяжения второй клети увеличить в
l-k
раз.
(2)
-Т.
02-3
l-k
где TZ - показания датчика натяжения, установленного на второй клети. Так как коэффициент влияния переднего 25 натяжения на заднее изменяется от полосы к полосе, то его необходимо автоматически определять и учитывать на каждой полосе.
Цель изобретения формирование скоростного режима приводов клетей в функции 30 межклетевого натяжения для промежутков
статически неопределимого участка непрерывного прокатного стана.
Это достигается тем, что между датчиком натяжения второй клети и ее сумматором дополнительно введен блок регулирования коэффициента передачи, на входы которого подключены выходы сумматоров второй и третьей клетей и логических устройств заполнения первого и второго промежутков.
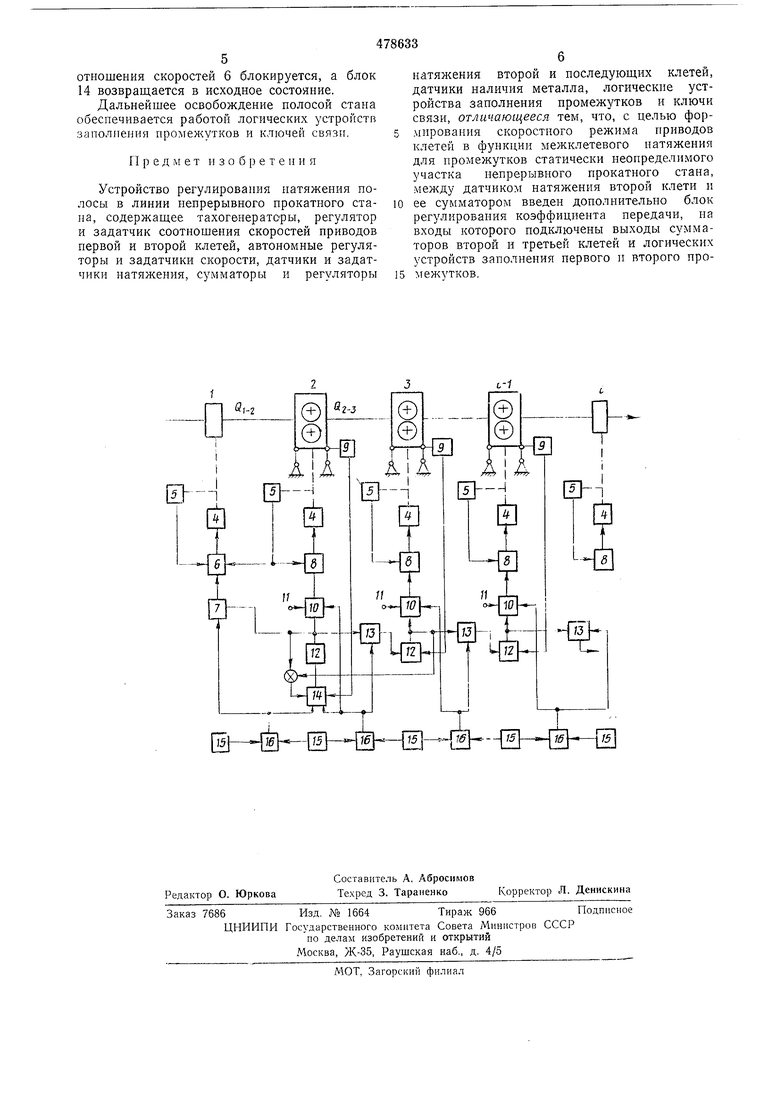
На чертеже представлена схема предлагаемого устройства, где даны клети 1, 2, 3, предпоследняя t-1 и последняя i-тая клети статически неопределимого участка непрерывного я-клетевого прокатного стана. Клети снабжены приводами 4 и тахогенераторами о. Первая клеть оборудована регулятором соотношения скоростей 6, на входы которого подключены тахогенераторы первой и второй клетей и задатчик соотношения скоростей 7. Остальные клети оборудованы регуляторами скорости 8.
Клети 2 - (t-1) имеют каждая канал регулирования натяжения, включающий датчик натяжения 9, регулятор 10 натяжения и подключенные к нему задатчик натяжения 11 и сумматор 12. Выход каждого сумматора подключен к ключу связи 13 сумматора второй клети, кроме того - на входы задатчика соотношения скоростей 7 и блока 14 регулирования коэффициента передачи, а сумматор третьей клети - к блоку 14 регулирования коэффициента передачи.
Датчик натяжения 9 второй клети подключен к блоку 14, а датчики натяжения клетей 3-i-1 - к сумматорам 12.
Все клети имеют также датчики наличия металла 15, выходы которых подключены к логическим устройствам 16 заполнения промежутка. Устройство 16 первого промежутка подключено на управляемые входы задатчика соотношения скоростей 7 и блока 14 регулирования коэффициента передачи, устройства 16 второго и последующих промежутков- на управляемые входы регулятора 10 и ключа связи 13 своих каналов, а устройства 16 второго промежутка, кроме того - на управляемый вход блока 14 регулирования коэффициента передачи.
Выходы ключей связи 13 и блока 14 могут быть соединены также с регистраторами натяжения соответствующих промежутков. Устройство работает следующим образом.
Регуляторы скорости 8 обеспечивают поддержание заданного скоростного режима клетей 2-t. Скорость вращения привода 4 клети Г устанавливается регулятором соотношения скоростей 6.
Металл входит в клеть 1, вызывая срабатывание датчика наличия металла 15 этой клети. Затем полоса попадает в клеть 2, срабатывает датчик наличия металла второй клети и логическое устройство 16 заполнения первого промежутка (сигнал устройства 16 появляется только тогда, когда в двух смежных клетях находится металл одной и той же полосы).
Так как до входа полосы в клеть 3 показания датчика натяжения 9 клети 2 соответствуют натяжению в первом промежутке, логическое устройство 16 первого промежутка пропускает через блок 14 сигнал датчика натяжения без коррекции. С выхода блока 14 сигнал через сумматор 12 поступает па регулятор 10, ключ связи 13 и задатчик соотношения скоростей 7. Одновременно на блок 7 поступает разрешение на работу от логического устройства 16 заполнения первого промежутка. Задатчик соотношения 7 изменяет уставку соотношения, а регулятор соотношения 6 воздействует на скорость привода 4 клети 1 до тех пор, пока показания датчика натяжения 9 клети 2 не станут равными нулю. Регулятор натяжения клети 2 и ключ связи
13 блокированы логическим устройством 16 второго промежутка.
Вход металла в клеть 3 вызывает срабатывание логического устройства 16 второго промежутка, по сигналу которого снимается
блокировка регулятора 10 и ключа связи 13 клети 2 и блока регулирования коэффициента передачи. Одновременно появляется сигнал на выходе датчика натяжения 9 клети 2 наличие усилия Q2-3 в промежутке между
клетями 2 и 3 вызывает появление усилия Q в промежутке между клетями 1 и 2). Сигнал датчика натяжения клети 3 через сумматор 12 этой клети поступает на вход блока 14, где сравнивается с сигналом датчика натяжения второй клети. Следящая система блока 14 устанавливает показания датчика натяжения второй клети в соответствие (1) с показаниями датчика натяжения третьей клети (показания последнего до входа
металла в четвертую клеть являются истинным для промежутка между клетями 2 и 3).
При входе полосы в клеть срабатывают соответствующие датчики наличия металла и логическое устройство заполнения промежутка. Напряжение выхода сумматора 12 клети 3 является суммой напряжений сумматора клети 2 и датчика натяжения клети 3, т. е.
Рз-4 Q2-3 + 3
(4)
Аналогичные процессы происходят в блоках последующих клетей стана. Регуляторы натяжения убирают разницу между действительными и заданными значениями натяжения, воздействуя через регуляторы скорости 8 на приводы клетей.
При выходе полосы из клети 1 исчезает сигнал от логического устройства заполнения первого промежутка. Заднее натяжение отсутствует, и усилие на датчике натяжения клети 2 полностью определяет переднее натяжение клети 2. Натяжение в промежутках между клетями 2-i непрерывной группы теперь полностью определяется сигналами датчиков натяжения этих клетей, регулятор соотношения скоростей 6 блокнруется, а блок 14 возвращается в исходное состояние.
Дальнейшее освобождение полосой стана обеспечивается работой логических устройств заполнения промел утков и ключей связи.
Предмет изобретен и я
Устройство регулирования натяжения нолосы в линии непрерывного нрокатного стана, содержащее тахоганераторы, регулятор и задатчик соотношения скоростей приводов нервой и второй клетей, автономные регуляторы и задатчики скорости, датчики и задатчики натяжения, сумматоры и регуляторы
натяжения второй и последующих клетей, датчики наличия металла, логические устройства заполнения промежутков и ключи связи, отличающееся тем, что, с нелью формирования скоростного режима приводов клетей в функции межклетевого натяжения для промежутков статически неопределимого участка непрерывного прокатного стана, между датчиком натяжения второй клети и ее сумматором введен дополнительно блок регулирования коэффициента передачи, на входы которого нодключены выходы сумматоров второй и третьей клетей и логических устройств заполнения первого и второго промежутков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения натяжения в линии непрерывного прокатного стана | 1973 |
|
SU491420A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для управления натяжением проката в непрерывной группе клетей мелкосортно-проволочного стана | 1986 |
|
SU1384351A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана | 1989 |
|
SU1708462A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Устройство для регулирования размеров проката на проволочном прокатном стане | 1988 |
|
SU1533795A1 |
| Устройство для управления скоростью клетей непрерывного стана холодной прокатки полосы | 1990 |
|
SU1752461A1 |
т--.
(й1--и- щ- k
.-JI-.J1--ч
