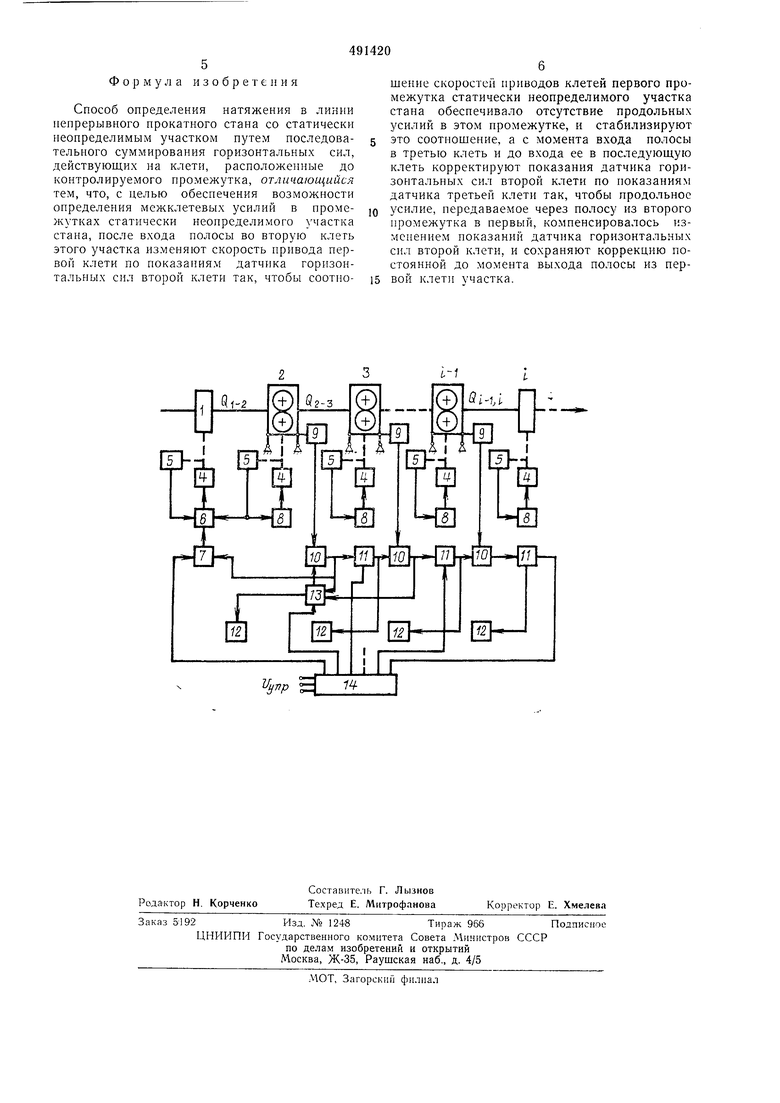
второй клет|И, а также при использовании по каза.пий датчиков остальных клетей, иатяже иие для .всех :про-межутко в по алгоритму (1) При постоянном соотношении скоросте второй клетей -5- cons приводов первой п 2 величина натяжения в нервом промежутк может быть выражена формулой; Q,2 K-Q -3 (2) где /С - коэффициент влняния переднего на тяжения на заднее. Усилие, воспринимаемое датч.иком ;второй клети, определяется следующей формулой Т2 Q2. 2 Qo -3 (1-) Q2-3(3) Следовательно, пзменение показания дат чика силы второй клети в(-;--I раз определять ляет по показаниям 1второи клети усилий во точную .величину межклетевых втором промежутке по формуле: и в нервом промежутке по формуле (2). На чертеже орпведеп одил из возможных вариантов схемной реализации предлагаемого способа. На чертеже показа.ны первые три :клети 1-3, предпоследняя i- 1 и последняя t клети группы клетей ненрерывпого прокатного стана с приводными двигателями 4, тахогенерато,рами 5, ре1гулятором 6 соотпошепия скоростей первого промежутка с задатчиком 7 соотоюшепием скоростей и регуляторами 8 скорости второй п последуюпдих клетей. Все клети кроме первой и f-той имеют каждая канал контроля натяжения, содержащий датчик 9 гор.изонтальных сил, подключенный к сумматору 10, выход которого через ключ связи 11 связан с показывающим прибором 12 и с входом сумматора 10 последующего капала контроля патяжения. Выходы сумматоров 10 клетей 2 и 3 дополпительно подключены к блоку 13 изменения коэффициента передачи натяжения, выходы которого подключены на вход ,ра 10 первой клети и на вход показывающего пр.ибора 12 первого нромежутка. Выход сумматора второй клети соединен также с задатчнком 7 соотношения скоростей, связанным с регулятором 6 соотношения скоростей. Управляющие входы ключей связи 11, блока 13 измепеиия коэффициента передачи патяжвпия и задатчика 7 соотнощения скоростей подключены к логическому уп равляющему устройству 14, обеспечивающему их работу в соответствии с перемещением полосы по стану по сигналам управления /у,,,, от датчиков наличия металла в клетях. При входе металла в клеть 2 сигнал датчи1ка 9 горизонтальных сил второй клети через су.мматор 10 поступает па задатчик соотпощепия скоростей, формируя уставку соотпощеппя скоростей регулятора 6, на другие входы которого подаются сиппалы тахогене)аторов 5 .первой и второй клетей. Регулятор 6 устанавливает скорость двпгателя первой клети, соответствующую согласованному режиму прокатки, и по сигналу управления от логического управляющего устройства 14 фиксирует соотнощепие скоросгей до входа следующей полосы в первую клеть. Одновременно с этим сигнал от сумматора ноступает па ключ связи 11 и блок 13 изменения коэффициента передачи. После входа полосы в клеть 3 сигнал от датчика 9 горизонтальных сил через сумматор 10 этой -клети подается на второй вход блока 13 изменения коэффициента иередачи натяжения, а логическое устройство 14 снимает блокировку его выхода. С выхода блока 13 поступает сигнал па сумматор 10 .клети 2, изменяющий коэфф.ициепт передачи сумматора или иным сиособом воздействующий иа тракт передачи сигнала от датчика 9 горизонтальных сил клети 3 ио формуле (4). Со второго выхода олока 13 сигнал нан1равляется на показывающий прибор 12 первого промежутка. С некоторой выдержкой после окончания работы блока изменения коэффициента передачи логическое управляющее устройство 14 через управляющий вход блока 13 блокирует его работу и открывает к.тюч связи 11, обеспечивая передачу сигнала от сумматора 10 второй клети па показывающий ирибор 12 промежутка 2-3 и на вход сумматора 10 клети 3, что позволяет суммировать сигналы по алгоритму (1). При выходе полосы из клети 1 логическое управляющее устройство 14 разблокирует задатчик 7 соотношения скоростей, и, воздействуя на блок 13, обеспечивает восстановление .перво.началыюго коэффициента иередачи сумматора 10 второй клети (так как с выходом полосы из клети 1 исчезает влияние первого промежутка на показания датчика горизонта пьных сил второй клети). При перемещении полосы по стапу логичекое управляющее устройство 14 последоваельно отключает ключи связи 11 освободив1ИХСЯ промежутков и подключает ключи свяи заполняемых промежутков, обеспечивая еализацию алгоритма (1). При поступлении чередной полосы весь процесс обработки сигалов датчиков горизоитальпых сил повторятся. Таким образом, обеспечиваются определеие величин натяжения во всех промежутках татически неопределимого участка и испольование изобретения для автоматизации скоостпого режима непрерывного прокатного тапа в фупкции межклетевого натяжения.
Формула изобретения
Способ определения натяжения в линии непрерывного прокатного стапа со статически неопределимым участком путем последовательного суммирования горизонтальных сил, действующих на клетп, расположенные до контролируемого промежутка, отличающийся тем, что, с целью обеспечения возможности определения межклетевых усилий в промежутках статически неопределимого участка стана, после входа полосы во вторую клеть этого участка изменяют скорость привода первой клети по показаниям датчика горизонтальных сил второй клети так, чтобы соотно6
шение скоростей приводов клетей первого промежутка статически неопределимого участка стана обеспечивало отсутствие продольных усилий в этом промежутке, и стабилизируют это соотношение, а с момента входа полосы в третью клеть и до входа ее в последующую клеть корректируют показания датчика горизонтальных сил второй клети по показаниям датчика третьей клети так, чтобы продольное усилие, передаваемое через полосу из второго промежутка в первый, компенсировалось i;3менением показаний датчика горизонтальных сил второй клети, и сохраняют коррекцию постоянной до момента выхода полосы из первой клети участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования натяжения полосы в линии непрерывного прокатного стана | 1973 |
|
SU478633A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| Устройство для регулирования размеров проката на проволочном прокатном стане | 1988 |
|
SU1533795A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство для управления температурой полосы при прокатке | 1984 |
|
SU1227279A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| Система автоматического регулирования натяжения полосы | 1985 |
|
SU1258541A1 |
